ISO焊缝检测超声衍射时差方法验收等级解读
2019-03-22,,
, ,
(1.中兴海陆工程有限公司,大连 116000;2. 烟台中集来福士海洋工程有限公司,烟台 264000;3.中国船级社实业公司青岛分公司,青岛 266071)
20世纪70年代中期,英国原子能管理局MAURIC提出了超声衍射时差方法(TOFD),该方法成为了一种标准的定量方法。TOFD使用一发一收探头对进行检测,主要利用缺欠端点的衍射波信号来测定缺欠的位置及尺寸。TOFD数据的显示是扫查过程中采集的A扫描信号连续拼接而成的,水平轴代表探头移动的距离,垂直轴代表时间(声程),一般用灰阶表示A扫描信号的幅度。TOFD不但能精确测量缺陷深度,而且也适用于常规的焊缝检查。在很多不同的结构中,包括复杂的几何结构,只要通过合理的设置,TOFD就能得到充分的应用。
1 ISO TOFD验收标准的变化
2011年2月ISO(国际标准化组织)出版了第一版ISO 15626:2011《焊缝无损检测-衍射时差技术-验收等级》,2018年7月第二版取消并替代了第一版,进行了技术修订。与先前版本相比,有以下内容进行了修订:① 规范性引用文件的变化;② 将原先第三部分分成了两个部分,原有章节序号进行了更新;③ 在6.3.1节中增加了高度确定的测量方法;④ 在表2,3,4中增加了备注b;⑤ 在7.4节中将“群不连续时不考虑点状不连续”修订为“群不连续时不考虑点状不连续以及高度小于h1的单个不连续”;⑥ 在7.4节群不连续中增加一条“如果一个不连续的高度有变化,其最大的局部高度h应按照图6 评估。”;⑦ 增加了参考文献;⑧ 补全了所有图中注的解释。
