热镀锌线退火炉内带钢断带原因浅析
2019-03-12供稿赵亮黄建国ZHAOLiangHUANGJianguo
供稿|赵亮,黄建国 / ZHAO Liang, HUANG Jian-guo
内容导读
热镀锌线连续退火炉中带钢断带不仅严重影响机组稳定性,还会损坏设备,增加机组运行成本。文章为找到本钢浦项热镀锌机组发生的退火炉内断带的原因,针对退火炉炉辊的凸度变化、纠偏单元能力、带钢板形及规格等4个方面的影响因素进行了分析,得出断带事故的基本原因为:带钢发生规格变化时,致使炉辊的凸度发生变化,带钢不能紧紧地与炉辊辊面接触而发生跑偏,进而发生带钢断带;连续退火炉的单辊纠偏能力小,带钢跑偏严重,造成带钢与炉壁发生刮碰,导致机组断带。提出了加大原料卷板形检查力度、加强对生产计划的排产管理力度、加强对操作人员的操作管理等改进措施,为镀锌生产工艺优化提供了参考。
在镀锌线稳定生产时最不愿意见到的突发情况是带钢在连续退火炉中断带。这种情况不仅严重影响机组稳定性,更为严重的是还会损坏设备,增加机组运行成本。虽然说炉内断带是突发情况,但是这种突发情况是可以找到原因从而可以避免的,因此为了实现高速、高效、高质量的连续退火生产,降低炉内带钢断带几率成为亟需解决的问题。
根据2014年到2016年本钢浦项1号热镀锌机组的炉内断带情况统计来看,炉内断带的事故有两个特点:带钢为厚规格,断带多发生在规格变换的时候;从现场断带情况来观察,基本是在1#纠偏辊位置跑偏,带钢挂到、刮到炉子内壁,造成机组断带事故(现场情况见图1)。
断带原因分析
炉辊的辊凸度变化
一般立式退火炉炉辊形状设计为略带有正凸度的双锥形,随着炉内各段炉温的不同,各炉辊的原始凸度也有所差别[1]。对应于炉内不同位置的炉辊应当有一个最佳值,一般来说,立式退火炉加热段的炉辊都采用梯型辊的设计方式。在生产中,随着炉内温度的变化、带钢与炉辊的温差及张力作用不同会使原始辊型发生变化,原始辊凸度会与受温度影响的辊形凸度叠加产生实际辊凸度。炉辊凸度与带钢热瓢曲及跑偏的关系见图2。当带钢温度低于炉辊温度时,实际的辊凸度为二者的反向叠加,产生的宏观现象就是跑偏[2];当带钢温度高于炉辊温度时,实际辊凸度为二者凸度的正向叠加,产生的宏观现象就是带钢的热瓢曲。

图1 断带现场情况

图2 炉辊凸度与带钢热瓢曲及跑偏的关系
退火炉纠偏单元能力的影响
纠偏单元按照纠偏辊的数量分为单辊纠偏和双辊纠偏。单辊纠偏原理是利用带钢在纠偏辊上螺旋偏移作用进行纠偏。双辊纠偏原理是靠辊组的左右摆动进行纠偏。这两种纠偏方式在立式退火炉上都是很常见的纠偏方式,根据退火炉工艺设计的实际情况分配不同类型的纠偏方式到退火炉相应的位置,以保证生产运行过程中带钢不会发生跑偏。通常情况下,在退火炉的入口附近安装的是单辊纠偏,即前文所说的炉内1#纠偏辊。在退火炉中段或末端安装的是双辊纠偏。虽然单辊纠偏和双辊纠偏都能起到纠偏作用,但是从纠偏的能力上来看,单辊纠偏的能力远远比不上双辊纠偏。从断带事故的情况来看,就是由于带钢的跑偏情况远大于单辊纠偏的能力,纠偏装置已经起不到纠偏的作用,带钢才会挂到炉壁,引起断带事故发生。这也就证实了所有断带事故中断带位置全部集中在炉内1#纠偏辊处的现象。
