色三角法与计算机配色法在黑色分散染料拼混中的应用
2019-03-07莫林祥郝昆玥
刘 越,李 琼,莫林祥,郝昆玥
(1.绍兴文理学院 纺织服装学院 浙江 绍兴 312000;2.浙江省清洁染整技术研究重点实验室 浙江 绍兴 312000;3.浙江红绿蓝纺织印染有限公司 浙江 绍兴 312030;4.安徽职业技术学院 安徽 合肥230011)
0 前言
深黑色涤纶纺织品是一款广受消费者欢迎的畅销产品,其染色用黑色分散染料主要采用不同分散染料组分按照一定比例拼混而成[1-3],但是从实际应用情况看,由于所用商品黑色分散染料拼混各组分的选择、配伍性能以及分散剂等各方面还存在明显的缺陷,导致由其染色而成的黑色涤纶纺织品存在诸如色光不纯正、黑色深度不深以及染色牢度降低等多个方面的不足[1],既不能满足消费者的高端需求同时也降低了纺织品的市场竞争力。
在对拼混染料组分比例确定等配色应用研究中,已由传统的色三角区域逼近法转向更为快捷的计算机测配色法[4],特别是随着计算机颜色拟合软件系统的进一步优化[6-7]以及印染工艺等相关因素的控制精度提高,计算机配色应用更为广泛[8]。本实验将在前期实验研究的基础上,对所挑选出的一组中温型分散染料通过色三角法和计算机测配色法进行拼混染色实验,并以明度值L为主要评价目标进行配比研究,根据染样颜色测试数据以期获得具有染深性、色光稳定的黑色分散染料优化拼混比例,对两种拼混方法进行实验对比。
1 实验部分
1.1 实验仪器及药品
MS204S电子天平,梅特勒托利多仪器(瑞士)有限公司;测色配色系统datacolor600,美国Datacolor公司;强制对流型通用烘箱UF260Plus,德国MEMMERT;IR-24SM红外线快速染色机,厦门RAPID有限公司。
黑色分散染料拼混各组分为前期筛选的一组中温型分散染料:分散紫SE-E(300%),分散蓝SE-F (300%),分散橙SE-G (100%),工业级,杭州福莱恩特精细化工有限公司;分散液黑,工业品,浙江红绿蓝纺织印染有限公司;保险粉,AR,天津市大茂化学试剂厂;冰醋酸,AR,江苏强盛功能化学股份有限公司;烧碱,AR,汕头市西陇化工厂有限公司;实验用织物:涤纶机织物。
1.2 实验内容
1.2.1 色三角法黑色分散染料组分配比的拼混实验
(1)色三角的建立
