100%低地板现代有轨电车转向架装配工艺
2019-03-27李诺卜峰苏丹安然
李 诺 卜 峰 苏 丹 安 然
(1. 中车长春轨道客车股份有限公司转向架制造中心,130062,长春;2. 中车长春轨道客车股份有限公司工程技术中心工程技术部,130062,长春//第一作者,工程师)
近年来,我国现代有轨电车市场不断升温,低地板现代有轨电车更得到了市场的极大关注。目前,中车长春轨道客车股份有限公司(以下简称“长客公司”)通过引进、消化和吸收国外技术,已实现了100%低地板现代有轨电车转向架的国产化制造。
低地板现代有轨电车以其无需设置站台、上下车方便等优点而备受欢迎。转向架是低地板车辆的核心技术之一,对车辆运行的安全性和平稳性具有决定性影响,对现代有轨电车系统运营和维护的经济性有重要影响。因此,对低地板转向架的装配制造工艺有非常严格的要求。
本文针对低地板转向架设计结构,从关键控制工序分析其装配制造工艺特点,提出采用先进的工艺方法及设计合理的工装来保证其装配质量。
1 100%低地板现代有轨电车转向架及其装配工艺流程
长客公司自主研制的100%低地板现代有轨电车编组方式为:Mc1+F1+Tp+F2+Mc2。其中:Mc1、Mc2为带有动力转向架和司机室的动车模块,Tp为带有拖车转向架和受电弓的拖车模块,F1、F2为不带转向架的悬浮车模块(见图1),各模块之间采用多自由度铰接装置连接。
每列车共有两个动力转向架和一个拖车转向架,每个动力转向架(见图2)安装2套驱动装置,每套驱动装置由牵引电动机和齿轮传动机构等组成。转向架悬架采用两级悬挂系统,一系悬挂为弹性车轮和橡胶弹簧,二系悬挂为钢弹簧。制动系统有液压制动夹钳、制动盘和制动管路装置,并设有磁轨制动装置。
100%低地板现代有轨电车转向架装配工艺流程如图3所示。

图1 100%低地板现代有轨电车编组方式

1.二系悬挂装置;2.牵引装置;3.构架;4.一系悬挂装置;5.轮对轴箱;6.驱动装置;7.液压制动装置;8.磁轨制动装置;9.轴端接地装置
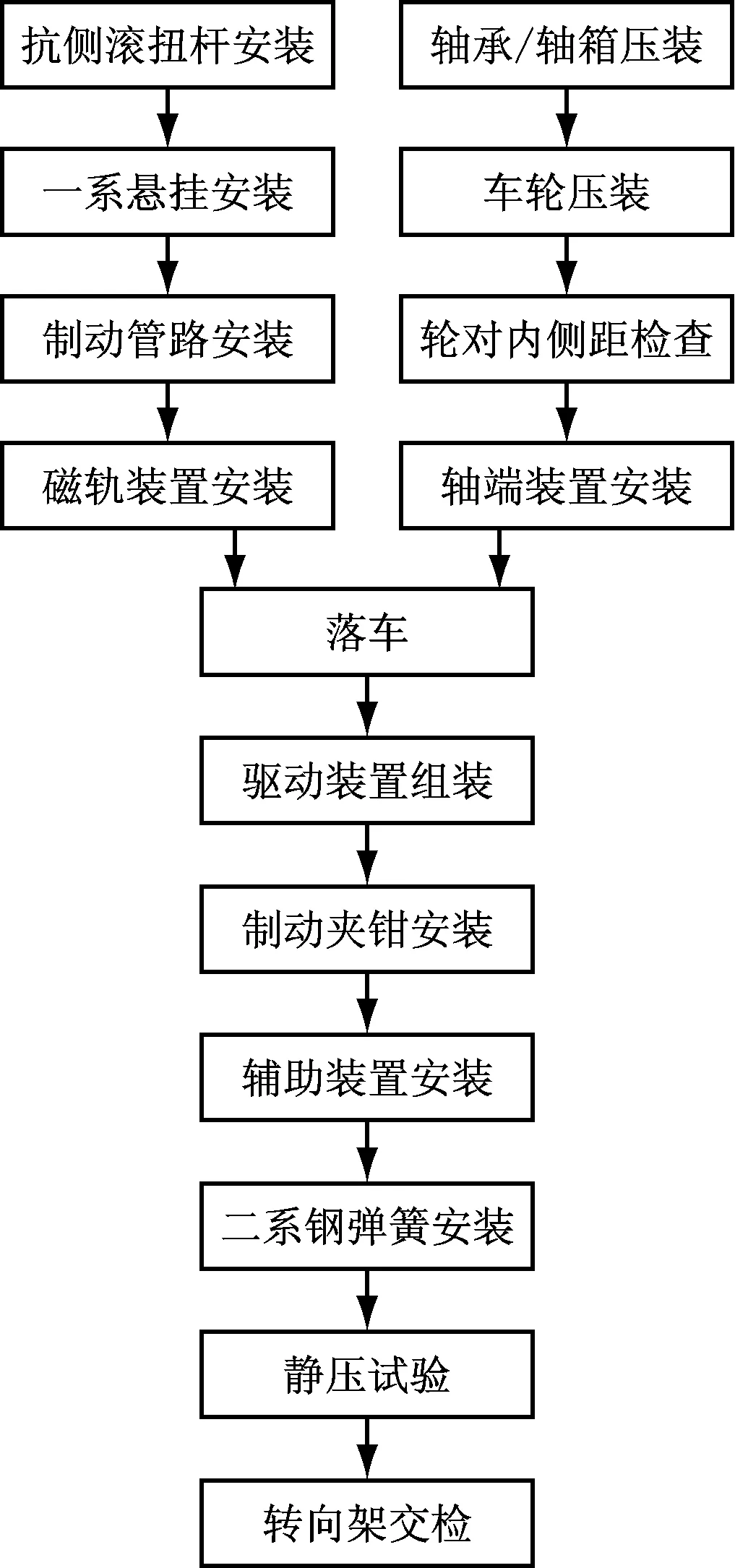
图3 转向架装配工艺流程
2 装配工艺及质量控制
2.1 轮对轴箱装置的组装
2.1.1 压装轴承