2 ISO15626:2018的介绍和解读
2.1 适用范围
ISO 15626:2018是一个验收标准,其规定的适用范围是板厚为6~300 mm铁素体钢全熔透焊缝TOFD技术的验收等级。标准中规定的验收等级是基于ISO 5817:2014《钢,镍,钛及其合金的熔化焊焊缝——缺欠评定组别》的相应焊缝质量等级,并根据ISO 10863:2011《焊缝无损检测-超声检测-使用衍射时差技术》进行焊缝检测时发现的不连续的等级分类。
2.2 不连续的分类
常规焊缝无损检测中,缺欠的分类是:气孔、夹渣、未熔合、未焊透、裂纹和表面缺欠。ISO 15626:2018标准中不连续的分类有所不同,不连续分为表面开口不连续和埋藏型不连续。表面开口不连续是连接到近表面(扫查面)或远表面(对面)的不连续。埋藏型不连续是不与表面相连,位于材料内部的不连续。
2.3 质量等级与验收等级的关系
在ISO 15626:2018标准中涉及了焊缝的质量等级、检验等级和验收等级。这几个等级的对应关系可在ISO 17635:2016《焊接的无损检测 金属材料的一般规则》中查阅相关方法的表格。
ISO 5817:2014给出了焊缝的质量等级。标准中规定了3个级别的质量等级以适用于不同的焊接结构,分别用B,C,D 来表示,B级表示最高的质量要求。
ISO 10863:2011规定了TOFD检验等级,检验等级的划分决定了检测的可靠性。检验等级分为A级、B级、C级和D级。
ISO 15626:2018给出了TOFD检测的验收等级。验收等级划分是根据焊缝质量的等级要求,将其分为1级、2级和3级的。
