船体整体建造中应力集中的消除技术
2019-03-12黄坚
黄坚
摘 要:船舶的性能与建造过程中的焊接工艺参数有着密切的关联,如果焊接部位出现应力集中现象,将会对船体的强度造成影响。基于此,文章分析了船舶整体建造过程主要部件的质量控制,围绕建造过程中针对消除应力集中的工艺展开探究,总结产生应力集中现象的主要原因,并在此基础上制定出合理的工艺方案,可为相关施工人员提供参考。
关键词:船舶建造 焊接工艺 应力集中
随着船舶制造业的发展,对船舶整体质量提出了较高的要求,由于船舶的特殊性,在建造过程中通常采用整体建造法,但在此过程中各类受力构件极容易受到影响,会在局部位置产生应力集中现象,进而致使结构变形。基于减少应力集中的目的,在建造过程中应具有针对性地制定出合理的施工工艺,由此消除应力集中现象,确保船体建造质量。
1.船舶整体建造过程主要部件的质量控制分析
1.1船舶整体建造船台地基的质量控制
在进行基础船台建造时,宜引入重型压路机,由此提升碾压质量,确保船台的承压能力达到设计标准。在压实过程中,应对左右舭部等部位进行浇筑处理,由此形成边长为0.75m的方形水泥墩。在此部分结构的作用下,可以显著提升船台的承载能力。在设置好方形水泥墩后,应在其中选定10来个固定监测点,由此展开检测工作,全面掌控船体变形特性。
要想全面提升船体胎架质量,就必须做好前期的设计工作,首先对船体基线进行测量,由此明确船台的首尾高差情况;对船舶的结构形式进行分析,以此为参考确定主胎架龙骨的数量,而后采用铁墩对其进行定位处理,进而提升其稳固性。根据船舶的使用需求,单个墩的承载量至少应达到10t。此外,在确定胎架龙骨间距时,应综合参考主龙骨的间距,二者应具有一致性,而后使用测量工具对胎架龙骨的平整度进行测量,确保二者共处一个平面上。
1.2船舶整体建造船台龙骨板铺装及底板肋骨线勘划的质量控制
(1)在实际操作过程中,应注重激光经纬仪的摆放位置,即需要位于船台中心线的端点位置,而后发射激光至尾端位置。此时需要设置多个点,将其连接后便可成为船台中心线,各个点的距离宜控制在1.5~2m范围内。
(2)当结束船台的铺装作业后,应在船台底板中心线上画出对应的肋骨位置线,线应由多个跨档点构成,而后对肋骨进行编号,赋予其独一的身份。
(3)在高度标杆上设置高度线,此外还需要设置基准水线等各类理论高度线。经过此环节后,可以提升后续船台铺装等作业的精确性。
2.船舶整体建造过程消除应力集中工艺分析
2.1采用合理的焊接顺序和方法
(1)无论是钢板还是焊缝,必须确保其一侧具有一定的自由收缩性。
(2)对焊缝的性质进行分析,对于刚性拘束较小的焊缝应优先进行处理。
(3)若出现构架与板接缝相交的情况,此时在形成对接缝的同时还会形成角接缝,在焊接时应优先对前者进行处理。
(4)对所需焊接的部位进行分段,在焊接过程中首先需要对中部进行焊接,而后向左右两端同时延展,由此提升结构的均匀性。
(5)对于存在于同一断面内的构件而言,应注重焊接工序:首先进行大接头对接缝的处理,当结束此部分作业后,再对其他构件对接缝进行处理,最后进行角焊缝处理。基于此方式,可以大幅缓解大接头的残余拉应力。
(6)若角接缝的位置贴近大接头肋骨处,此时应优先对大接头进行焊接,而后再进行此部分焊接。
2.2选择合理的焊接工艺参数
在确保焊接质量的前提下,应在最大程度上减小焊接线能量,具体来说:对于手工电弧焊方式而言,应将焊接电流稳定在下限状态,此时可以缓解焊件的受热程度,削弱焊接的残余应力。
2.3预留变形余量
在进行装焊补板作业时,受其结构特殊性的影响,无法进行自由的收缩,此时便会产生应力集中现象,并致使结构出现裂纹,在对焊缝进行焊接作业时会产生一个较大的拉力,此时结构板出现拉平现象,进而减小焊接残余应力。
2.4焊接电流电压的控制
在整个船舶建造过程中广泛使用了手工电弧焊技术,其技术施工原理见图1,该技术对焊接電流的依赖程度极高,当电流值超出正常范围时便会出现焊缝熔深现象,此时极容易形成结构凸起;当电流值低于正常范围时,便会存在难以起弧的问题,并对焊接进度造成影响,极容易出现熄弧现象。在船舶建造过程中,应对焊条的直径进行分析,以此为参考设置合理的焊接电流值。在实际操作过程中,诸如药皮等材料均会对电流造成影响,因此即便焊接电流足够大,但受药皮高度导电性的影响,便会导致木材出现过热脆化现象。此外,当熔池凝固所需的时间较长时,焊缝的宽度也将随之增加;当焊接速度超出正常范围时,便会缩短熔池冷却时间,此时极容易出现气孔、裂缝等现象。在确定焊接速度时,应对焊接运条方式进行分析。通常情况下,运条方式大多表现为横向摆动式。由于船舶工程对焊缝的晶粒密度提出了较高的要求,因此在建造过程中应遵循多道、多层的焊接方式。
3.焊缝缺陷产生原因及防止措施
总结船舶建造经验可知,焊缝的形式多种多样,对应的成因也存在差异,此时需要采取针对性的措施加以解决,具体内容如表1所示。
船舶建造是一项极为复杂的工程,其与船体构件有着密切的关联。在船舶建造过程中,需依据所选用的构件确定合适的焊接速度,设置监测点频繁对船台基线等参数进行测量;并展开数据对比工作,明确船体结构的变形状况,由此做出针对性的改正,从最大限度上缓解应力集中现象。
4.结束语
综上所述,在船舶建造过程中极容易受到应力集中现象的影响,此时构件会出现明显的开裂现象。对此,文章提出了可行的应力集中消除措施,具体涉及焊接工序、工艺参数以及电流控制等多方面内容,基于多方位的工作,最终消除应力集中现象,推动船舶建造工作的开展,提升船舶的整体性能水平。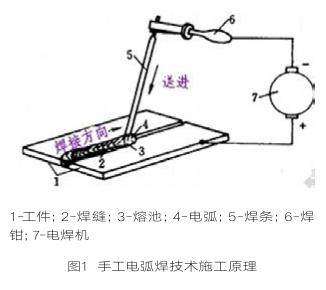
参考文献:
[1]张岳林,彭飞,牟金磊.单点腐蚀参数对船体板应力集中影响研究[J].船舶工程,2015(03):66-69.
[2]侯志鹏.船舶整体建造过程中消除应力集中工艺研究[J].科技风,2014(17):35.
[3]贺兵.船舶整体建造过程中消除应力集中工艺[J].科技资讯,2014(04):127-128.