聚乳酸纤维染色性能的研究
2019-03-30张巍峰
张巍峰
(纺织企业技术进步咨询服务中心,北京 100020)
聚乳酸纤维(PLA)是由玉米淀粉经发酵所得的乳酸聚合而成的,亦称玉米纤维[1],是20 世纪90年代初由日本岛津(Shimadzu)公司和钟纺(Kanebo)公司联合开发的一种可生物降解的化学纤维;“十二五”期间,我国刚刚完成PLA 纤维的合成方法及纤维制备工艺研究,并初步实现工业化生产。聚乳酸纤维性能优良,可生物降解,废弃后可在自然界中分解为CO2和H2O;燃烧时不产生毒气,不会对环境产生污染[2-3]。因此,聚乳酸纤维是一种可生物降解的新材料,是名符其实的人工合成有机高分子“绿色产品”和“环保产品”[4]。
另外,聚乳酸纤维还兼有天然纤维和合成纤维的特点,如吸湿排汗均匀、快干、阻燃性低、烟尘小、热散发小、无毒性、熔点低、回弹性好、折射指数低、色彩鲜艳、不滋长细菌和气味保留指数低等。由聚乳酸纤维制成的织物具有良好的悬垂性和手感,制成的成衣穿着舒适,并具有耐穿、抗皱、抗紫外线、导湿和释放人体气味等特性,是极佳的高级休闲服饰和优质舒适运动服的面料[5-7]。
1 聚乳酸纤维的合成及特点
1.1 聚乳酸的制备
使用玉米/马铃薯等谷物作为原料,发酵后制得乳酸,乳酸经缩合反应合成低分子质量的聚乳酸,再利用偶合剂将低分子质量的聚乳酸聚合成具有良好机械物质性、较高分子质量的聚乳酸,再通过化学改性提高物理性质,并使其纤维化制得聚乳酸纤维[8]。制备途径有两种:丙交酯开环聚合和直接聚合。反应过程如下所示:
1.2 聚乳酸纤维的特点
PLA 纤维是一种热塑性聚合物纤维,熔点为175 ℃(PET约为267 ℃),结晶温度为103 ℃,玻璃化温度为58 ℃;强度为4.0~4.9 cN/dtex,断裂延伸率为30%,吸湿率为0.5%~0.6%;具有良好的耐热性和稳定性,日晒500 h后仍能可保持90%的强力,而一般涤纶日晒200 h 后,强力就降低60%[9]。制得的织物质轻、手感柔软和干爽,还具有蚕丝一样柔和的光泽。由于结晶度高,织物尺寸稳定性好,PLA纤维和PET一样,容易进行纺织加工[10],可制成长丝、短丝、单丝和非织造布,广泛运用于纺织、医疗、农业等各个领域。聚乳酸的扫描电镜测试结果如图1所示。
由图1可知,聚乳酸纤维面料的切截面呈扁平圆状,中间近似圆形,纵向表面比较光滑、呈均匀柱状,但表面有少数深浅不等的沟槽;其表层和内层具有不同的结构特点,表层较为紧密,切片表面光滑,而内层结构疏松,有空隙,具有皮芯结构。
2 高温高压染色
PLA纤维结构类似PET纤维,可以用分散染料进行染色。由于PLA 纤维在120 ℃左右就开始软化失去强力,不能采用热熔染色法进行染色,主要采用高温高压染色法和载体染色法。染色织物色谱齐全、色泽鲜艳、手感好,但染色牢度不及PET纤维。
2.1 材料和设备
材料:聚乳酸纤维(上海同杰生物材料有限公司),分散黄E-RGFL、分散黄SE-2GL、汽巴绥脱黄EL-F2G,C.I.红60、C.I.54、C.I.79,醋酸、醋酸钠、保险粉、纯碱。
设备:Ti-Color Ⅱ型红外染色小样机(意大利ORINTEX 染色技术有限公司),CM-3600D 型电脑测色配色系统(意大利ORINTEX 染色技术有限公司),M228型耐皂洗牢度试验机(锡莱-亚太拉斯有限公司)。
2.2 染色工艺
染色配方:分散染料用量x,醋酸/醋酸钠调节pH,pH=2~11,浴比1∶30。工艺流程如下:
还原清洗配方:保险粉2 g/L,纯碱1 g/L,浴比1∶50,温度60~65 ℃,时间15 min。
3 结果与讨论
3.1 温度对染色的影响
染料用量2%(omf),浴比1∶30,pH=5,在不同温度下染色30 min,测试纤维的染色K/S值,结果如表1所示。从表1 可知,PLA 纤维染色过程中,保温温度在80~110 ℃变化时,染色样品的表面深度出现跨越式的增加,因为高结晶的PLA 纤维在染色温度高于玻璃化温度(Tg≈62 ℃)时,分子链段开始运动,产生孔隙,染料沿瞬时孔隙扩散进入纤维内部;温度升高,染料的溶解度和扩散速度增加,有利于染料的上染,所以,染色温度升高,K/S 值增加,而110 ℃与120 ℃的表面深度接近,并达到较高值。从纤维的物理性能上看,120 ℃染色的纤维已经没有了光滑的手感和纤维的光泽,纤维中夹杂着小尺寸的熔融体,130 ℃染色的纤维熔融结块,说明120 ℃下纤维已有了热损伤。而在低温染色时,不仅上染率低,色牢度也大大降低。

