基于设备综合效率(OEE)的饲料加工企业设备效率分析
2019-03-25王红英段恩泽孔丹丹
■ 王红英 金 楠 方 鹏 段恩泽 孔丹丹
(1.中国农业大学工学院,北京100083;2.国家农产品加工技术装备研发分中心,北京100083)
中国饲料工业蓬勃发展的背后,是激烈的行业竞争和市场淘汰,饲料企业要想在激烈的市场竞争中胜出,就必须对自身的生产水平做出科学、全面的评估,找出生产、管理过程中影响生产效率的环节,最大化地挖掘和改善车间的生产效率,进而提升效益和企业竞争力[1-2]。
设备是生产系统的重要组成要素,设备的水平和状态直接影响着企业产品的生产率、质量和成本[3]。通过调研发现,当前饲料加工企业的设备效率还普遍较低,由此带来巨大的效益损失尚有很大的改善空间。因此,寻求合适的设备效率分析方法,及时识别生产设备效率损失,是释放隐藏或损失产能的直接有效手段[4]。
OEE(Overall Equipment Effectiveness),即设备综合效率,是现代设备管理制度中评估企业管理水平的重要指标,可以较全面地反映生产现场设备管理对设备效率的影响,在工业制造业中已得到普遍应用[5]。OEE方法是对设备的性能损失进行综合分析,它不仅考虑设备时间上的利用情况,同时考虑到操作和工艺对设备性能损失的影响,以及因生产的不合格产品造成的损失情况,全面地体现出设备在使用过程中综合效率情况[6]。同时,应用OEE分析方法还可以根据统计数据确定生产线上制约产能的瓶颈设备。
因此,本文基于OEE理论,对国内某畜禽配合饲料生产企业的生产线设备效率进行分析,识别设备效率损失原因,针对性提出改进措施,达到企业产能优化和改善的目的。
1 设备综合效率(OEE)
OEE的概念是由Nakajima S等(1988)[7]提出来的,被广泛应用于工业中。OEE是设备利用效率和维护保养状况的管理考核指标,反映了设备的综合性能。OEE由时间开动率、性能开动率及合格品率3个要素组成[8],按公式(1)计算。