ISO焊缝检测标准中TOFD方法涉及的质量等级、检验等级、验收等级如表1所示。

表1 TOFD检测相关等级
2.4 长度和高度的定义和确定
ISO 15626:2018对不连续的验收基于不连续的定量。不连续的定量包括根据ISO 10863:2011检测所得的不连续的长度和高度。长度定义为不连续在x轴方向上投影的距离;高度定义为沿着x轴向的某个位置,不连续在z轴方向上投影的最大值。
2.4.1 不连续长度的确定
对于不同的不连续类型,ISO 15626:2018有不同的测长要求。
(1) 细长型直不连续的长度定量。细长型直不连续是指在壁厚方向尺寸较小的不连续。因为只有在不连续的两侧端头才能与双曲线光标拟合良好,所以测量时,需将双曲线光标拟合在不连续的两侧端头上,这两侧端头之间的距离才能被认为是不连续的长度(见图1)。
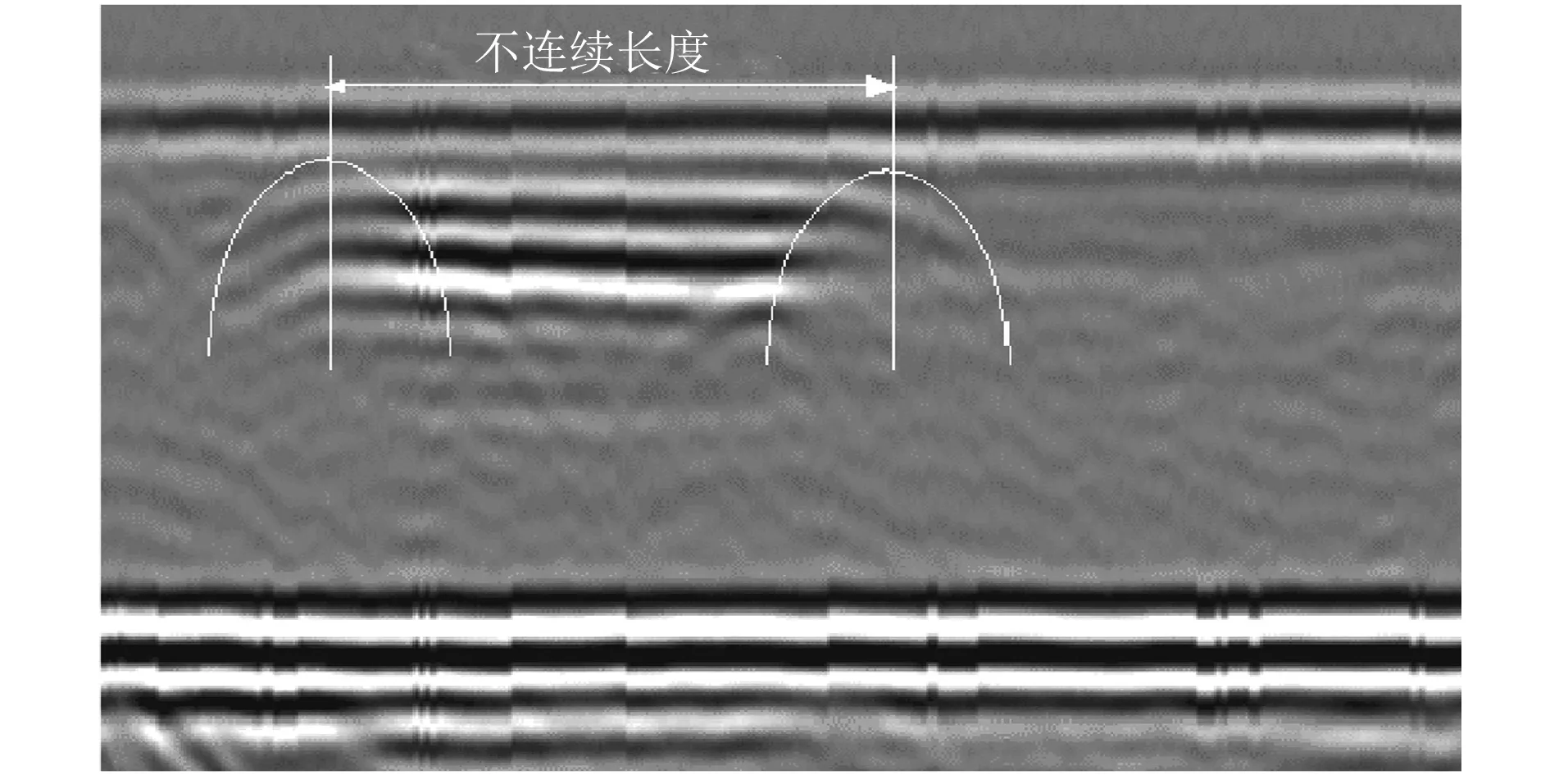
图1 拟合放置弧形光标的长度定量示意
(2) 细长型弯曲不连续的长度定量。细长型弯曲不连续是在壁厚方向有较大尺寸的不连续。不连续的两端是不连续在厚度方向时间延迟的三分之一处,测量时把双曲线光标放在不连续的两端,两端之间的距离才能被认为是不连续的长度(见图2)。
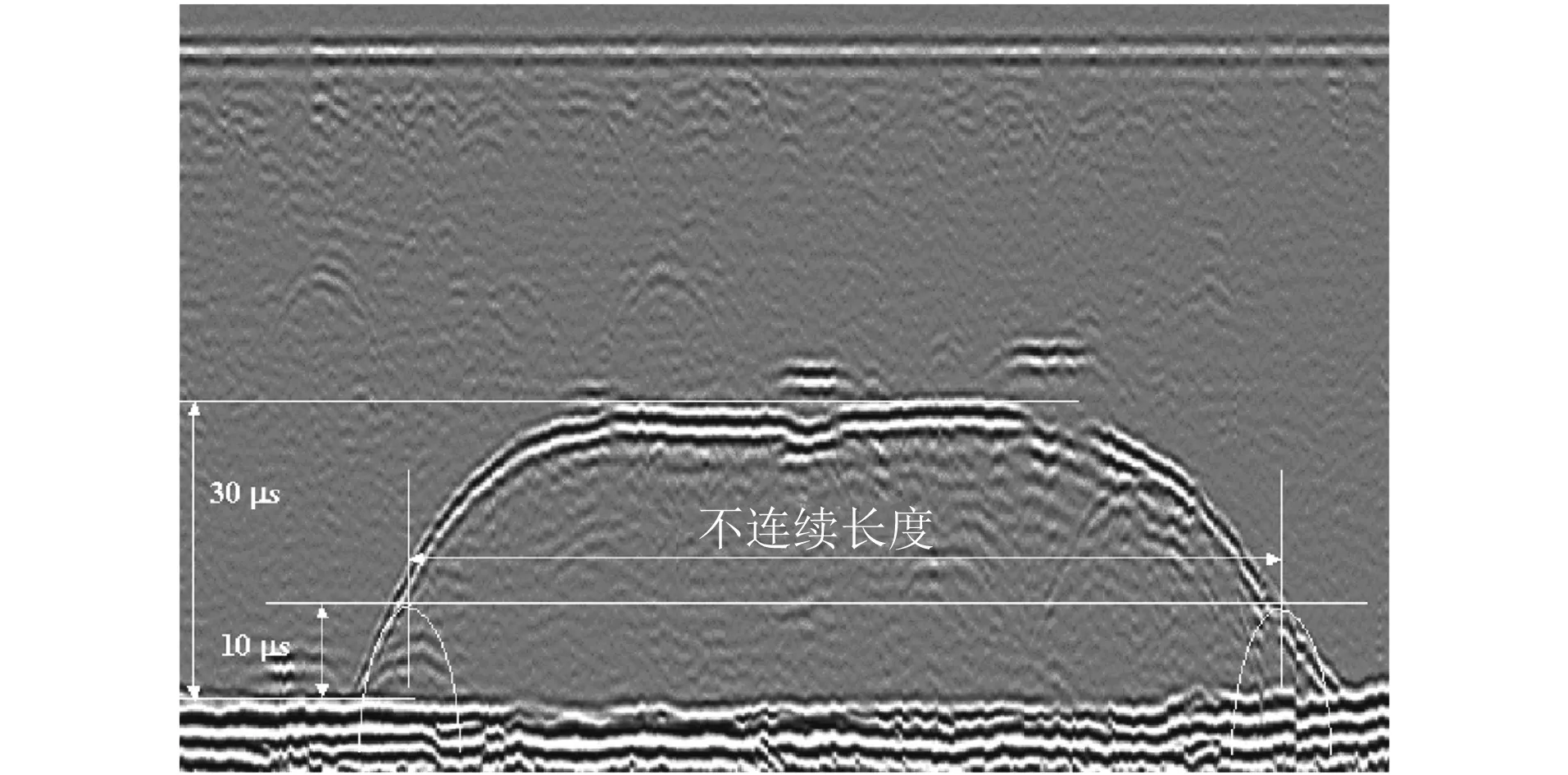
图2 细长型弯曲不连续的长度定量示意
2.4.2 不连续高度的确定
TOFD检测技术使用未检波信号,因此应在未检波的A扫信号上进行不连续的高度测量,需选择同一个信号位置,并且需要考虑相位反转。
