垃圾焚烧炉自动燃烧控制系统设计与实现
2019-03-28曾卫东袁亚辉常威武
曾卫东,田 爽,袁亚辉,常威武
垃圾焚烧炉自动燃烧控制系统设计与实现
曾卫东,田 爽,袁亚辉,常威武
(西安热工研究院有限公司,陕西 西安 710054)
垃圾焚烧炉由于垃圾成分复杂及热值不稳定,导致其燃烧控制滞后时间长,焚烧炉燃烧系统多处需要手动控制运行。本文提出适合垃圾焚烧炉运行工况的自动燃烧控制(ACC)系统,该控制系统包括蒸发量控制模块、垃圾料层控制模块、焚烧炉炉内温度控制模块、炉渣热灼率控制模块、氧量控制模块,通过给料速度、炉排速度、燃烧用风量及垃圾层厚度计算等实现了垃圾焚烧炉的自动燃烧控制。将该ACC系统应用于某垃圾焚烧发电厂,实际运行结果表明,ACC系统能够实现垃圾焚烧炉稳定燃烧,环保参数无波动,生产指标符合要求。
垃圾焚烧炉;自动燃烧控制;一次风;炉排;垃圾层厚度;控制模块
随着国家对环境保护越来越重视,生活垃圾无害化处理设施建设规划得到更多的支持[1]。垃圾发电是一种重要的无害化处理方式。在垃圾发电厂中焚烧炉控制系统最为关键。原有进口垃圾焚烧炉排国产化后,配套的自动燃烧控制(auto combustion control,ACC)系统均以技术保密为由,未对国内用户开放[2]。国产炉排生产商只能自主研发ACC系统,目前国内ACC系统大部分仅限于炉排本体的控制,对垃圾热值的估算主要依靠机组蒸发量的反算,因而造成控制滞后,对燃烧风、垃圾给料、炉排等未能形成有效的闭环控制,导致ACC系统投入过程中,出现偏料、空料、风机频繁动作等问题,所以目前各垃圾发电厂ACC系统的投入率较低。本文结合现场实际数据,在垃圾层厚度估算中引入经验值进行修正,不依赖机组蒸发量进行反算。减少了ACC系统控制的滞后误差,使ACC系统控制趋于稳定,增加了ACC系统投入率。
1 自动燃烧控制系统的设计
ACC系统是针对多变的垃圾成分及不稳定的垃圾热值特点,为从余热锅炉取得对应垃圾处理量的稳定蒸汽量,而对垃圾焚烧炉的运行工况进行自动燃烧控制。
1.1 系统特点及难点
1)由于国内垃圾成份复杂[3],无分拣工艺,热值变化大,这样导致进入炉内的热量不断变化,进而引起锅炉负荷的频繁波动。
2)燃烧过程时间长,从垃圾生料到垃圾燃尽出渣需要2~3 h。
3)炉排料层厚度不均匀,炉排共由5段炉排片组成,垃圾自高向低依次下滑,需要经历干燥段、燃烧段、燃尽段3个燃烧工艺。退料及炉排动作的不同步极易造成偏料、空料情况发生[4]。
4)燃烧状况无直接参数确定,只能靠炉排片温度、风压及人工检查相结合的手段来间接判断。
5)炉排料层厚度的确定无直接的参数。
综上所述,炉排式垃圾炉的燃烧特性具有多变量、大滞后、参考测点不足的特点。采用其他煤粉炉的控制策略不能取得好的控制效果[5]。
1.2 系统控制策略
ACC系统中主要控制目标为蒸发量,主要的控制条件为垃圾热值。在此基础上,ACC系统涵盖燃烧助燃风量控制[6]、焚烧炉炉内温度控制、给料炉排给料速度控制、烟气含氧量及炉渣热灼率控制,形成了对整个焚烧炉燃烧炉排的自动控制[7]。在ACC系统中,垃圾情况作为最重要的控制条件却具有不稳定性及不可预知性的特点。所以本文在ACC系统中引入垃圾热值估算和垃圾层厚度估算的模糊控制。图1为ACC系统结构。
2 自动燃烧控制系统的实现
ACC系统应对焚烧炉的燃烧系统进行稳定控制,避免人为操作不当造成垃圾焚烧炉停炉。因此焚烧炉的燃烧控制目标设定为:维持稳定的燃烧、稳定的蒸汽流量及炉内的持续高温,空气污染物排放在限值以下,达到热灼率的设计值。
针对上述控制目标,结合垃圾焚烧炉的燃烧特点,ACC系统由蒸发量控制模块、垃圾料层控制模块、焚烧炉炉内温度控制模块、炉渣热灼率控制模块、氧量控制模块5个控制模块组成,其中整个ACC系统的核心是蒸发量控制模块和垃圾料层控制模块。