100%低地板现代有轨电车转向架主要由车轴、车轮、轴承单元、轴箱和轴箱盖等组成,采用小直径轮对和内置轴承。轴承为整体铸造结构,采用自密封结构圆锥滚子轴承,因此对轴承的压装操作及场地有严格的限制。为此,长客公司根据设计技术要求以及轴承本身特点,专门设计了一套压装轴承的工装。该工装由保护套(用于保护端面齿,中间段为铜棒)、引导套、加长筒等组成。
在轴承的压装前,应保证轴承、轴承附件、轮对及计量器具同室存放,放置时间不少于8 h。由于车轴轴端分别为端面齿结构和制动盘过渡安装座结构,因此,为保证后续装配精度,轴承的压装过程不得采用工装拉压轴端螺纹孔。
将轴承后盖及安装在后盖上的O型圈套在轴身上,并将轴承后挡圈用感应加热器加热至110 ℃后,迅速将其安装到车轴挡肩上,待冷却后将O型圈安装到O型槽内。在车轴端面齿端安装加长筒,非端面齿端安装车轴轴颈保护套,选择相应的轴承挂在车轴上,吊放在轮对支撑架上。在保证压装套筒与车轴一直线的状态下启动压力机,直到压力机显示的压力值出现陡升,达到规定的贴合力并保持几秒时间。轴承压装现场见图4。

图4 轴承压装现场实景
在轴承压装过程中,必须一直转动外圈,如果阻塞则停止压装。使用装在磁性座上的百分表检查轴承轴向间隙:将轴承来回转动几次,将磁性座放在车轴外径上,将指针顶于轴承外圈端面;小幅度左右转动外圈同时向内推动外圈,将指针调整归零,再小幅度左右转动轴承外圈同时向外拉外圈,记下表读数。轴承的轴向游隙应在规定的0.10~0.45 mm之间。
2.1.2 压装车轮
采用带有橡胶减振元件的弹性车轮,能够缓冲轮轨冲击,降低运行噪声。根据车轮的技术要求,在轮对组装前要保证车轴和车轮同温4 h后进行压装。且同一轮对上,两车轮轮心静不平衡方向要位于同一径向平面内,并且位于车轴的同一侧。
车轮的压装采用冷压方式,将车轮压装夹具的垫铁安装到卧式压力机上,用专用车轮吊具将车轮吊起,小心地套在引导套上。调整支架位置使车轴处于水平状态并与车轮轮毂孔中心对正,然后将轮毂端面与压装夹具的垫铁端面贴靠。
车轴轮座直径为139 mm,可用的压装接触面直径为199 mm(轮毂外圆),小于压力机鞲鞴孔直径(225 mm),用马蹄型垫铁过渡。设定压力机的压装速度,启动压力机,最终压装力为472~802 kN。要求在压力曲线的末端(轴承与车轮接触时)必须有压力陡升,且最终陡升的最大压力不得超过815 kN(见图5),其余符合EN 13260标准附录A中的要求。当轴承前挡圈与轮毂端面贴靠且压力出现陡升时,立即停止压装,退回压力机活塞,拆下车轴压装保护胎。再将轮对压装小车拉回后调转180°,同理压装另一端车轮。