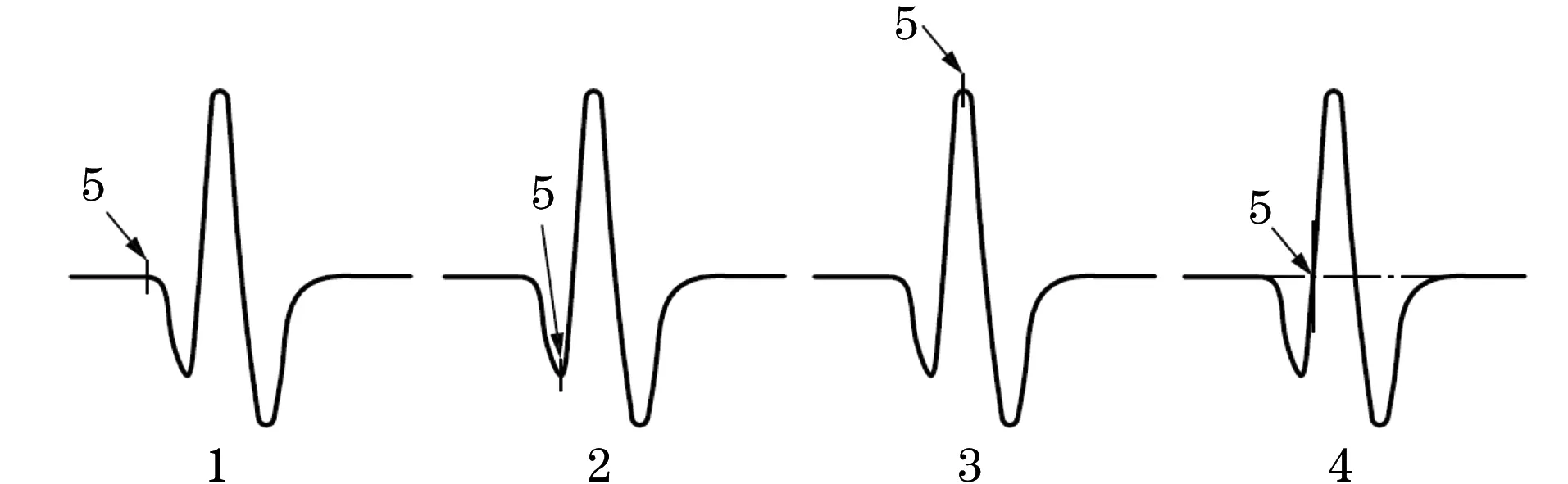
图3 4种方法进行时间测量的光标位置示意
ISO 15626:2018推荐了4种测量方法,检测人员应选择其中一种方法进行测量(见图3,其中1为方法一,2为方法二,3为方法三,4为方法四,5为测量穿越时间的位置)。方法1为测量信号前沿之间的穿越时间;方法2为测量信号第一个波峰之间的穿越时间;方法3为测量信号最大幅度之间的穿越时间;方法4为测量信号第一个零值交点之间的穿越时间。
(1) 表面开口不连续的高度由直通波与下尖端衍射信号在z轴方向上投影的最大差值决定,(见图4,其中1为扫查表面,z1为起始深度,2为对侧表面,z2为终止深度,x1为不连续的起点,h为高度z2-z1,x2为不连续的终点,l为长度x2-x1)。
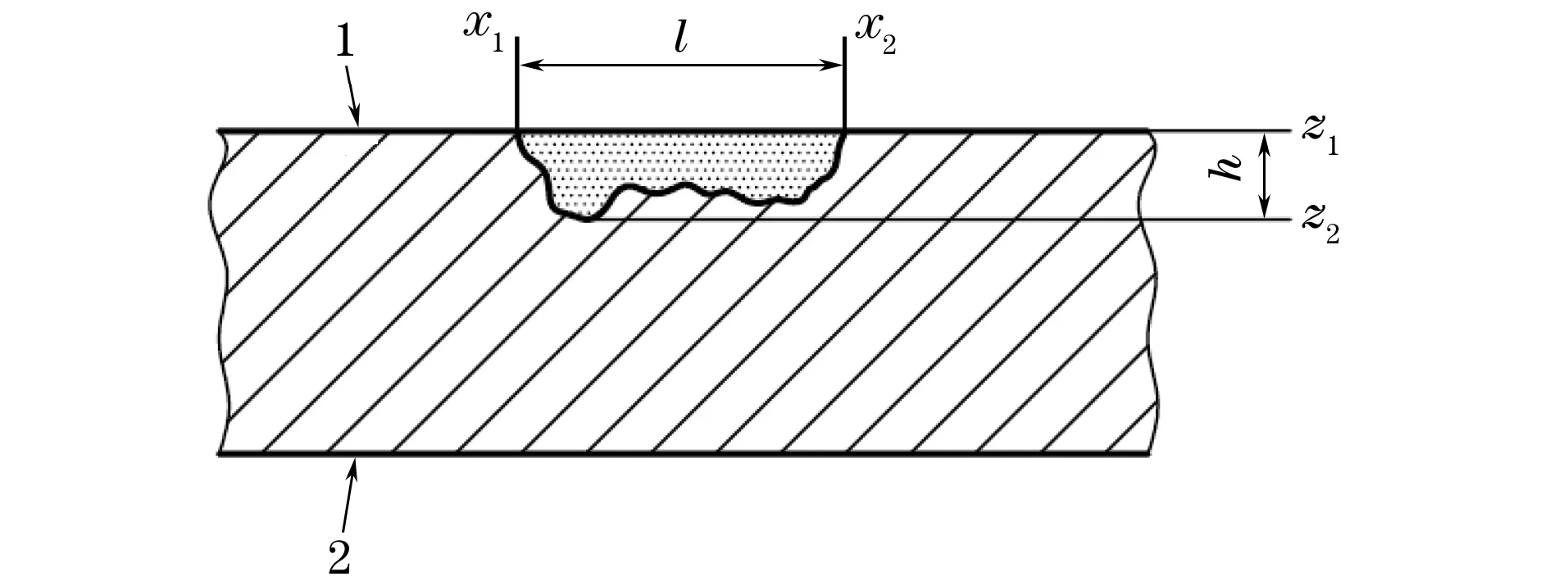
图4 扫查表面开口不连续高度的定义
(2) 对于一个对侧表面开口不连续,不连续的高度由上尖端衍射信号与背面回波在z轴方向上投影的最大差值决定(见图5)。
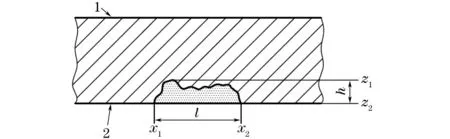
图5 对侧表面开口不连续高度的定义
(3) 埋藏型不连续的高度由同一x轴向某位置的上端衍射信号与下端衍射信号在z轴方向上投影的最大差值决定(见图6)。
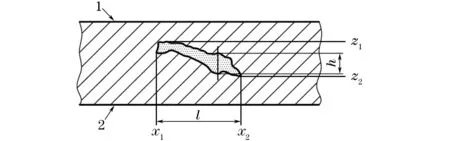
图6 埋藏型不连续高度的定义
2.5 验收等级
