激光模切压敏胶粘接失效分析及解决方案
2019-03-25邓湘华杨琳
邓湘华 杨琳
摘要:采用表面反射红外光谱(ATR)仪分析了激光模切压敏胶的表面成分。研究发现,靠近压敏胶模切件边缘位置有明显的酯基吸收峰,酯基吸收峰主要来源于激光燃烧压敏胶产生的氧化产物,这些氧化产物被吸附在压敏胶模切件边缘2mm以內的表面,并且會让压敏胶模切件边缘粘性失效。为此,提出了激光模切压敏胶时,压敏胶两面需要贴合离型膜或者离型纸保护的解决方案。
关键词:激光模切;压敏胶;失效分析;解决方案
中图分类号:TQ436+.3文献标识码:A 文章编号:1001-5922(2019)05-0032-04
随着电子行业的快速发展,尤其是消费电子产品范围的不断扩大,模切已成为电子工业产品辅助材料生产必不可少的环节。目前电子市场常见的模切工艺包括平刀冲切、圆刀模切和激光模切。激光模切用于平刀和圆刀模切无法满足切削精度的材料,切削过程干净、无切削热生成,并且不需要事先制备刀模,只要按照CAD图纸预设路径进行切割,适于大批量生产切割和快速制作测试样品。
压敏胶是电子设备,比如智能手机、平板电脑和可穿戴设备等不可缺少的粘接辅助材料,可根据需要将不规则形状的电子元器件粘接起来。因此在组装前,需要将压敏胶带模切成复杂的几何形状,并且需要制备成多层结构,以满足流水线组装的高效率要求。电子产品零部件尺寸都比较小,因此,胶带模切片的尺寸也较小,或者宽度较窄,电子产品组装工厂常常不能直接测试模切片的粘性,从而不能对模切片粘性进行质量管控,经常因胶带模切片粘性失效而降低生产效率和增加生产成本。激光模切是一种高效的切割方式,但是在电子行业应用时,由于胶带模切件结构复杂,所以某些环节必须将胶面裸露进行激光模切,这样可能会污染压敏胶表面。为此,提高模切工艺水平,减少压敏胶表面污染,对于保证压敏胶模切片粘性质量至关重要。
本研究选择一种橡胶基双面压敏胶带,用激光模切成电子产品常用的小尺寸,采用ATR检测胶面成分变化,分析压敏胶模切件粘性失效原因,并提出解决方案。
1实验部分
1.1实验原料
一种橡胶基双面胶带(总厚度为0.2mm)。
1.2实验仪器
激光模切机,美国亚力桑那Universal laser Systems公司;型号表面反射红外光谱(ATR)仪,Thermo Scientific公司;Nicolet iS10型傅里叶变换红外光谱(FT-IR)仪,电子拉力机,Instron公司。
1.3激光模切
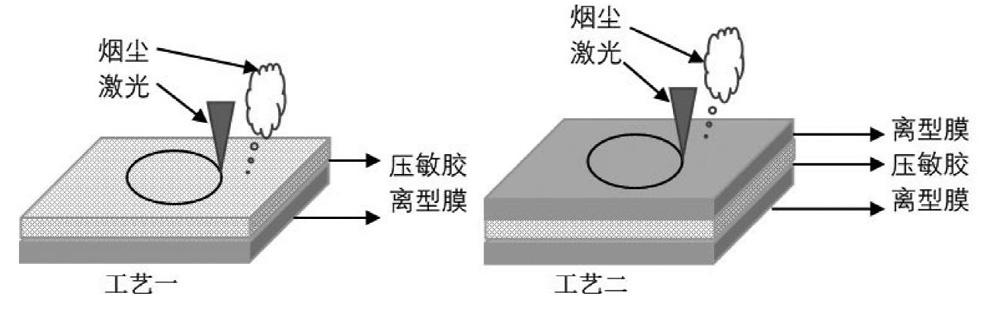