时间开动率反映的是设备时间利用上的损失,包括引起计划生产发生停工的任何事件,如设备故障或调试、原料短缺及生产方式的改变等,按公式(2)计算。

性能开动率反映设备的性能发挥情况,用来评价设备生产速度上的损失,包括任何导致设备不能以最大生产速度运行的因素,如设备的短暂停机、设备磨损和工人操作失误等,按公式(3)计算。

合格品率是指由于质量问题导致的生产率损失,反映设备的有效工作情况,按公式(4)计算。

OEE的本质就是合格品理论加工时间与计划工作时间的比值,其计算关系如图1所示。
很明显,OEE的成功计算取决于收集数据的能力,如果收集的数据不可靠,则计算的OEE值可能无法反映真实的设备利用率[9]。根据OEE的3个组成要素可以将设备效率的损失归结为六大类损失,即停机损失、换装和调试损失、暂停机损失、减速损失、启动次品损失和生产次品损失,每类损失都会对应一个不同的设备状态[10]。
2 OEE在饲料加工企业应用实例
粉碎、混合、制粒是饲料生产中的三大关键加工环节,作为关键环节的关键设备,粉碎机、混合机和制粒机的设备效率和运行情况直接影响饲料生产的效率和产品质量。因此,在调研中对国内某饲料企业关键生产设备的OEE进行了连续6 d的计算和监测,共2台粉碎机、1台混合机、2台制粒机,数据的收集使用设备效率数据采集统计[1],计算结果如表1所示。
由表1可见,该企业关键生产设备的OEE普遍较低,除混合机的OEE为63.14%外,粉碎机和制粒机的OEE均在60%以下,三种设备的合格品率均可达到100%,粉碎机的时间开动率明显低于混合机和制粒机,在性能开动率方面,混合机最高,粉碎机次之,制粒机最低。选择设备中1#粉碎机、混合机、2#制粒机连续6 d的OEE指标变化数据,制成如图2、图3、图4所示的设备效率指标变化趋势图。