图1 ACC系统结构
2.1 蒸发量控制模块
控制系统可根据垃圾入炉的热值估算值计算目标蒸发量[8]。在不断进料燃烧过程中,将蒸发量的实际值与目标值的偏差作为控制依据,来调节助燃空气进气总量。总助燃空气量为

式中:为助燃空气总量;为根据估算垃圾热值对应的蒸发量与实际蒸发量的比值;为蒸发量实际值;(O2)为烟气含氧量,一般为6%~10%;为助燃空气总量的微调预留量;2为漏风及不可预知的风量损失补偿。
2.1.1 垃圾热值估算
根据锅炉热平衡原理,垃圾热值估算基于以下3个公式[9]:

式中,2为燃烧释放的热量,1为锅炉有效利用热量,为锅炉热效率。

式中,为蒸发量实际值,s为蒸汽实际所含单位热值。

式中,3为垃圾单位热值,为垃圾给料量。
根据式(2)—式(4),可以得到垃圾给料量、垃圾热值及蒸发量之间的比例关系。
2.1.2 蒸发量控制模块的实现
图2为蒸发量控制模块逻辑关系。

图2 蒸发量控制模块逻辑关系
2.2 垃圾料层控制模块
由于无直接的参考量或测点可以准确反映各炉排段上的垃圾层厚度,所以垃圾层厚度控制系统根据计算出的干燥段炉排上垃圾层厚度参考值来调节推料器速度及干燥段炉排的滑动速度,通过这2个速度的调节来保持干燥段垃圾层厚度的实际值不偏离厚度设定值[10]。同时,正比关系调节燃烧段炉排的滑动速度及燃尽段炉排的滑动速度,垃圾层厚度参考值计算式为

式中,1为垃圾层厚度参考值,2为一次风压力,3为炉膛负压,为炉排片面积,N为一次风密 度,为一次风流量,为一次风温度,为经验补偿系数。
图3为垃圾料层控制模块逻辑关系。
2.3 焚烧炉炉内温度控制模块
焚烧炉炉内温度管理值为850~1 000 ℃。为了抑制二噁英的生成[11],需保持炉内温度在850 ℃以上。在焚烧炉垃圾给料和助燃风总体平稳的情况下,主要通过控制二次风量来实现温度控制。

图3 垃圾料层控制模块逻辑关系
炉内温度控制模块调节二次风量[12],以维持炉内温度在850~1 000 ℃。在此过程中,辅助燃烧器需要同时进行炉内温度保护控制:炉内温度低于855 ℃且保持10 min后,启动辅助燃烧器[13];炉内温度高于860 ℃且保持5 min后,停止辅助燃烧器。
2.4 炉渣热灼率控制模块
炉渣热灼率控制模块通过检测燃尽段炉排片的温度和燃尽段垃圾料层厚度,以及运行人员观察火焰监视画面,调整进入燃尽段的空气流量,同时辅助调整燃尽段炉排片的滑动速度。当燃尽炉排上有未燃烧垃圾时,燃尽炉排上的温度将上升,炉渣热灼率控制模块将增加进入燃尽炉排的空气流量,并使燃尽炉排减速以获得足够的燃尽时间。
2.5 氧量控制模块
焚烧炉烟气中一氧化碳含量与氧量和炉温密切相关。当风量过低或者二次风量过高使炉温过低时,都容易产生大量一氧化碳。在二次风量过低时,选择性非催化还原(SNCR)效率会因为空气混合不好而降低。如果二次风量过大,造成喷氨处炉温过低,氨逃逸将增大[14]。
利用氧量的设定值与实际值的偏差,动态调节二次风机的变频动作。利用垃圾热值估算及进料量作为PID调节的前馈,这样可以最大程度消除氧量的上下波动[15],使垃圾焚烧炉的环保指标稳定。
3 应用实例
某垃圾焚烧发电厂配备2×400 t/d垃圾焚烧炉,年处理垃圾量29.2万t,配置1×15 MW凝汽式汽轮发电机组,机组满负荷蒸发量为39 t/h。焚烧炉炉排为国产化厂家成套供货。在投运过程中,焚烧炉系统多处于手动运行,给料炉排滑动速度以手动给定为主,炉排处以投入功能组并通过调整动作次数及等待时间的方式运行,一次、二次风机频率以手动给定为主[16]。
3.1 ACC系统投入前运行情况
ACC系统投入前,机组的运行工况不稳定:烟气温度变化较快,锅炉蒸发量变化大,烟气排放指标变化大,操作人员工作强度大。图4为ACC系统投入前机组实际蒸发量变化趋势。
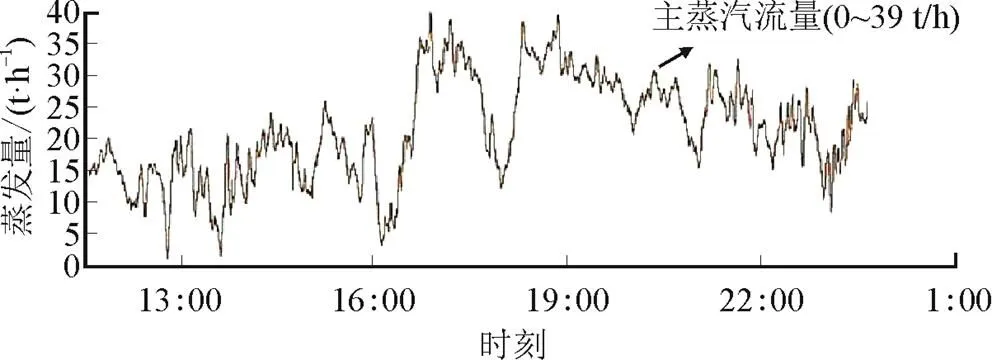
图4 ACC系统投入前机组实际蒸发量变化趋势
在12 h的运行中,机组蒸发量的变化非常大,最小值与最大值相差达到21.6 t/h,最大振幅比达到了40%左右。
3.2 ACC系统投入后运行情况
图5为ACC系统投入后机组蒸发量变化趋势。在ACC系统投入后12 h,机组蒸发量变动幅度变小。实际运行中还进行了多次变负荷试验,经过统计蒸发量设定平均值为34.2 t/h,蒸发量的实际平均值为33.6 t/h。由图5可见,ACC系统很好地实现了对蒸发量的稳定控制。