ISO 15626:2018中列出了3个验收等级。针对检测过程中发现的单个不连续、群不连续和点状不连续,分别进行评定。对不等厚焊缝接头进行检测时,验收等级应基于两块母材中较薄的板厚,对承受动载荷或有开裂倾向的焊缝,应规定更严格的近表面验收等级或应用其他无损检测方法。通用验收条件示意如图7所示(其中,1为对于l≤lmax的验收,2为对于l>lmax的验收,3为拒收,h1为对于任意l>lmax的不连续的可接受最大高度,a为高度)。
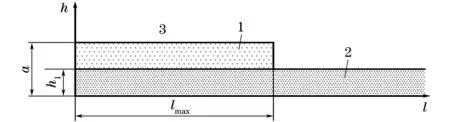
图7 通用验收条件示意
2.5.1 单个不连续
(1) ISO 15626:2018中验收等级1的要求
验收等级1的要求如表2所示。当检测到表面开口不连续,分辨率不足以分辨深度时,应使用其他方法或技术来确定可接受性,如果无法使用其他方法或技术,所有的表面开口不连续应被视为不可接受;高度小于h1的不连续不予考虑(适用于表3~4)。
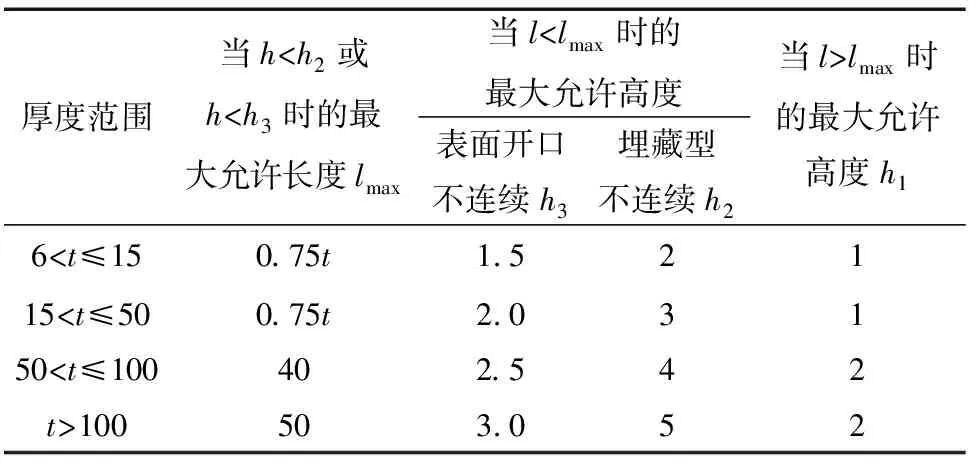
表2 ISO 15626:2018中验收等级1 的要求 mm
(2) ISO 15626:2018中验收等级2的要求。
验收等级2的要求如表3所示。
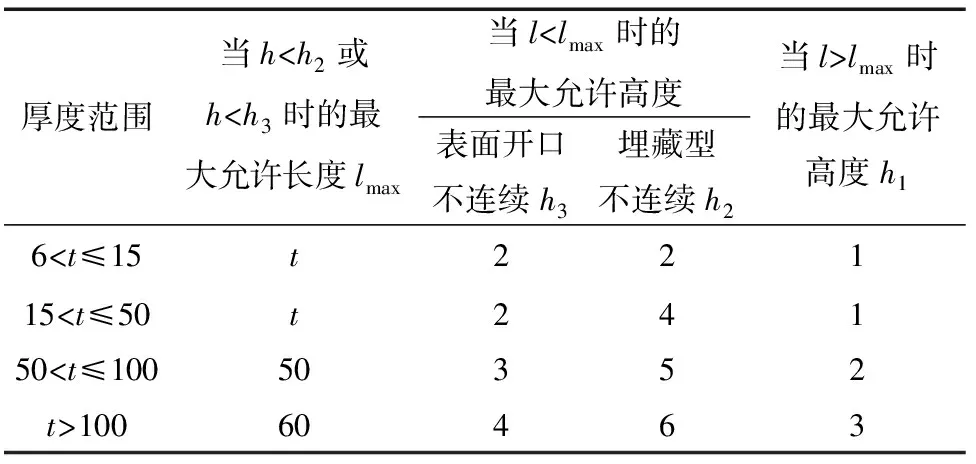
表3 ISO 15626:2018中验收等级2的要求 mm
(3) ISO 15626:2018中验收等级3的要求
验收等级3的要求如表4所示。

表4 ISO 15626:2018中验收等级3的要求 mm
(4) 不连续的累计长度
对于沿着焊缝12t的长度内,所有高度超过h1的单个不连续的累计长度如下所述。