色三角法获得以深黑色为主要考核指标的黑色分散染料拼混比例是常用的有效实验方式,本实验色三角设计方案如图1所示,其中R代表分散紫SE-E,Y代表分散橙SE-G,B代表分散蓝SE-F,拼混染色总浓度为3%owf,图中数字编号代表相应色三角染色样编号。用datacolor600测配色仪进行测色,测色时使得各色样处于同一条件(不透光的四次对折,包含镜面光泽,100%UV(滤镜off),9mm小孔径SAV,D65光源10度视角)。根据拼混分散染料染色样品L*a*b*值等颜色变化规律逼近所需的深黑色颜色配方。

图1 色三角拼混实验方案
(2)染色工艺
织物润湿,挤干→染色(冰醋酸调整染浴pH值4.5~5.5,浴比1:30,室温入染,以2℃/min升温速率到130℃,保温45min后降温到80℃)→热水洗→还原清洗(保险粉2g/L,烧碱2g/L,浴比1∶30,80℃×5min)→水洗→皂洗(碳酸钠2g/L,皂粉:5g/L,浴比1∶30,95℃,10min)→烘干(80℃)
1.2.2 电脑测配色法黑色拼混染料拼混比例的优化实验
对拼混所用各组分染料按设置的不同浓度进行单色样的染色,单色样的染色工艺、染色条件同色三角的染色,将染好的对应色样进行多次测色取其平均值作为基础数据,建立软件配色基础资料数据库并用datacolor600的datacolormatch配色软件对拼色染料进行配色优化。
2 实验结果与讨论
2.1色三角法黑色分散染料的拼混
对色三角中各色样用datacolor SF600测配色仪进行测色,根据测色数据进行Lab值趋零点的区域逼近划分,其中第四次拼混色三角各组分染料浓度及组合如下页图2所示,对应的结果见下页表1。
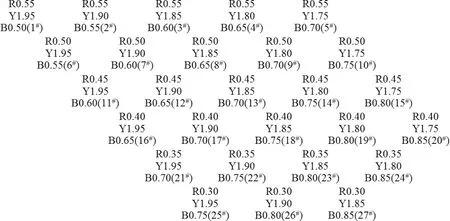
图2 第四次拼混色三角区域选择

表1 第四次拼混染样测色数据
由表1中实验数据可以看出,在第四次拼混时,染样的C值已全部小于1,变化幅度进一步趋于小,其中编号为8和13的两个色样的C值较为接近且都小于0.2,但8号的L值更小,织物表观视觉更黑,而且K/S值更大,所以初定染料的最佳拼混比例为8号的配方,即分散紫SE-E:分散橙SE-G:分散蓝SE-F=0.50:1.85:0.65。
2.2 电脑测配色黑色拼混染料拼混比例的优化