表1 不同温度下染色纤维的表面深度(K/S值)
PLA 纤维不耐热,温度不仅影响染料的扩散速率,还影响纤维的其他性能。根据自由体积扩散模型的WLF方程式可得以下关系:
其中,aT称为温度T时的移动因子,DT为温度为T时的扩散系数,为DTg温度为Tg时的扩散系数,A、B为高分子物的特性常数[12]。
由WLF方程式可知,纤维的玻璃化温度(纤维的结晶、取向或水、载体等的作用)越低,染料在纤维中的扩散速率越高。同时,当染色温度高于玻璃化温度后,染色温度越高,染料在纤维中的扩散速率越高。但并不是温度越高越好,随着温度的升高,染料在纤维与染液中的分配率减小,降低了染料对纤维的亲和力,会降低染色的上染百分率。
综合考虑以上因素,PLA 纤维染色温度选择110 ℃更适宜,更安全。
3.2 pH对染色的影响
染料用量2%(omf),浴比1∶30,不同的染色pH,110 ℃染色30 min,测试纤维的断裂强力,结果如图2所示。
从图2可知,随着染色pH的增大,织物的断裂强力逐渐增大,当pH 达到4 之后,断裂强力明显下降。因为PLA是聚酯类纤维,在强酸或者强碱条件下会水解,影响纤维的强力。因此,PLA 纤维的染色应控制在pH=4~5。
染色pH还影响染色的色光。分散染料结构中含有酯基、酰胺基、氰基等基团的分散染料,在高温碱性条件下,染料发生水解,引起染料的色光、上染百分率变化,此类结构的染料不适合在碱性条件下染色。另外,在碱性浴中羟基离子化,染料溶解度提高,导致染料色光变化等。而染浴pH过低时,含有氨基的分散染料中的氨基吸收一个质子,发生离子化,导致染料溶解度增大,供吸效应发生变化,进而影响染色性能及染色色光。
因此,分散染料染色时,染浴pH 在4~6,此时,染色织物的上染百分率较高,色泽鲜艳度好。
3.3 时间对染色的影响
染料用量2%(omf),浴比1∶30,pH=5,110 ℃,染色不同时间测试纤维的上染百分率,结果如图3所示。
从图3 可知,随着时间的延长,上染百分率缓慢增加,到30~40 min内基本达到最高值;再延长染色时间,部分染料的上染百分率反而下降,如C.I.黄54 和C.I.蓝79。说明上染30~40 min后,可能原来已被纤维吸附的染料又部分解吸下来;也可能是由于纤维在染色过程中,染浴冷结晶所致。在上染时间30~40 min内,有几只染料的上染百分率曲线都趋于平坦,在此区域内染色有助于减少色差。在染色达60 min时,上染百分率增加的幅度并不显著,如C.I.黄53。综合考虑,上染时间以30~40 min为宜。
3.4 助剂对染色的影响
染色过程中需加入适当的分散剂和匀染剂,阴离子表面活性剂可使染料稳定、均匀地分散在染液中,通过移染作用实现匀染;但加入助剂后,分散染料对PLA纤维的亲和力下降,降低了分散染料在PLA纤维上的平衡上染百分率和饱和吸附量。
加入非离子表面活性剂能降低分散染料对聚乳酸纤维的亲和力。因为非离子表面活性剂对分散染料有一定的增溶作用,使染料在染液中的分配量加大,提高了染料吸附渗透到纤维上的量,使上染过程中的染色热增加,分散染料在染色过程中染色熵的绝对值减小。
3.5 浴比对染色的影响
浴比对染色织物也有影响,浴比小,节能节水,但浴比太小会使染色织物产生折皱、擦伤、染色不匀等缺点;浴比大,存在耗能耗水等缺点。因此,浴比选择应根据设备运行情况及染物的形态(散纤维、纱线或织物)而定,在保证染色效果的前提下,浴比可适当减小。匹染设备浴比可在10∶1~30∶1。小浴比的染色有的可小到3∶1~5∶1。
3.6 色牢度
在染料用量2%(omf)、浴比1∶30、pH=5、110 ℃染色30 min 的条件下,测试纤维的色牢度,结果如表2所示。从表2 可以看出,用分散染料染色的聚乳酸纤维具有优异的耐摩擦和耐皂洗色牢度,耐升华色牢度略差。
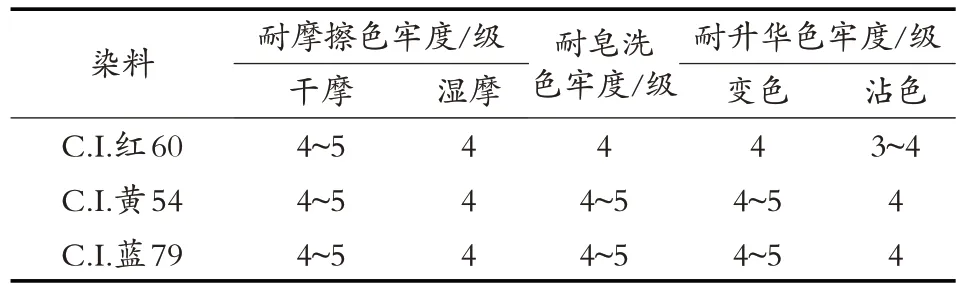
表2 聚乳酸纤维的色牢度
4 结论
(1)聚乳酸纤维高温高压染色的最佳染色工艺为:染色温度110 ℃、染色pH=4~5、染色时间30 min。
(2)聚乳酸纤维超临界染色的最佳染色工艺为:染色温度100 ℃、时间40 min、压力20 MPa。
(3)聚乳酸纤维具有良好的染色色牢度。
