爆炸焊接奥氏体不锈钢复合板复层厚度测量
2019-03-22,,,
, ,,
(西安天力金属复合材料有限公司,西安 710201)
以奥氏体不锈钢为复合层,碳钢为基层的复合板,既具有不锈钢的表面性能和耐腐蚀性能,又具有碳钢的机械强度和加工性能。因此,奥氏体不锈钢复合板制成的压力容器在化工领域应用广泛。奥氏体不锈钢与碳钢属于不同材料,爆炸焊接复合技术很好地实现了这两种材料的复合[1-4]。爆炸焊接主要是用炸药作为能源进行金属焊接的技术,其特点是充分发挥和利用组元材料的物理性能和力学性能,以满足不同场合的需求[5-7]。
在压力容器的制备过程中,必须对复层奥氏体不锈钢厚度进行控制。常用的复合板复层厚度的测量方法有磁性测厚法、超声测厚法和金相测厚法等3种方法。其原理和操作过程不同,各自的影响因素和适用范围也不相同[8-10]。采用不适合的方法进行复层厚度测量,得到的结果往往存在较大误差。笔者通过磁性测厚法、超声测厚法和金相测厚法对奥氏体不锈钢复合板复层厚度进行测量,分析了这3种方法的适用性,为现场检验复层厚度的方法选择提供依据。
1 材料规格与客户要求
复层材料选取SA240 304L,名义厚度(设计图样上标注的厚度)为3.5 mm;基板材料选取SA265 Gr70,名义厚度为30 mm。材料中各元素的质量分数如表1~2所示,SA240 304L中各元素的质量分数完全符合标准ASME SA240-2015《压力容器和一般用途用耐热铬及铬镍不锈钢板、薄板和钢带》的相关指标要求,SA265Gr70中各元素的质量分数完全符合标准ASMESA516-2015《中、低温压力容器用碳钢板》的相关指标要求。对复层、基层材料分别用游标卡尺测出实际厚度,结果如表3所示。

表1 SA240 304L中各元素的质量分数 %

表2 SA516 Gr70中各元素的质量分数 %

表3 材料实际厚度测量结果 mm
客户要求复合板复层厚度的测量结果不得小于3.175 mm,厚度公差为正公差。
2 爆炸焊接
复合板采用爆炸焊接方法成型,执行ASME SA264-2015《铬-镍不锈钢复合板》标准,交货状态为退火后。
爆炸焊接主要是用炸药作为能源进行金属间焊接的,是一种很有实用价值的生产金属复合材料的高新技术。其在一瞬间能将相同的、特别是不同的金属组合简单、迅速、强固地焊接在一起,使金属界面达到冶金结合状态[11]。工程中采用的爆炸焊接方法主要有平行安装法和角度安装法两种,笔者采用平行安装法(见图1)进行爆炸焊接,并对爆炸焊接工艺进行优化。