2.2.1 染料染色数据库的建立
染料拼混用各组分系列浓度染色实验测色数据分别如表2、表3和表4所示。
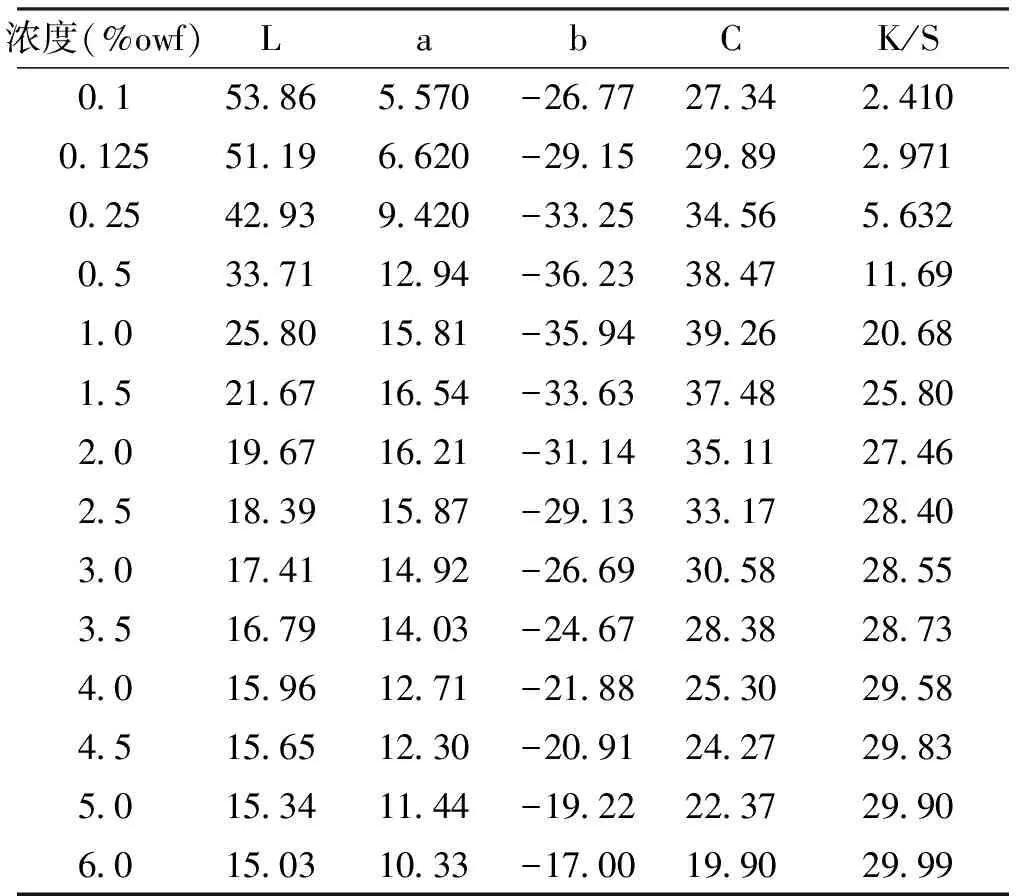
表2 分散紫SE-E单色样测色基础数据
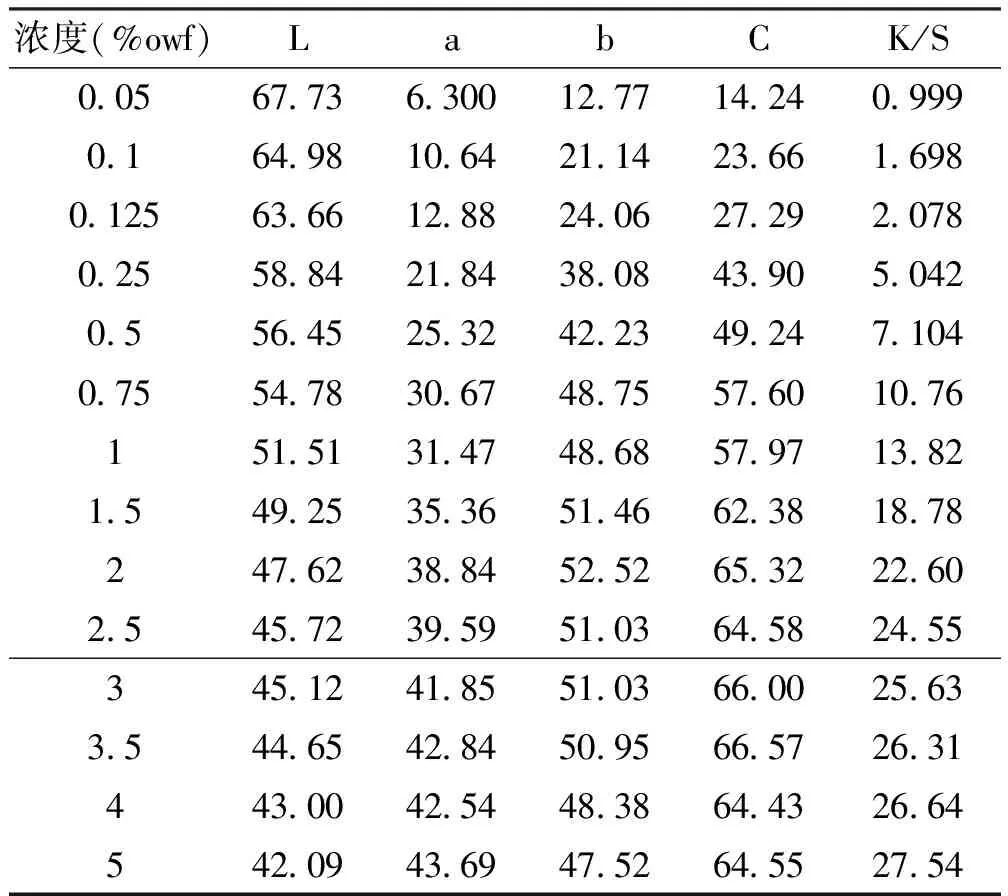
表3 分散橙SE-G单色样测色基础数据

表4 分散蓝SE-F单色样测色基础数据
据测色基础数据可以看出,各单组份分散染料在3%owf的浓度以后,其染色织物K/S的变化已经趋于平缓,说明色三角拼混染料所用浓度处于合理范围。另外数据显示拼混所用各组分染料的提升力变化趋势较为一致,说明拼混用的三个染料组分具有较好的配伍性。
2.2.2 黑色拼混分散染料拼混比例的优化
基于所建立的配色数据库,计算机配色用模拟样布为企业染色生产并经过增深剂增深处理的样布,其颜色数据如表5所示:
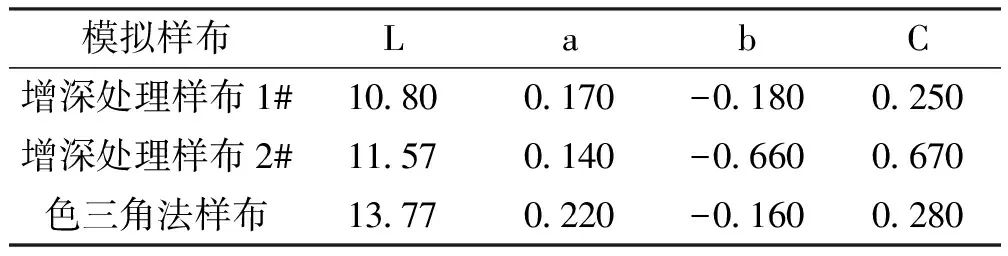
表5 配色用模拟样布的颜色数据
可以看出,两块企业增深样布明度值明显低于未经增深处理的实验染色样布,以此为参考经Datacolor match软件分析后得到两组黑色拼混分散染料的配比,即样布1#和2#,按此拼混比例进行染色并与色三角法所得染料配比组进行对比,相关测色数据如表6所示。

表6 计算机优化配方与色三角法配方染样测色数据
从表中数据可以看出,以企业增深染色样布所得1#、2#两种计算机优化配方染料总浓度分别为5.571 owf %和6.359 owf %,对应染样与色三角拼混最佳配方染样的L值总体相差不大,配方1#所用染料浓度稍小,但染色样品的C值较高且K/S值在三组样品中也是最低的。而6%owf总浓度的色三角配方染样的C值与配方2较接近,但其K/S值相比更大,即织物上的表观视觉效果更黑,说明通过色三角进行黑色分散染料的拼混比例优化具有较好的效果。
3 结论
(1)色三角法与计算机配色法都可用于拼混型分散染料各组分比例的优化,相比较而言,色三角法配比优化效果更好。
(2)实验用黑色拼混分散染料各组分具有较好的配伍性,拼混黑色分散染料的最佳拼混比例为分散紫SE-E:分散橙SE-G:分散蓝SE-F=0.50:1.85:0.65,该比例黑色分散染料染色涤纶织物的最低明度值L*=14.70。
