一种下压烟丝设备的设计
2019-03-28
(云南昆船电子设备有限公司 产品研发部,昆明 650236)
0 引言
中国是世界第一大烟叶生产国,烟草产业是国民经济的支柱产业,而烟丝生产过程中的装箱、转运过程是卷烟生产过程中的关节环节。长期以来,我国烟丝转运过程均是先将烟丝装入箱中,在进行转运,且装箱和转运过程中烟丝都是处在自然蓬松状态下,并没有对烟丝进行压实作业,导致烟丝箱空间利用率低,转运过程中大部分的重量都是箱子的重量,转运成本高。且我国下压烟丝设备生产厂家较少,特别是进行实际应用的下压烟丝设备基本上还处于空白。然而国内也有一些厂家在使用下压烟丝设备,但基本上依靠国外进口,成本相对较高。因此,开发一种具有自主知识产权、性能可靠、价格低廉、适合国内烟草生产条件的可对烟丝进行压实作业的下压烟丝设备,对提高烟丝箱的空间利用率,提高烟丝装箱压实作业的自动化程度,降低运输成本具有十分重要的意义。
1 工作原理
下压烟丝设备是在烟丝定量装箱系统中,对装箱后蓬松烟丝压实作业的设备。其主要工作原理是利用伺服控制系统控制两台伺服电机同步正反转[1],通过齿轮齿条的传动方式实现下压装置的上下运动[2],从而将电机的动力转化为设备对烟丝的下压力,实现对烟丝的压实作业。另外,下压烟丝设备可通过控制系统实现对下压速度、下压形成以及下压力的大小进行调节[1],从而可根据烟丝的实际情况调整下压力、下压速度和下压行程,使烟丝的受压处于最佳状态,既最大程度的提高了烟丝箱空间的利用率,也使烟丝不会因受压严重而变质。
2 设备组成
下压烟丝设备主要使用在烟丝定量装箱系统中,实现装箱后蓬松烟丝的压实工作。下压烟丝设备主要由伺服控制系统、下压组合、压头组合、机架及相关附件等组成。下压烟丝设备结构如图1所示。
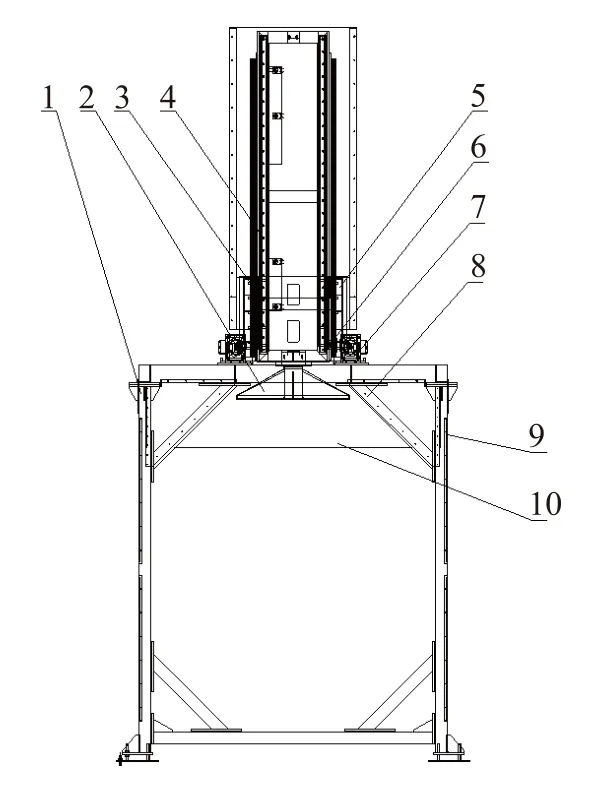
图1 下压烟丝设备结构图
2.1 伺服控制系统
下压烟丝设备的下压过程由双伺服电机加双齿轮齿条结构实现。伺服控制系统采用力矩控制的方式对两伺服电机进行控制,伺服控制系统分为主伺服和从伺服,主伺服控制器通过发送矢能、速度、起停加速度、目标位置、力矩等指令控制主伺服电机,从伺服控制器通过伺服系统内部总线实时读取主伺服电机的运动状态信息控制从伺服电机,实现从伺服电机与主伺服电机同时、同步、同方向转动[1]。其控制原理如图2所示。