带钢板形的影响
理论上带钢的板形是平直的,但是在实际轧制过程中,轧机设备控制精度或生产控制精度出现偏差会导致在轧制过程中横断面上出现压下率不同的情况,造成带钢在横断面上的延伸不一致的现象,宏观表现出的现象就是浪形缺陷。根据位置不同浪形缺陷分为中间浪、单边浪、双边浪、肋浪等。在热镀锌线连续生产时,对其影响最大的浪形缺陷是单边浪板形缺陷。单边浪缺陷是有浪的一侧的带钢延伸明显大于中间和另一边所导致的,进入退火炉内,在热应力及炉内张力作用下,这种缺陷会被无限的放大。这时,带钢运行位置就会偏离炉内的中线,向没有浪形的一侧偏移,如果偏移超出炉内纠偏单元的能力的话,带钢就会与炉壁发生刮碰,造成带钢断带。对断带事故中的带钢板形进行了统计(见表1),发现断带事故中,带钢的板形均处于良好状态,没有出现单边浪的情况,由此可知,这几次断带的主因并不是由板形不良而引起的。
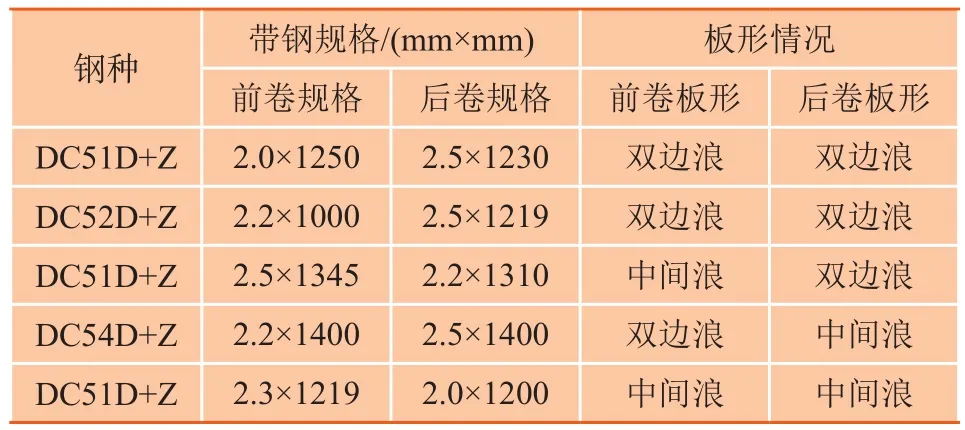
表1 炉内断带时带钢板形情况汇总
带钢规格的影响
在统计中发现,断带事故全部发生在钢种规格发生变化的情况下,即带钢的横截面积发生了变化。经分析认为,带钢横截面积发生变化引起带钢与炉辊之间的热传导发生变化造成了断带事故。炉辊的温度主要受炉内环境温度(气体传热)及带钢温度(带钢接触传热)的影响,由于传热方式不同,其影响效果也有很大区别,带钢与炉辊表面的传热值αs比炉气传热值αj大很多。根据热传导模型对气体传导到带钢与炉辊接触面的调查,当αs比αj大时,带钢与炉辊接触时带走的热量远大于炉辊靠炉气保持辊凸度的热量,导致炉辊与带钢接触面的辊凸度消失,接触面变为平面。这造成了带钢在张力作用下,不能紧紧包裹在炉辊上,带钢就会在辊面上发生左右摆动,从而在炉内跑偏。
解决方案
通过对4个方面的影响因素进行分析,得出本钢浦项1号热镀锌机组发生断带事故的基本原因:生产过程中,带钢发生规格变化时,由于前后钢带的横截面积发生了较大的变化,带钢与炉辊接触时带走的热量远大于炉辊靠炉气保持辊形的热量,将炉辊的凸度降低,带钢不能紧紧地与炉辊辊面接触而发生跑偏现象,进而发生带钢断带;连续退火炉的1#纠偏为单辊纠偏,纠偏能力小,虽然纠偏辊起了纠偏作用,但是由于带钢跑偏严重,无法将带钢纠正回中间位置,所以造成带钢与炉壁发生刮碰,导致机组断带。
改进措施为:(1)加大原料卷板形检查力度,避免不符合外观要求的原料卷上机;(2)加强对生产计划排产的管理力度,尤其是对厚规格产品的生产计划进行严格管理,避免出现前后钢卷规格变化大的情况,降低因带钢横截面积变化大引起炉内温度波动大情况的出现;(3)加强对操作人员的操作管理,制订相关的操作制度来规范操作人员的操作过程,对带钢规格发生变化时的操作进行规范管理。从2017年改进措施实施之后,本钢浦项1号热镀锌机组仅发生了一次退火炉内断带情况。
结束语
通过原因分析,基本上解决了困扰本钢浦项1号镀锌线立式退火炉内带钢断带的问题,但这也仅仅是炉内断带的简单分析,更深层次的原因还需要在以后的生产过程中对出现的断带原因进行更加深入的分析和研究。只有不断地进行探索,才能找出真正可行的措施来保证生产线稳定地运行,为公司创造出更多的效益。