图5 EN 13260标准附录A中的车轮压装力曲线
2.2 联轴节的安装
100%低地板项目的联轴节组装工艺与其他城市轨道客车不同,联轴节位于箱体内部,联轴节的多个联轴节螺栓彼此呈圆周阵列分布,每个联轴节螺栓的紧固是通过底部较小的视窗,而且,在校核力矩时,齿轮箱的小轴会随之一起转动。
为了保证力矩校核的准确性,长客公司专门制作了一种可调节且能定位的工装,如图6所示。这种装置可以在范围内进行调节,不用反复进行拆卸防窜轴挡板,且只需要一人即可进行操作,既可以节省人力、时间的投入,极大地提高了生产效率,也使得组装联轴节的操作更为便捷。
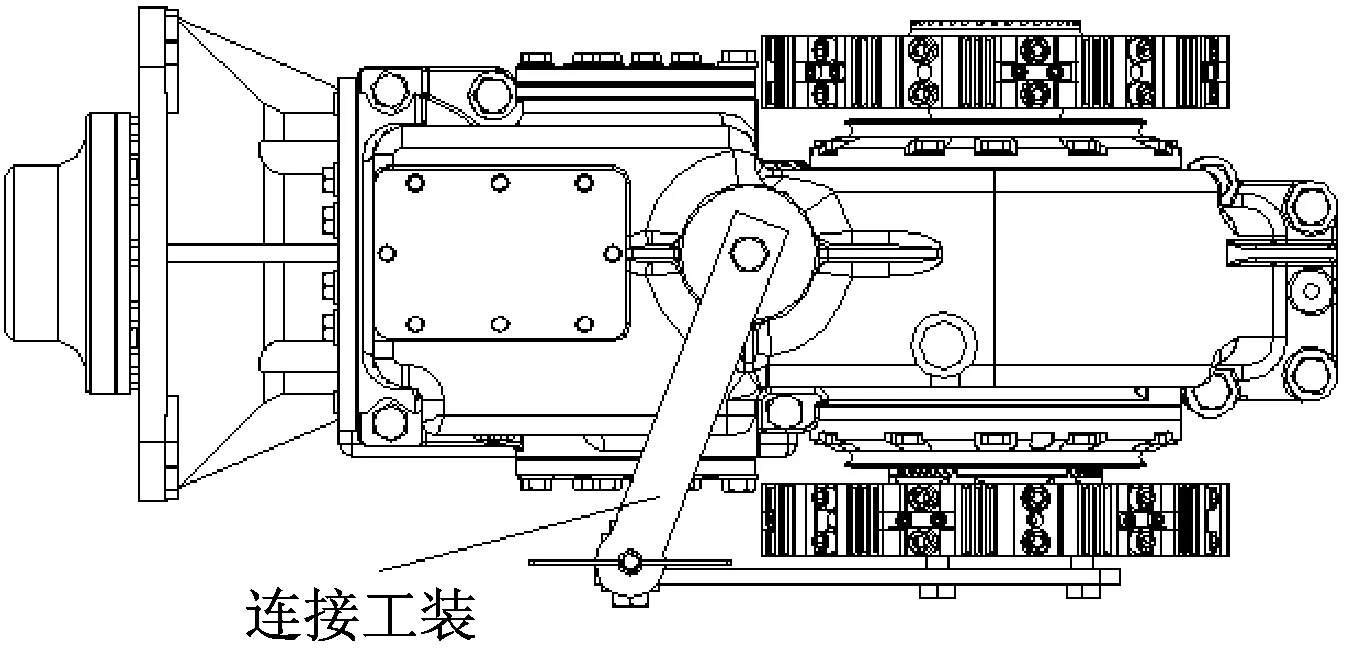
图6 用于车轮压装的可调节可定位工装
将电机放置在专用的组装台位上,用内六角扳手将电机主轴防轴窜的工装拆卸,用清洗剂和擦布清洗电机端面,然后将平面密封胶涂抹在电机装配端面外圈。通过桁架车,将齿轮箱吊运至液压小车上,同时调节液压小车的高度,使齿轮箱和电机半联轴节达到同一个高度。使用一个定位销安装至电机半联轴节上,转动到适宜位置,使其能够出入到齿轮箱的法兰盘装配孔中,起到定位作用。
通过移动液压小车,将电机和齿轮箱半联轴节对齐,并使定位销能够安装到法兰盘孔中。用六角头螺栓,锁紧垫圈将电机和齿轮箱连接,且要求对角预紧,紧固力矩为160 Nm。
安装联轴节螺栓,先用防轴窜的专用工装安装到齿轮箱侧的行星盘的孔中,以免安装联轴节时使其转动。然后,用特制的扳手将联轴节安装螺栓M10X25(12个)安装到电机侧半联轴节上。
联轴节安装螺栓必须成套使用,不允许混装。如果有一颗螺栓需要更换,则必须成套更换。起吊联轴节安装完成的电机和齿轮箱时,必须保证3个点同时起吊。
2.3 悬挂装置的安装
2.3.1 一系悬挂安装
一系悬挂采用V形叠层橡胶弹簧,安装在构架和轴箱支架,为车辆提供一级减振。弹簧的蠕变可通过增减弹簧座板旁的调整垫来实现(见图7)。

图7 一系悬挂弹簧座板及调整垫
