热轧酸洗板QStE340TM的生产工艺及组织性能
2019-03-12供稿王溪刚WANGXigang
供稿|王溪刚 / WANG Xi-gang
内容导读
热轧酸洗板QStE340TM属于冷成形用高屈服强度汽车结构钢。本钢热轧酸洗板QStE340TM综合运用铌、钛复合微合金化,热轧控轧控冷工艺,合适的拉矫延伸率、酸温、酸值及酸洗工艺段速度等手段,获得了表面粗糙度范围1.1~1.3 μm、显微组织细小均匀、晶粒度12.6~13.0级的成品带钢。其拉伸性能良好,钢卷头中尾及边中边性能差异较小,屈服强度差值不超过18 MPa,抗拉强度差值不超过15 MPa,三个方向性能差异较小,屈服强度差值不超过25 MPa,抗拉强度差值不超过16 MPa,冷弯性能及翻遍成型能力优良,扩孔率达到76.78%的良好水平。
热轧酸洗板QStE340TM属于冷成形用高屈服强度汽车结构钢,广泛用于对成型加工性能和强度有较高要求的汽车构架、大梁等汽车结构件,其牌号中的340指的是屈服强度下限,单位是MPa。除热轧板要求的强度性能、成型性能外,热轧酸洗板QStE340TM还要求具有良好的表面质量,本文重点介绍本钢生产的热轧酸洗板QStE340TM的成分、工艺、组织、性能,有利于用户的正确选材和该牌号的推广应用。
技术要求
热轧酸洗板QStE340TM均属于铌、钛微合金强化钢种,其成分要求如表1所示。热轧酸洗板QStE340TM力学性能要求如表2所示。
成分和工艺
热轧酸洗板QStE340TM通过铌、钛微合金强化并结合热轧、合适的控轧控冷工艺来保证其性能。微合金元素在钢中与碳、氮形成化合物粒子起析出强化作用,同时微合金元素还可以起到细化晶粒的作用。
成分设计
C是钢中最基本的强化元素,主要起固溶强化和析出强化作用,C含量过高对钢的成形性能、韧性和焊接性能有负面影响[1],本设计C含量控制在0.06%~0.08%;Si在钢中起固溶强化作用,在提高强度的同时提高钢板的延伸率,改善钢板的成形性,但Si含量过高容易使钢板表面产生红铁皮等表面缺陷,所以QStE340TM中Si含量控制在0.10%以下;Mn是固溶强化元素,Mn含量过低会造成钢的强度不足,过高将增加珠光体比例,珠光体比例增加是钢板带状组织的主要原因之一,为此根据QStE340TM强度级别将Mn含量控制在0.55%~0.75%;P是钢中的杂质元素,含量应越低越好;S是钢中的杂质元素,钢中硫化物数量和形态直接影响钢板的成形性;Al是脱氧元素,少量的Al可细化晶粒,消除N的有害作用,有利于提高钢板的成形性能,但是过高易产生夹杂物,Al含量控制范围为0.015%~0.070%;Nb、Ti的添加可抑制奥氏体的再结晶,大量存在的晶界、位错、变形带提高了铁素体的形核率和长大速率,加速了铁素体相变,实现细化晶粒的目的[2]。综上,本钢热轧酸洗板QStE340TM的成分设计如表3所示。

表1 化学成分要求(质量分数,%)

表2 力学性能要求

表3 化学成分(质量分数,%)
热轧工艺
结合成分设计,并且为了保证足够的合金元素固溶于奥氏体中,采用的热轧加热温度为1230~1270℃,同时要控制加热时间,以免生成严重的氧化铁皮。为保证轧制在奥氏体再结晶区进行,精轧时终轧温度应高于Ar3,根据成分计算出其理论CCT曲线如图1所示。Ar3点温度为840℃,实际终轧温度设定应高于Ar3点40℃左右,则终轧温度设定目标值880℃,带钢出F7后,采用前段连续冷却模式,达到较高的冷却速度以利于细化铁素体晶粒,卷取温度控制目标为640℃。
酸洗工艺
本钢热轧酸洗机组采用连续式浅槽紊流酸洗技术,同时配备了带钢表面质量检测系统Parsytec,实现了对带钢全长无间断表面质量检测。对酸洗产品表面质量而言,拉矫延伸率、酸温、酸值及带钢在工艺段速度是关键影响因素。拉矫机通过小辊径的弯曲作用使热轧板产生一定的塑性变形,同时通过一定延伸变形改善板形。通过上述变形,可以使带钢外表面的裂缝和接触面更加松散,内侧的氧化铁皮断裂,酸洗更容易。通过不断优化最终确定了1.4%的延伸率。此外,氧化铁皮溶解过程中产生的氢气鼓泡可以加速氧化铁皮的脱落[3]。
酸洗速率有随着酸液浓度增大及温度升高而增大。其中,温度对酸洗速率的影响远大于浓度。但提高盐酸溶液的温度会挥发和析出更多的酸雾,不利于操作人员和设备工作条件的改善。因此,对盐酸酸洗而言,通常是通过增加酸液的浓度来提高酸洗效率的。综上所述,采取如表4所示的酸值和酸温。
在酸洗工艺段可以通过降低酸洗速度、延长酸洗时间来保证酸洗效果,但酸洗速度过低会严重影响产能,也会给机组正常组织生产带来困难。酸洗速度过高也有可能欠酸洗,故必须结合酸温及酸值寻找合适的酸洗速度。通过实践,采用80~100 m/min的酸洗速度。