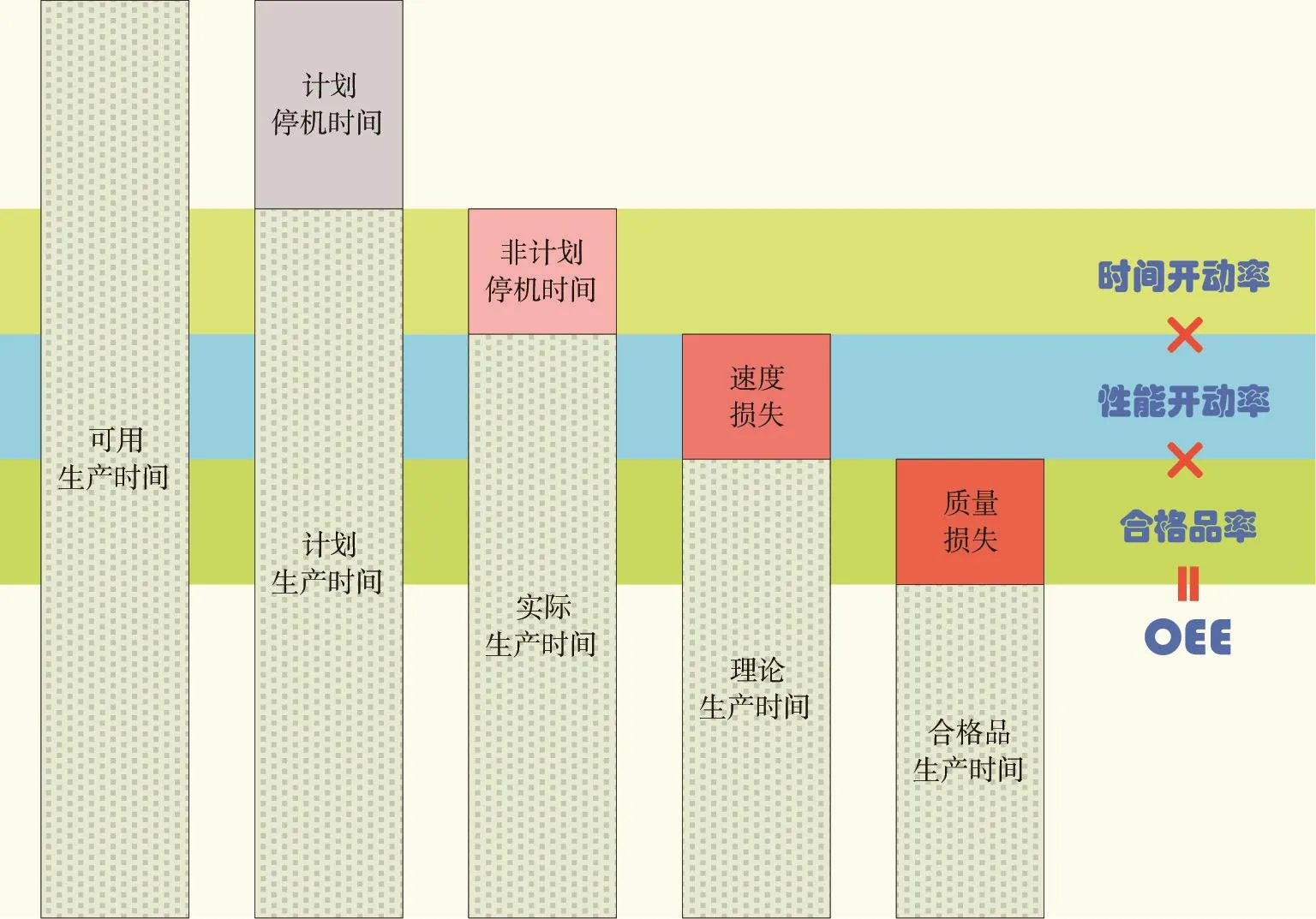
图1 OEE计算关系图

表1 关键生产设备OEE计算结果(%)
图2~图4数据显示,粉碎机、混合机、制粒机的合格品率都为100%,设备的OEE高低受时间开动率和性能开动率的波动影响,且受其中的较低者影响更多。粉碎机的性能开动率维持在66%左右,OEE主要受每日时间开动率的影响高低变化,时间开动率高则当日OEE值高;除图中第3 d数据外,混合机和制粒机的时间开动率基本可达到90%,但较低的性能开动率极大地限制了混合机和制粒机的OEE水平。总体来看,混合机的各设备综合效率指标要优于制粒机和粉碎机,因此,从设备配置数量上来看,这也是生产线上粉碎机和制粒机数量多于混合机的原因之一,对于低效设备可以通过增加设备数量增加产能。
通过对生产线上主要设备的OEE计算可以发现,往往是生产线上效率较低的设备、工序、工段限制了整条生产线的产能,因此,在日常的生产维护中,应着眼于“补短板”,充分释放设备的隐藏效能以达到优化产能的目的。
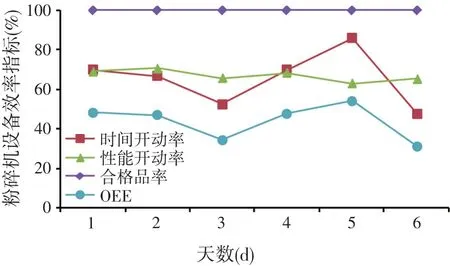
图2 1#粉碎机设备效率指标变化
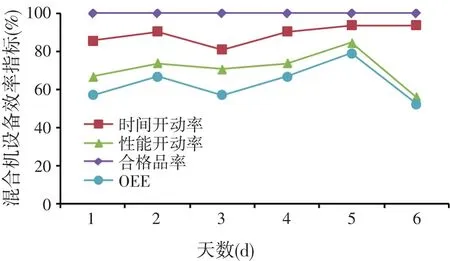
图3 混合机设备效率指标变化
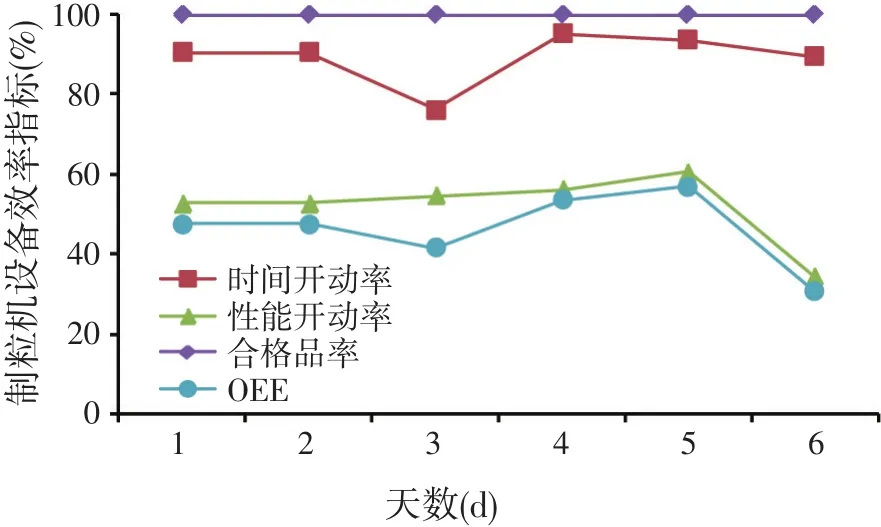
图4 2#制粒机设备效率指标变化
3 饲料加工中的OEE分析诊断
在全员生产维护(TPM)中,先进的设备维护水平要求达到以下目标:设备时间开动率≥90%,性能开动率≥95%,合格品率≥99%,设备综合效率OEE≥85%。现阶段饲料加工企业的设备维护水平较目标普遍偏低,OEE改善空间较大,结合前述OEE的应用结果对饲料加工中的OEE进行分析诊断。