图1 平行安装法爆炸焊接复合示意
爆炸焊接复合要求基复板表面干净,基复板表面粗糙度越高,其复合后的结合品质越高[12],因此在爆炸复合之前需要对基复板进行表面抛光处理,抛光后复层、基层的厚度存在轻微减薄,经测量,减薄量约为0.2~0.3 mm。
3 复合板复层厚度测量方法
3.1 超声法测厚
常用的超声波测厚仪是根据超声波脉冲反射原理来进行厚度测量的。凡能使超声波以一恒定速度在其内部传播的各种材料均可采用此原理测量。按此原理设计的测厚仪可对各种板材和加工零件的厚度进行精确测量,也可以对生产设备中各种管道和压力容器的腐蚀减薄程度进行监测,广泛应用于石油、化工、冶金、造船、航空、航天等各个领域。
脉冲反射技术进行超声测厚的工作原理如式(1)所示。
(1)
式中:h为试件的厚度;c为材料中的声速;Δt为垂直入射时超声波在试件中往返一次的传播时间。
当材料中声速已知,则只需测出Δt即可算出厚度。
在对文中不锈钢复合板进行测厚时,超声波从不锈钢-钢界面入射,不锈钢复层为第一介质,不锈钢、碳钢的声速分别为5 740,5 900 m·s-1;不锈钢、碳钢的密度分别为7.9,7.85 g·cm-3,不锈钢与碳钢的声阻分别为4.53×106,4.63×106g·cm-2·s-1。当测厚仪探头发射的超声波脉冲通过被测复合板工件表面到达材料分界面时,在界面处产生反射波,脉冲被反射回探头,仪器通过精确测量超声波在复层材料中传播的时间来确定复层的厚度。
采用奥林巴斯的38DLPLUS型号超声测厚仪,以奥氏体不锈钢复合板使用的复层材料(304L)薄板作为试块,进行仪器校正,并根据复层材料种类预置超声波声速。测量复层厚度前,对复合板复层表面进行抛光处理,直到露出金属光泽,避免粗糙被测表面对测量结果产生影响;测量时,将探头放置在复合板复层表面,耦合剂为水,探头通过耦合剂能与表面良好耦合。复层厚度的测量(两次)结果为:3.47,3.49 mm,测厚现场如图2所示。
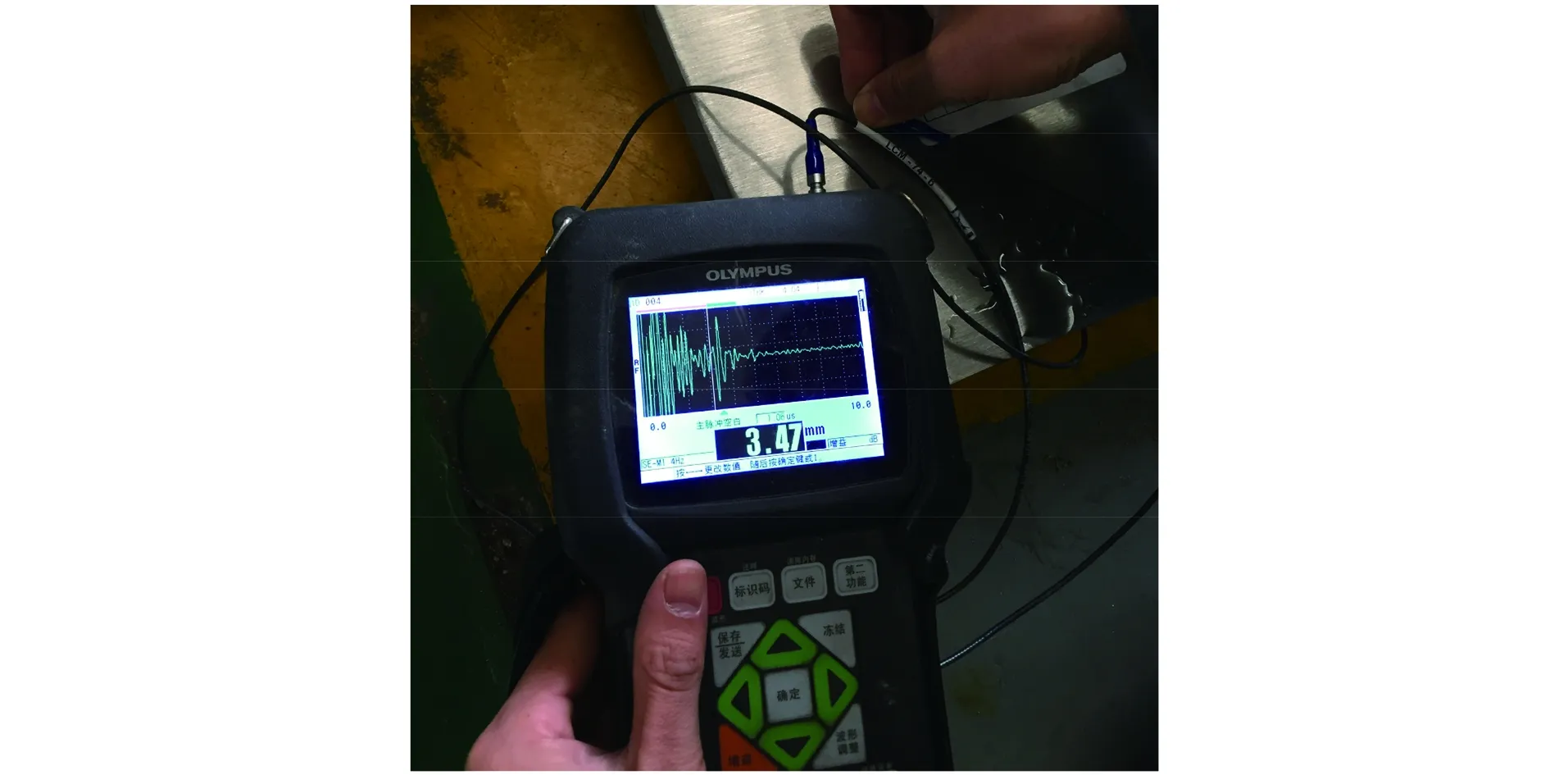
图2 超声波测厚现场
奥氏体不锈钢复合板界面金相检验结果如图3所示,从图3可以看出,由于超声测厚法固有的特点,探头与被测表面的耦合状态不同,或者按压探头力量的不同,所以两次测量的结果存在轻微变化,但是都在仪器误差范围内,可以接受。
从两次测量结果可以看出,超声法厚度测量结果非常接近实际复合板复层的厚度,两次测量结果的平均值为3.48 mm,数值大于验收指标3.175 mm,满足客户验收要求。
同时,超声测厚仪具有灵敏、便携,对被检材料不产生破环和影响,测厚数据实时获取的特点,非常适合生产过程中对材料进行厚度控制,以及适合生产、检验现场使用。
3.2 金相法测厚
金相法测厚是目前公认的最精确的复合板复层厚度测量方法。其首先对复合板试样切割取样和制备金相试样,再在显微镜下对复合板结合界面进行显微观察。由图3可知,奥氏体不锈钢复合板(304L/Gr70)的复合层界面在爆炸焊接过程中产生了明显的塑性变形,所以呈现规则的正弦波状的结合状态,这属于爆炸焊接的固有特性,且波形非常清晰。
根据标准GB/T 6396-2008 《复合钢板力学及工艺性能试验方法》中关于爆炸焊接复合板复层厚度的金相测量方法,由复合板复层一侧分别对波峰、波谷的深度进行测量,得到5组波峰、波谷的深度,结果如表4所示,并对5组波峰、波谷的深度求平均值,该平均值即为复合板的复层厚度。
由表4可以得出,5组波峰、波谷深度的平均值为3.64 mm,根据标准GB/T 6396-2008,该复合板复层的金相法测厚结果为3.64 mm。