工艺一:将双面胶带轻离型膜撕除,让胶面裸露到空气,用激光模切机切割成半径为1~10mm的圆形,激光切割产生的烟尘被吸风带走,如图1所示。
工艺二:双面胶带2边都用离型膜保护,然后用激光模切机切割成半径为1mm的圆形,激光切割产生的烟尘被吸风带走,如图1所示。
1.4测试或表征
(1)结构特征:采用ATR仪扫描压敏胶模切片表面进行表征(2种扫描方法,一种是扫描半径不同的压敏胶模切片中心位置,研究模切过程中烟尘扩散范围对压敏胶模切片的性能影响;另一种是固定压敏胶模切片半径为10mm,扫描模切片从边缘到圆心不同位置的谱图,分析烟尘在不同位置上的分布)。
(2)180°剥离力:采用电子拉力机进行测试(将胶带按照工艺一和工艺二的方法用激光模切成长度为4mm×120mm、10mm×120mm和25mm×120mm这3种样条。对于工艺一的样品,测试裸露面的180°剥离力。测试时将胶面贴合到干净的不锈钢板上,再贴合50um的PET膜做背材,2.5kg重滚轮来回压合一次,室温放置30min后测试,剥离速度为304mm/min。每种样条测试5次取平均值,并且与未漠切的样品进行对比)。
2结果分析
2.1离型膜保护层的影响
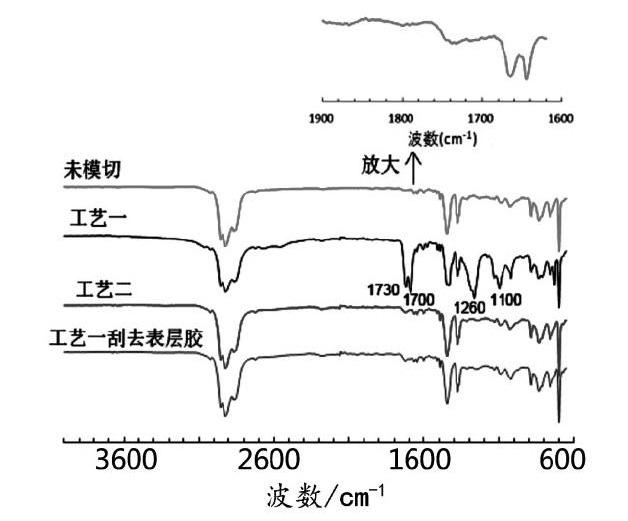
与刀模模切工艺不同,激光模切可以直接切割裸露的压敏胶,也可以切割带离型膜保护层的胶带,具体选择哪种切割方式,取决于模切件结构的复杂程度和出货要求。本研究首先比较了激光模切工艺一和工艺二对压敏胶表面成分的影响,结果如图2所示。
图2显示了半径为1mm的压敏胶圆片中心位置的ATR图谱。由图2可知:未模切的压敏胶是典型的丁苯橡胶基材料,由于不含有酯基,所以在1700~1800cm-1处没有明显强特征吸收峰;而在1730cm-1处只有非常弱的特征吸收峰,其主要来自添加剂。工艺一激光模切的压敏胶圆片,其圆心位置在1730cm-1和1700cm-1处出现2个明显的吸收峰,此对应于不同结构上的C=0基;另在1286cm-1、1260cm-1、1140cm-1和1100cm-1处也出现了强特征吸收峰,说明压敏胶表面出现了酯基和羧基。这主要是因为压敏胶在激光切割过程中燃烧产生的氧化反应,氧化降解产物含有酯基和羧基,它们部分被压敏胶表面吸附。工艺二中,压敏胶表面有一层离型膜保护层,所以激光切割过程中产生的氧化降解产物无法被吸附到压敏胶表面,因而其ATR光谱和未切割前的压敏胶是一样的。将工艺一压敏胶模切片表面刮去薄薄一层,然后再扫描ATR,结果发现,内层胶ATR和未切割前的一样,说明氧化产物并未渗透整个胶层,只是在压敏胶表面。
2.2压敏胶模切片氧化产物的分布