① 验收等级1: 3.5t,最大150 mm;② 验收等级2: 4.0t,最大200 mm;③ 验收等级3: 4.5t,最大250 mm。
2.5.2 群不连续
评定群不连续时应不考虑点状不连续以及高度小于h1的单个不连续。群不连续的评定是基于单个不连续的尺寸以及不连续之间的间距。一个群不连续的长度和尺寸将不可用于其他群不连续的评定。
出现下列情况时,一个群不连续可作为单个不连续评估:沿着焊缝长度的两个单个不连续之间的间距小于较长不连续的长度;两个不连续在焊缝厚度方向上的间距小于高度较大不连续的高度。
如果一个不连续的高度有变化,其最大的局部高度h应按照图6进行评估。对于一个群不连续,总高度hg定义为单个不连续的高度加上这些不连续之间间距的总和;对于一个群不连续,总长度lg定义为单个不连续的长度加上这些不连续之间间距的总和。
群不连续的尺寸示意如图8所示(其中1,2,3代表3个不连续,h为不连续1, 2,3 的最大高度;l为不连续1, 2,3的最大长度,hg为群不连续的总高度,lg为群不连续的总长度),图8中的不连续2和3应作为一个不连续,因为其在x方向的间距小于l,且在z方向的间距小于h。不连续1不包含在群不连续中,因为在厚度方向的间距大于h。

图8 群不连续的尺寸示意
2.5.3 点状不连续
对于所有验收等级,在任何150 mm焊缝长度内,单个衍射信号(点状不连续)的最大数量N如式(1)所示。
N=1.2t
(1)
式中:N为较大的整数;t为板厚。
3 结语
ISO 15626:2018给出了TOFD焊缝检测的验收等级,通过借鉴ISO标准,结合我国国情,得出了符合我国国情或行业要求的焊缝TOFD验收标准。
