特大桥钢梁制造与拼装技术研究
2019-03-25魏连峰
□魏连峰
一、工程概况
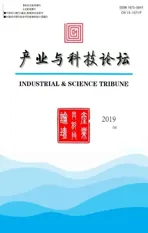
某公铁两用特大桥是全线的控制性工程。桥主桥采用(98+182+518+182+98)m双塔钢桁斜拉桥方案,全长1,078m。主梁为“N”字形钢桁架结构,主桁中心距14.0m,桁高13.0m。桥面分两层布置,上层桥面为4车道公路,桥面宽26.0m,下层桥面为双线铁路,线路中心距为4.2m。桥式立面布置如图1所示。

图1 两用特大桥桥式立面布置图
二、试拼装方案
钢桁梁杆件制造完成后,按照制造规则要求进行试拼装。试装以验证施工图纸的正确性、检验制造工艺的合理性、工艺装备的精确性;检查构件拼接处有无相互抵触情况,有无不易施拧螺栓之处。通过试装发现问题时,即可在试装场地进行尺寸修正和调整,避免在高空调整,减少高空作业难度和加快安装速度,确保全桥钢桁梁的顺利架设。
本桥试拼装分为主桁、副桁、铁路及公路整体钢桥面四个部分,分别在各自的平面内进行试拼装,其中公路桥面与铁路桥面采用多节段连续匹配组焊与预拼装方案,在制造同时完成试拼装。
根据本桥的结构特点和架设需求,主桁选取有代表性的包含上弦伸长和缩短的节间(E18~E23节间)进行试拼装。全桥上、下层桥面进行预拼装,选用18~23#节点桥面作为首轮拼装桥面,选用22~23#节间的23#节点副桁进行试拼装,如图2所示。
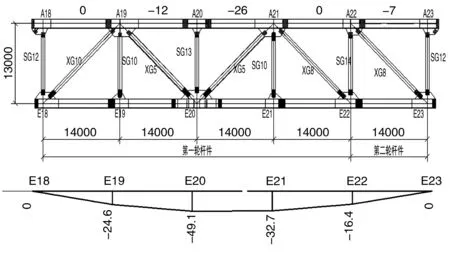
图2 试拼装图
三、主桁试拼装
(一)试拼装场地。第一,试装在重工拼装场地进行。第二,试拼装场地为硬化地面,能够满足承重要求。场地设有两台60m轨距、起吊重量为50t的龙门吊机,两台龙门吊机共轨,另设有一台30t门座式吊机,完全能够满足本桥钢桁梁试拼装需要。同时,备制支墩、试装用工具、测量仪器等。第三,试拼装杆件要求。所有参加试拼装的杆件,须检验合格,杆件制造精度达到本桥制造规则要求。
(二)试拼装方法。第一,试装各部位构件的拼接口应处于自由状态对准,进行误差矫正,合格后方可利用拼接板等进行杆件相互间的匹配。第二,主桁试装时,每拼完一个节间,在检查或调整几何尺寸合格后,方可继续进行下一节间的试装。第三,主桁试装由A20~E20开始对称向两侧A18~E18、A23~E23进行。第四,试装过程中严禁用锤击、搬扭等强制方法使各节段接口、构件及拼接板等勉强就位。
(三)拼装顺序。主桁总体拼装顺序为:定位中心20#节点上、下弦杆→定位拼接19#、21#上、下弦杆→依次拼装斜、竖杆→测量试拼装数据→合格后定位拼接22#上、下弦杆→依次拼装斜、竖杆→测量试拼装数据→合格后定位拼接18#、23#上、下弦杆→依次拼装斜、竖杆→测量试拼装数据→完成主桁片拼装。
副桁试拼装是在主桁试拼装完成后进行。主桁试装完成后,预留23#节间不解体,在主桁23#节间基础上进行副桁试拼装。
(四)整体钢桥面组焊与预拼装。整体钢桥面分为上层公路桥面和下层铁路桥面,均采用多节段连续匹配组焊及预拼装的方案,首轮完成18~23#节间的拼装。桥面板单元及横纵梁等构件在车间内制造完成后,在拼装场分别完成上层公路桥面和下层铁路桥面的连续匹配组焊及预拼装。
1.拼装场地和胎架。预拼装在重工165m拼装线上进行,拼装场地为硬化地面,能够满足承重要求。拼装线长165m,宽50m,设有四台30t的门座式起重机,完全能够满足本桥公路桥面和铁路桥面的拼装需要。
桥面拼装胎架利用现有胎架改造,设置上层公路桥面及下层铁路桥面共两台套,每台套设5个节间,在胎架上设置纵、横基线和基准点,以控制桥面的位置,确保各部尺寸,拼装胎架用牙板按桥梁竖曲线及预拱度设置线型,桥面板接口在非基准端留50mm工艺间隙,胎架外设置测量基点和基线,以便随时对胎架进行检测。
在总拼胎架上设置模拟弦杆的横梁定位装置,确保横梁与弦杆连接的相对位置尺寸准确无误。
2.拼装顺序。铁路桥面按照:横梁→纵梁→中间桥面板→边桥面板的顺序进行拼装。公路桥面分为中桥面和边桥面,中桥面按照:横梁→中间桥面板→边桥面板的顺序拼装;边桥面则按:横梁→主桁侧桥面板单元→边纵梁定位→边桥面板的顺序拼装。组焊完成并检测合格后,划线切割桥面板非基准端。
横梁在胎架上定位后,需要复测横梁间距,并采用经纬仪复测横梁位置,确保横梁孔群横向位置精确,纵向用水准仪调整横梁孔高度,确保其纵向线形。另外,顶板拼装时在工地拼接接口处采用工艺拼接板定位,确保相邻段间U肋孔距。
3.拼装情况。铁路桥面和公路桥面分别完成了五个节间(E18~E23#)的组焊和预拼装。铁路桥面拼装宽度11.4m,全长70m;公路桥面拼装宽度(4.9+11.6+4.9)m,长70m。
四、结语
大桥首制件及试拼装必须进行检测。首制件的制造质量符合《公铁两用特大桥钢桁梁制造验收规则》。对杆件及钢桥面的焊缝进行了无损检测,检测结果符合检收标准。主桁及副桁试装的主要检测项点,例如:桁高、节间长度、试拼装全长、旁弯、拱度、主桁中心距等允许偏差均符合验收标准。杆件在自由状态下拼装,板层密贴状态良好。主桁螺栓孔100%自由通过较设计孔径小0.75mm的试孔器。杆件在自由状态下拼装,节点板拼接处无相互抵触情况。铁路桥面及公路桥面制造及试装的主要检测项点,例如:节间长度、桥面宽度、节间对角线、纵梁中心距、横梁间距、平面度、各点标高等允许偏差均符合验收标准。