根据静压试验要求,调整垫片预加的厚度为一系悬挂靠近制动盘一侧加厚1.0 mm,靠近齿轮箱侧加厚1.5 mm。
一系悬挂的安装,首先要将一系上止挡调整垫安装到构架一系止挡座上。调整垫按照由厚到薄的顺序,从螺栓头近端到螺栓头远端进行装配,带开槽的一系上止挡调整垫开口方向朝构架外侧。用无反弹锤将4个弹性圆柱销安装到构架一系弹簧座板上,确保弹性圆柱销的开槽方向与水平方向所成角度约为45°,并指向转向架外侧。将一系弹簧调整垫、弹簧挡板和一系弹簧止挡安装到构架一系弹簧座板上,用六角头螺钉、垫圈和大垫圈紧固,并涂打防松标记。
2.3.2 驱动装置安装
100%低地板车辆采用全悬挂、电机齿轮箱一体化的纵向驱动单元。驱动装置主要由牵引电机、联轴节和齿轮传动装置组成。为更好地实现低地板目标,牵引电机和齿轮传动装置整体吊挂在构架侧梁外侧(每套驱动装置驱动一个轮对)。
驱动装置的安装工艺较为严格。要求先将驱动装置整体放在转向架组装升降装置上(吊运时应保持电机和齿轮箱位置水平),在保证转向架静压为车辆空载(AW0)状态下,再安装电机齿轮箱。由于齿轮箱与车轴安装螺栓力矩达2 100 Nm,所以在工艺方法上,需要制作固定底座的工装(见图8),并结合扭力倍增器和扭力扳手进行安装和校核。
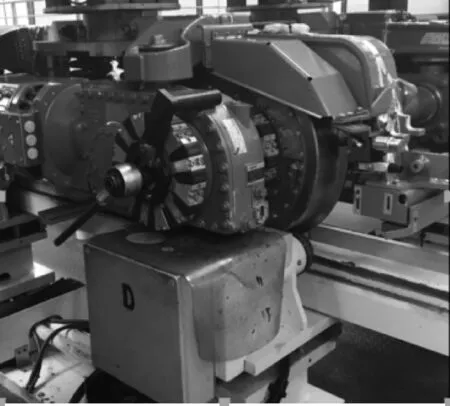
图8 驱动装置安装时固定底座的工装
驱动装置与构架连接的安装要求同样较为严格。要求先将调整垫、环形节点安装到牵引电机上,然后穿入节点衬,通过摇动电机尾部的2根吊带使构架和电机的上的孔对正,保证衬套顺利落入电机上的孔内;然后用六角头螺栓、垫圈、螺母将牵引电机与构架连接在一起。注意螺母紧固到与螺栓平齐即可,这样有利于齿轮箱处吊点的安装。
将调整垫、环形节点安装到齿轮箱上,然后撤掉齿轮箱侧的吊带,改吊在齿轮箱端头,并把天车、吊带摆正,缓慢上升。先不安装构架吊座上的环形节点,只将节点衬套插入,一定要落入齿轮箱上的凹孔内。提升天车后,观察衬套在构架安装孔内的位置,保证周边间隙均匀,如不均匀可通过松动电机侧的两个螺栓来调整。待衬套与构架孔周边间隙均匀后缓慢取出衬套,保证齿轮箱上的环形节点和调整垫对齐。保持天车不动,按顺序将环形节点、调整垫安装到构架吊座上,平稳插入衬套和螺栓并紧固螺栓。齿轮箱应能平稳抬升且其上的环形节点落入到构架上的凹孔内。直到环形节点与构架贴合前,紧固力应是均匀的,如有异常则需拆掉重新安装。