表4 5组波峰、波谷测量结果 mm
通过金相方法观察得到的复合板复层厚度的数值最接近实际情况。
3.3 磁性测厚法
磁性测厚法是利用磁感应原理对磁性基体上的非磁性涂层进行测厚,设备主要包括测厚仪器和探头。磁感应原理是利用探头经过非铁磁覆层而流入铁基材料的磁通大小来测定覆层厚度的,覆层越厚,磁通越小,当探头放在被测物上后,仪器自动输出测试电流,磁通的大小影响到感应电动势的大小,仪器将该信号放大后来显示出覆层厚度值。由于磁性测厚仪具有便携性以及智能数显等特点,被广泛应用于各行业的涂层测厚中。
某单位对复层厚度采用了磁性测厚法进行测厚(使用Mini Tset745涂层测厚仪),最终测得的复层厚度为2.325 mm,磁性测厚法测量现场如图4所示,该结果远低于验收要求3.175 mm。

图4 磁性测厚法测量现场
复合板复层材料304L是没有铁磁性的奥氏体不锈钢,基层材料Gr70为碳钢,具有很强的铁磁性。表面上看,这两种材料组合的复合板满足磁性涂层测厚仪的使用条件,所以该单位采用了磁性测厚法。但实际上,奥氏体不锈钢复层与碳钢基层材料进行爆炸焊接复合后,复合板的复层材料中产生了铁素体。而铁素体是有铁磁性的组织,会对磁性测厚仪产生干扰。
为了验证该影响因素,根据标准ASTM E562-2011《用系统人工点计数法测定体积分析的标准试验方法》,对复合板试样进行了铁素体含量检测,检测结果如表5所示,铁素体体积分数高的位置距离复合层界面的距离为2 mm。
分析表5可知,复合界面靠近复层一侧含有少量的铁素体,而铁素体有一定的磁性,磁性给测厚结果带来了较大的误差,使测量数值小于实际厚度。
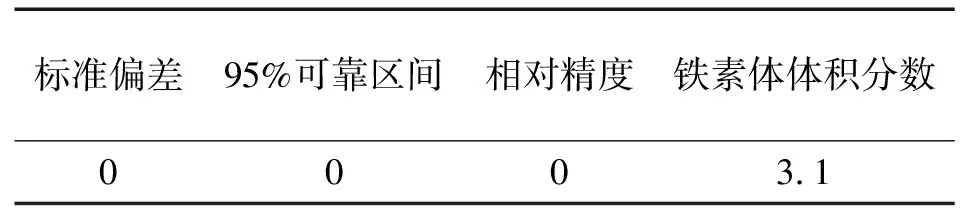
表5 铁素体体积分数检测结果 %
4 结论
(1) 对爆炸焊接奥氏体不锈钢复合板复层厚度进行测量,适合的方法是超声测厚法和金相测厚法。
(2) 磁性测厚法不适合用于爆炸焊接奥氏体不锈钢复合板复层厚度的测量,其测量结果存在严重偏差,与实际厚度完全不符。
(3) 超声测厚仪便携、操作简单,超声测厚法对被检材料不产生影响,非常适合在奥氏体不锈钢复合板的生产、检验现场使用。
(4) 金相测厚法是复合板复层厚度测量最精确的方法,但该方法需要取样才能测量,因此不合适现场检测。