图2 控制原理图
2.2 下压组合
下压烟丝设备的下压组合主要由下压框架、齿条、直线导轨、上防撞头、下防撞头和下压框固定板组成。其主要作用是连接机架、压头组合和驱动装置,并且在驱动装置的作用下,下压组合能够实现升降运动,从而带动压头组合实现上升和对烟丝的下压作业。下压烟丝设备下压组合的三大特点:
1)两齿条和两直线导轨左右对称布置的设计、安装,保证了下压组合的稳定,防止了其向某一侧倾覆,同时能更好的保证其对下压组合的压力竖直向下[3],下压烟丝设备在工作时减少功率损耗。
2)在下压工作时,下压过程中压力大、速度快,传动效率高,其最大下压力可达15000N,下压速度最大可达2m/s。
3)使用高精度直线导轨,保证在下压过程中运行平稳,无卡滞现象。
下压组合结构如图3所示。

图3 下压组合结构图
2.3 压头组合
压头组合主要由压头,折弯挡板,压头包板等组成。压头组合是整个设备的执行机构,是与烟丝直接接触的部分,因此压头的好坏直接会影响到烟丝压实的质量以及烟丝箱空间的利用率,另外,折弯挡板的好坏决定着压头组合在下压过程中烟丝在压头组合上的残余量,影响整个烟丝压实质量。
压头组合结构如图4所示。
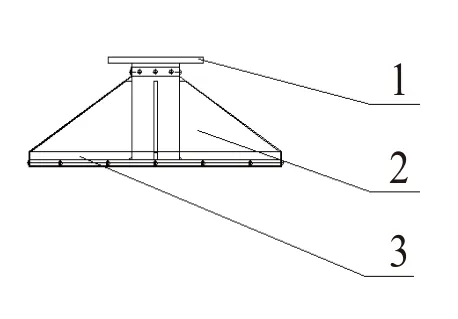
图4 压头组合结构图
2.4 机架
下压烟丝设备的机架主要由单侧框架、斜撑、横撑及防护网等组成,机架其主要作用是支撑整个设备,连接设备的各个组成部分,另外机架内部还需要满足容放烟丝箱,且能顺利通过烟丝箱,因为在工作过程中烟丝箱首先从机架前方进入机架内部,在机架中央下部压实完成后,再从机架后部输送出去。机架结构如图5所示。
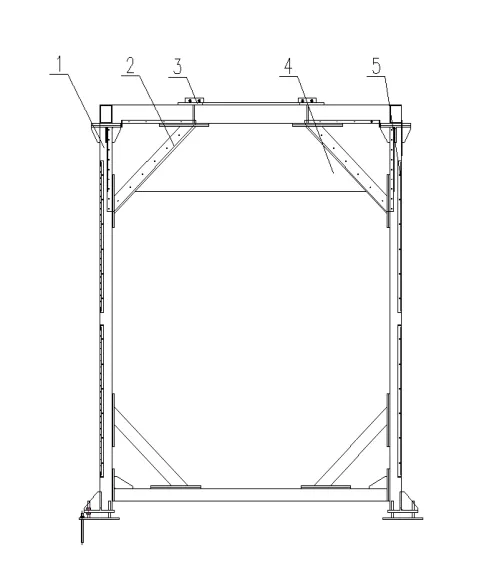
图5 机架结构图
3 结论
下压烟丝设备的设计,提高了我国烟丝生产转运过程中烟丝箱的空间利用率,增大了烟丝箱的装烟量,降低运输成本、填补了国内下压烟丝设备的空白,对我国推进烟丝自动化定量装箱作业具有十分重要的意义。