2.4 制动系统的安装
100%低地板现代有轨电车制动系统设有液压制动夹钳装置和磁轨制动装置。液压制动夹钳带有停放制动功能,并可以通过手动液压泵实施缓解;制动盘通过制动销压装安装在车轮上,液压制动卡钳安装在构架侧梁的吊座上。
安装制动夹钳时,首先使用手动泵和薄型液压千斤顶(高度小于10 cm),将制动夹钳上吊挂点的导轴衬安装到制动缸吊座上的2个直径42 mm的孔内。安装前内孔涂装配膏,起到润滑作用。衬套壁很薄且为制动系统自带件,安装时要特别注意不要用力过大或未对正时敲击,防止造成料件损失(见图9 a))。然后将制动夹钳的制动闸片拆下,用吊带将制动夹钳吊放在电机吊座下方,从侧面小心推入。注意不要碰撞牵引电机和制动盘。用RENOLIT HLT2-KB润滑脂润滑圆销,将制动夹钳耐磨衬套与导轴衬(预先安装在电机吊座孔内)中心对正后,穿入导向圆销。最后装制动闸片,用螺栓紧固,校核力矩并涂打防松标记(见图9 b))。

a) 对正敲击
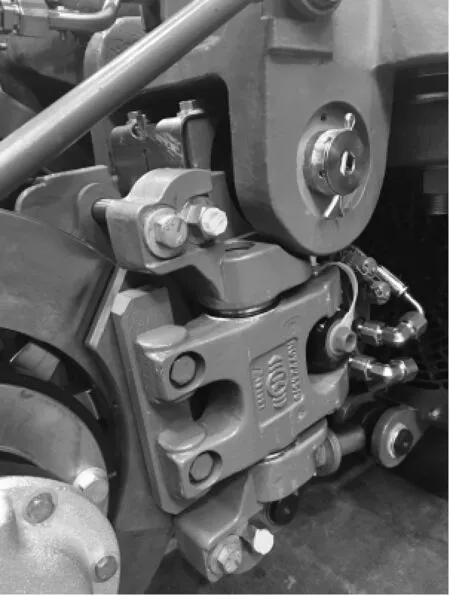
b) 防松标记
磁轨制动装置用于紧急制动工况,每个转向架设有两套磁轨制动装置,通过吊杆吊挂在轴箱上。磁轨制动力通过构架测梁上焊接的纵向止挡座传递到转向架构架。
将磁轨制动装置与安装在轴箱上的磁轨制动安装座装配在一起,在丝杆上涂吕膏;把悬挂弹簧装入丝杆组件,将丝杆组件、悬挂弹簧、弹簧下底座一起穿过转向架的悬挂组件孔;并在弹簧下底座的凸台插入转向架的定位孔,先装入平垫片,再装入固定弹性关节、防尘罩等。通过转动弹性关节进行磁轨高度的调整(距轨面尽可能高,待静压试验时再进一步调整)。用螺母进行紧固(在装配前涂抹润滑脂),静压调节尺完成后紧固力矩,并涂抹防松标记。
3 结语
为了实现100%低地板现代有轨电车地板面的全贯通,转向架的相对空间会远远小于传统转向架,这对转向架的装配工艺提出了更高的要求。
本文针对100%低地板现代有轨电车转向架结构特点,分析了轮对轴箱装置、联轴节、悬挂装置及制动系统等关键部件的装配工艺技术及质量控制要求,给出了相应的工序流程和工装要求,解决了装配工艺技术难点,能够保障100%低地板现代有轨电车转向架的装配质量。