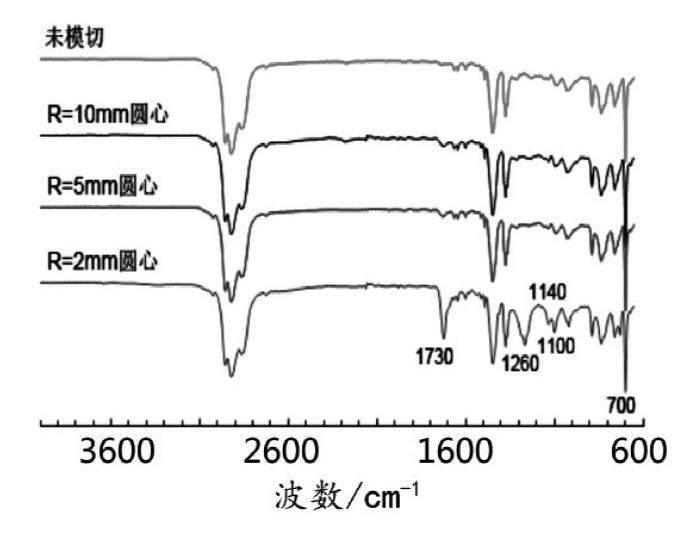
从2.1中可以看出,裸露胶层进行激光模切,有氧化降解产物被吸附到压敏胶表面。但在实际应用中,裸露胶层激光模切又是不可避免的,激光模切产生的燃烧氧化产物对胶面影响范围是非常值得研究的。以不同半径的激光模切压敏胶圆片为研究对象,采用ATR扫描其中心位置的图谱,结果如图3所示。
由图3可知:半径为2mm裸露模切圆片中心位置在1730cm-1處有明显的C=O特征吸收峰,并且在1260cm-1、1140cm-1和1100cm-1处也存在明显的C-O)伸缩振动特征吸收峰,这说明半径2mm模切圆片中心位置吸附了激光燃烧产生的氧化降解产物。而半径为5mm和10mm的裸露模切圆片中心位置并没有明显氧化降解产物的ATR特征吸收峰,说明压敏胶胶面吸附氧化降解产物与模切件尺寸存在重要关系。
为了进一步了解氧化降解产物在压敏胶表面的分布,本研究选取了半径为10mm的激光模切压敏胶圆片为研究对象,在离圆边缘2mm(B处)、5mm(A处)和10mm(圆心O处)位置(如图4所示)进行ATR扫描,结果如图5所示。
由图5可知:靠近边缘处2mm(B处)的位置,还是有降解的氧化物之明显特征吸收峰,但是在离边缘切割线5mm(A处)和10mm(圆心O)处,已经看不到氧化物的特征吸收峰,压敏胶面几乎没有被污染,压敏胶的性能也不会受到影响。激光模切产生胶层降解氧化物主要位于切割线边缘2mm的范围内,离切割线较远的区域并没有受到影响。
2.3裸露激光模切对粘性的影响
由ATR图谱分析结果可知:将胶带裸露进行激光模切,模切件边缘2mm以内会有明显的吸收降解氧化产物,这些氧化产物位于胶带的表层,这会给胶带粘性带来影响,不同尺寸的长方形模切样条粘性如图6所示。由图6可知:工艺一激光模切4mm宽裸露胶带样条的粘性只有1.22N/mm,比未模切的空白样1.79N/mm要低得多;随着裸露胶带模切片宽度的增加,模切片边缘影响减弱,当模切片宽度达到25mm时,其粘性接近空白样品。工艺二模切时,由于有离型膜保护层,压敏胶表面并未受到污染,所以粘性和未模切的样品比较接近。
3结论
采用激光模切压敏胶时,压敏胶因激光燃烧会产生氧化降解产物,这容易被吸附到裸露的压敏胶切割线边缘的表面,并且会引起胶带粘性的明显下降。在电子行业中,由于压敏胶模切片的尺寸或者实际宽度较窄,比如只有1~3mm,故压敏胶激光模切片较容易出现粘性降低。因此,电子行业中采用激光模切压敏胶时,压敏胶表面建议贴合一层保护层,避免激光燃烧胶层产生的氧化降解产物污染胶层表面。