图5 ACC系统投入后机组蒸发量变化趋势
图6为ACC系统投入后垃圾料层控制变化趋势,在运行过程中进行了多次变值试验,垃圾料层厚度实际平均值为221,垃圾料层厚度的设定平均值为222。由图6可见,实现了对垃圾料层的稳定控制。

图6 ACC系统投入后垃圾料层控制变化趋势
图7为垃圾厚度估算值与蒸发量的变化趋势,在主燃烧区的3、4段炉排垃圾厚度基本符合机组蒸发量的变化情况,验证了垃圾厚度计算的准确性。

图7 垃圾厚度估算值与蒸发量的变化趋势
4 结 语
ACC系统在垃圾焚烧炉的稳定运行中起到了重要的作用,尤其是国内垃圾分类不好、垃圾含水量大、锅炉蒸发量波动大的情况下,更能发挥出其优势。同时现有的ACC系统仍有很大的改进空间,如在垃圾池的发酵管理及炉排垃圾燃烧等方面,目前还很大程度上依赖人工判断,这也造成了自动燃烧控制系统不能做到长期全工况无人值守。为了控制运营成本,提高垃圾焚烧发电厂的经济效益,应进一步加强对焚烧炉ACC系统的研究。
[1] 敖朝华, 邓薪莉, 郭兵. 垃圾焚烧炉燃烧过程的优化控制策略[J]. 环境工程, 2010, 28(1): 77.AO Zhaohua, DENG Xinli, GUO Bing. Optimizing control strategy of combustion process for rubbish incinerator[J]. Environmental Engineering, 2010, 28(1): 77.
[2] 刘华, 许晓龙, 李宏宇. 城市生活垃圾焚烧处理技术及其应用[J]. 可再生能源, 2003(2): 23-24. LIU Hua, XU Xiaolong, LI Hongyu. Incineration disposal technique and its application for municipal life refuse[J]. Renewable Energy Resources, 2003(2): 23-24.
[3] 赵巧荣. 垃圾焚烧发电厂自动燃烧控制方案应用研究[J].中国科技纵横, 2014(10): 57-58. ZHAO Qiaorong. Application research of automatic combustion control scheme in refuse incineration power plant[J]. China Science & Technology, 2014(10): 57-58.
[4] 贾勋慧. 炉排式垃圾焚烧炉ACC自动燃烧技术[J]. 电站信息, 2012(10): 35-36. JIA Xunhui. ACC automatic combustion technology for grate refuse incinerator[J]. Power Station Information, 2012(10): 35-36.
[5] 陈亮, 俞海斌, 金建祥. 引进的600 t/d垃圾焚烧炉DCS系统及其控制方案[J]. 热力发电, 2006, 35(2): 37-38.CHEN Liang, YU Haibin, JIN Jianxiang. DCS system of imported 600 t/d incinerator and its control scheme[J]. Thermal Power Generation, 2006, 35(2): 37-38.
[6] 曾卫东, 薛宪民, 薛景杰. 炉排炉垃圾焚烧控制特点[J]. 热力发电, 2004, 33(12): 57-58. ZENG Weidong, XUE Xianmin, XUE Jingjie. Control characteristics of refuse incineration in grate[J]. Thermal Power Generation, 2004, 33(12): 57-58.
[7] 曾卫东, 姜茵. 垃圾焚烧发电厂分散控制系统的设计和应用[J]. 热力发电, 2003, 32(8): 57-58. ZENG Weidong, JIANG Yin. Design and application of decentralized control system for refuse incineration power plant[J]. Thermal Power Generation, 2003, 32(8): 57-58.
[8] 孙晓军, 肖正, 王志强. 生活垃圾焚烧厂自动燃烧控制系统的原理与应用[J]. 环境卫生工程, 2009, 17(4): 20-23.SUN Xiaojun, XIAO Zheng, WANG Zhiqiang. Principles and application of automatic combustion control system in domestic waste incineration plants[J]. Environmental Sanitation Engineering, 2009, 17(4): 20-23.
[9] 朱亮, 陈涛, 王建生. 自动燃烧控制系统(ACC)垃圾热值估算模型研究[J]. 环境卫生工程, 2015, 23(6): 33-35. ZHU Liang, CHEN Tao, WANG Jiansheng. Estimation model of waste heat value under automatic combustion control system (ACC)[J]. Environmental Sanitation Engineering, 2015, 23(6): 33-35.
[10] 孙应淳, 陈杨. 垃圾焚烧的优化自动控制[J]. 自动化与仪器仪表, 2012(23): 121-122. SUN Yingchun, CHEN Yang. Optimal automatic control of waste incineration[J]. Automation and Instrumentation, 2012(23): 121-122.
[11] 黄蔚文, 蔡培. 机械式炉排垃圾焚烧炉的应用[J]. 热力发电, 2009, 38(6): 49-51. HUANG Weiwen, CAI Pei. Application analysis of mechanical grate waste incinerators[J]. Thermal Power Generation, 2009, 38(6): 49-51.