图1 CCT曲线
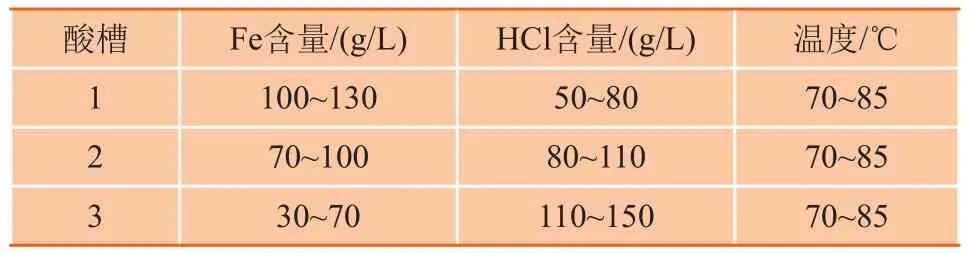
表4 工艺段各槽工艺参数
性能与组织
选取大生产数据中的任意1卷,该卷厚度为2.5 mm,对其进行了拉伸性能、冷弯性能、扩孔性能、表面粗糙度及金相组织检测,并进行了全面分析。
拉伸性能
拉伸性能检测采用标距为80 mm的板状拉伸试样,在Zwick拉伸实验机上进行拉伸实验,对带钢的头、中、尾及边、中、边取拉伸样进行性能测试,按照0°、45°、90°三个方向分析力学性能,每个方向3根拉伸样,则共计81根拉伸样。实验结果取相同方向3根试样的平均值,详细检测结果见表5。
从表5可以看出,头、中、尾及边、中、边性能差异较小,屈服强度差值不超过18 MPa、抗拉强度差值不超过15 MPa,延伸率差异不超过8%。

表5 拉伸性能
三个方向性能差异较小,屈服强度差值不超过25 MPa、抗拉强度差值不超过16 MPa,延伸率差异不超过7%。
冷弯性能
弯曲实验采用尺寸为25 mm×220 mm的长方形试样,长度方向垂直于轧制方向,在RIST BW-500弯曲实验机上进行180°弯曲实验,弯心直径d=0.5a,弯曲角度α=180°,弯曲脊线与轧制方向平行,6根试样在弯曲后外表面上没有发现表面裂纹,实验结果达到A1完好级别(见图2),冷弯性能优良。

图2 冷弯性能
扩孔性能
在板材成形过程中,翻边成形工艺是一种常见的成形工艺,这种工艺具有增加成形件的刚性、连接焊接搭头和延长管颈深度的作用,因此被普遍采用。大多数板材的检测指标只能进行间接的评价,而扩孔实验是一种模拟实验,它能直接表征汽车专用板材在扩孔时孔边的翻边成形能力[4]。为了评估QStE340TM的翻边成形能力,进行了扩孔性能检测,取样位置在热轧钢卷的头部,试样采用的是边长100 mm的方片,预制圆孔初始直径d0=10.7 mm,扩孔率达到了76.78%的良好水平,详见表6。

表6 扩孔性能
表面粗糙度
热轧酸洗板表面粗糙度对后续的冲压及涂装工序均有重要影响,目前用户比较认可的粗糙度范围是0.8~2.0 μm,采用SJ-410表面粗糙度测量仪进行粗糙度测量,其轮廓算术平均偏差Ra数值如表7所示。从表7可以看出,表面粗糙度范围在1.1~1.3 μm之间,该粗糙度值较好的满足了用户需求。

表7 粗糙度(Ra/μm)
金相组织
显微组织为铁素体+珠光体,晶粒度12.6~13.0级,详见表8。

表8 显微组织及晶粒度
对头、中、尾三个部位取金相样,相应的金相图片见图3,可以看出晶粒细小均匀,差异较小。
结束语
(1) QStE340TM采用铌、钛复合微合金化,经过热轧控轧控冷工艺及后续合适的酸洗工艺可获得显微组织细小均匀,晶粒度在12.6~13.0级之间,表面粗糙度为1.1~1.3 μm的成品带钢。

图3 显微组织
(2) 本钢热轧酸洗板QStE340TM拉伸性能较好,头、中、尾及边、中、边性能差异较小,屈服强度差值不超过18 MPa、抗拉强度差值不超过15 MPa,延伸率差异不超过8%。三个方向性能差异较小,屈服强度差值不超过25 MPa、抗拉强度差值不超过16 MPa,延伸率差异不超过7%。
(3) QStE340TM冷弯性能及扩孔性能良好,弯心直径d=0.5a,弯曲角度α=180°,冷弯实验结果达到A1完好级别,扩孔率达到了76.78%的良好水平。

摄影 杜毅铭