在饲料加工中粉碎机、混合机、制粒机3种关键生产设备时间开动率的损耗涉及以下几个方面。第一,调整机器时间,在配方或原料发生变化时,加工设备需要做出相应调整,如粉碎机的筛片更换等;第二,生产中偶发的设备故障,维修损耗时间不可估量;第三,等料等输送时间,等待上一工序的来料和本工序完成后的排料,生产中各工序的物料流量不平衡,这部分损失占据了时间开动率损耗的主要部分,也反映出待粉碎仓、配料仓、待制粒仓等中间仓的配置不合理问题。
性能开动率低表明实际生产加工能力低于理论水平。受所加工原料性质不同的影响,必然会引起各工序实际产能的变化;饲料加工是一条完整的生产线,其中低效低产的工序会极大地限制整条生产线的生产能力,不能平衡前后工序的生产流量,因此这样的工序称之为限制性工序;产品的过度加工也是设备性能开动率损耗的重要原因之一,以饲料的粉碎加工最为突出,往往在原料已经达到加工要求的情况下,仍然为追求产品外观质量增加加工时间造成过度加工。
通常饲料加工的终产品都是合格品,所以合格品率普遍都可以达到100%,这是因为加工过程中的中间次品可以通过重新投料再加工,但由此带来的损耗会反映到时间开动率和性能开动率中。结合对OEE的分析,形成图5所示的设备效率综合诊断因果图。
OEE的计算分析不是最终目的,而是一种手段,通过对设备综合效率的分析,来诊断和改善饲料加工企业的设备利用和管理问题。基于OEE理论对设备运行状况进行监测,通过对监测数据的分析诊断提出和执行改善措施,改善的效果又会通过对设备的OEE监测结果体现出来[11]。
4 结论
OEE是制造业中设备管理的核心工具。本文将OEE理论运用于饲料工业中,通过对饲料加工企业关键生产设备的OEE计算和设备效率分析,可以很好地确定制约设备产能的因素和生产线上效能发挥较低的限制性工序,便于企业管理人员合理进行设备维护、及时调整生产工艺和工序,充分发挥设备的最佳效能,优化企业产能,提升企业效益。
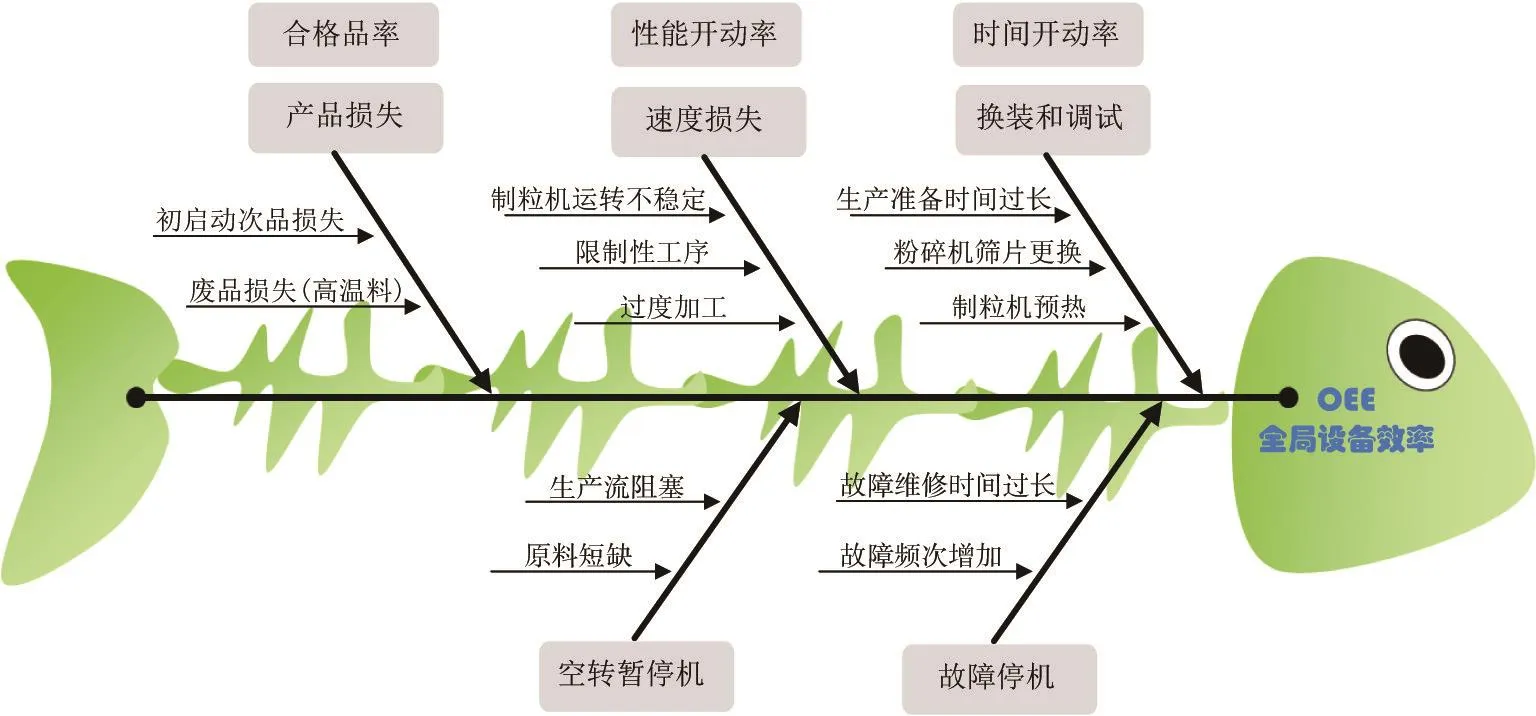
图5 设备效率诊断因果图