[12] 白建云, 白正刚. 垃圾焚烧炉炉排自动控制策略研究[J].热力发电, 2008, 37(1): 109-113. BAI Jianyun, BAI Zhenggang. Research on automatic control strategy of refuse incinerator grate[J]. Thermal Power Generation, 2008, 37(1): 109-113.
[13] 白良成. 生活垃圾焚烧处理工程技术[M]. 北京: 化学工业出版社, 2009: 124-125. BAI Liangcheng. Engineering technology of municipal solid waste incineration[J]. Beijing: Chemical Industry Press, 2009: 124-125.
[14] 李彦富. 生活垃圾焚烧炉技术探析[J]. 城市管理与科技, 2007(2): 47-48. LI Yanfu. Technology analysis of municipal solid waste incinerator[J]. Urban Management and Science & Technology, 2007(2): 47-48.
[15] 徐海云. 生活垃圾焚烧炉技术发展分析[J]. 中国环保产业, 2010, 90(10): 10-15.XU Haiyun. Analysis on technical development of domestic garbage incinerator[J]. China Environmental Protection Industry, 2010, 90(10): 10-15.
[16] 胡宝, 张文, 李先彬. 智能变电站嵌入式平台测试系统设计及应用[J]. 电力系统保护与控制, 2017, 45(10): 129-133. HU Bao, ZHANG Wen, LI Xianbin. Design and application of intelligent substation embedded platform test system[J]. Power System Protection and Control, 2017, 45(10): 129-133.
Design and implementation of ACC system for waste incinerator
ZENG Weidong, TIAN Shuang, YUAN Yahui, CHANG Weiwu
(Xi’an Thermal Power Research Institute Co., Ltd., Xi’an 710054, China)
Due to the complex composition and unstable calorific value of solid waste, the waste incinerator's combustion control has long lag time, which leads to manual operation of the incinerator combustion system in many places. To solve this problem, this paper proposes an automatic combustion control (ACC) system suitable for the operation of waste incinerator, which includes evaporation control module, rubbish material layer control module, incinerator temperature control module, slag burning rate control module and oxygen content control module. The automatic combustion control of the waste incinerator is realized by calculating the feeding speed, grate speed, air volume for combustion and the thickness of rubbish layer. Moreover, application of the ACC system in a waste incineration power plant shows that, the waste incinerator can achieve stable combustion, the environmental protection parameters have no fluctuation, and the production indexes meet the requirements.
waste incinerator, automatic combustion control, primary air, grate, waste layer thickness, control module
TP273
B
10.19666/j.rlfd.201809182
曾卫东, 田爽, 袁亚辉, 等. 垃圾焚烧炉自动燃烧控制系统设计与实现[J]. 热力发电, 2019, 48(3): 109-113. ZENG Weidong, TIAN Shuang, YUAN Yahui, et al. Design and implementation of ACC system for waste incinerator[J]. Thermal Power Generation, 2019, 48(3): 109-113.
2018-09-30
曾卫东(1976—),男,高级工程师,主要研究方向为大型火电机组自动化及智能化技术,zengweidong@tpri.com.cn。
(责任编辑 杜亚勤)
