基于UG的徽章类零件的设计与加工
2019-03-06赵江涛吴志超
赵江涛,吴志超,朱 虹,杜 莎
华中科技大学工程实践创新中心(湖北武汉 430074)
1 引言
工程实训课程是高等教育中重要的实践教学环节,对高等学校培养具有一定工程素质和创新意识的应用型人才具有重要意义。CAD/CAM技术是现代先进制造技术的典型代表,目前,我校CAD/CAM课程主要包括CAD和CAM两部分,CAD部分主要介绍实体造型的基本方法和步骤,CAM部分主要完成一个典型零件的3轴数控加工程序编制,然后在加工中心上加工出来。由于高校工程实训课程分配给每个工种的时间相对有限,选择合适的案例既能有效提高学生的学习热情,充分挖掘学生的创新和实践能力,又能保证实训的效果具有很大的挑战。校徽是每个学校的标志,形状简单,建模和编程所使用的方法和步骤都非常适合工程实训教学。现以华中科技大学的校徽为例,介绍使用UG软件进行设计与加工的方法与步骤。
2 分析
设计的校徽正面及反面图案分别如图1和图2所示。

图1 校徽正面图案

图2校徽反面图案
整个校徽作品为一个圆形零件,直径为ϕ80mm,正面有校徽”HUST”的图形,图形轮廓为阳刻效果,凸起高度为0.5mm,“HUST”图形上方为“华中科技大学”6个字,字体为华文楷体,“HUST”下方为校训“明德厚学 求是创新”8个中文和“WUHAN CHINA”10个英文字母。在正面图案下方,为华中科技大学英文全名“HUAZHONGUNIVERSITYOFSCIENCE AND TECHNOLOGY”,全部中文和英文文字为阴刻效果,凹下深度为0.2mm。
校徽的反面设计了工程实训中心的图形标志和“华中科技大学工程实训中心”和“2019”的字样,“华中科技大学工程实训中心”字体采用华文隶书,“2019”的数字采用的是TIMES NEW ROMAN字体,“华中科技大学工程实训中心”和“2019”为阳刻效果,凸起高度为0.5mm。
3 通过UG软件设计模型
(1)校徽正面轮廓建模。
首先在建模模块中新建一个草图,创建一个圆,圆的直径为80mm,再通过拉伸得到一个圆柱体,圆柱体高度为10mm,得到徽章的基体。正面校徽的”HUST”的图形,通过导入校徽图形描图得到外形轮廓,然后拉伸,高度为0.5mm,“HUST”图形上方为“华中科技大学”6个字,字体为华文楷体,通过插入文本拉伸,与基体求差生成阴刻效果,凹下深度设为0.2mm,“HUST”下方为校训“明德厚学求是创新”8个中文和“WUHANCHINA”10个英文字母,由于字数较多,加工空间太小,通过加工实验效果对比,发现字体设为单线字效果较好,中文使用“hzdkt”单线字体,英文使用“Modern”单线字体。在正面图案下方,为华中科技大学英文全名“HUAZHONG UNIVERSITY OFSCIENCEAND TECHNOLOGY”,同样使用了“Modern”单线字体。由于中英文单线字的加工方法不同,在建模时中英文单线字的建模也采用了不同的方法,中文单线字在加工模块中插入注释文本的方法生成;英文单线字采用插入文本,然后将文本投影到平面上形成投影曲线的方法生成。
(2)校徽反面轮廓建模。
校徽的反面设计了工程实训中心的图形标志和“华中科技大学工程实训中心”和“2019”的字样,图形标志同样采用了导入图片、描图和拉伸的方法生成,拉伸高度为0.5mm,“华中科技大学工程实训中心”和“2019”采用插入文本并拉伸的方法生成,“华中科技大学工程实训中心”采用华文隶书的字体,“2019”数字采用TIMES NEW ROMAN字体,校徽反面汉字和数字都采用了双线字体。
4 通过UG软件进行数控编程
徽章类零件轮廓区域狭小,为得到清晰的文字和图形轮廓,必须使用小尺寸的雕刻专用刀具。雕刻刀具直径小,在加工过程中容易折断,因此在数控编程时必须综合考虑加工精度和加工效率,进行粗加工时,在保证安全的前提下,应尽可能的选择大直径的切削刀具以实现高效去除大量多余的材料;半精加工是为精加工做准备的,使得剩余余量进一步降低,确保精加工更加安全;精加工时应使用高转速、低吃刀量的加工工艺,得到最终成型表面。编制的工艺如表1所示。
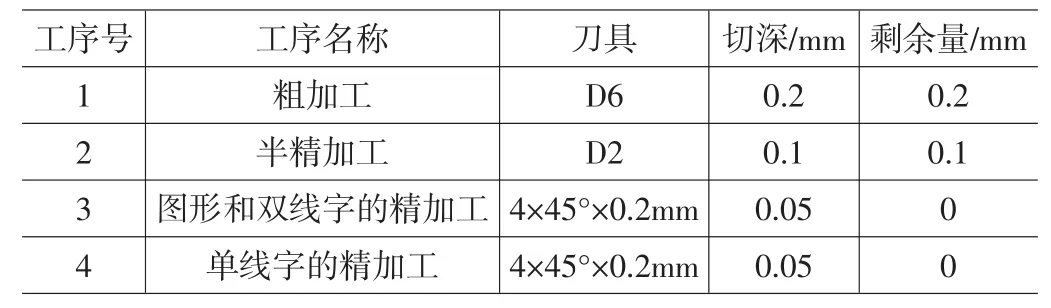
表1 加工工艺路线
由于加工程序步骤较多,文中仅简要介绍数控编程的要点,其余部分不再赘述。
(1)校徽正面及反面的粗加工。
校徽正面及反面的粗加工采用型腔铣的方法,切削方式选择跟随周边,刀具使用的是D6的立铣刀,每次下刀深度为0.2mm,步距为50%的刀具平直百分比,主轴转速10,000转/min,进给率为1,500mm/min。
(2)校徽正面及反面的二次开粗。
由于D6的立铣刀只能加工校徽零件比较开阔的区域,粗加工后在图形和文字的很多狭小区域会留下比较大的加工余量,若直接用雕刻尖刀进行精加工,可能会因加工量过大致使刀具折断。因此在精加工之前使用D2立铣刀进行二次开粗,二次开粗程序可以复制D6刀具的粗加工程序,在二次开粗程序中只需更改刀具大小和进刀量,并且在空间范围选项里选择参考刀具为D6的立铣刀,其余参数与D6刀具的粗加工一致。
(3)图形和双线字的精加工。
校徽正面的“华中科技大学”这6个字由插入文字,拉伸再布尔求差得到,文字部分为阴刻,即文字部分为凹下状态。此处加工方法选择底壁铣,底面选择为文字底部平面,此处为精加工,刀具为雕刻专用尖刀4×45°×0.2mm,主轴转速15,000转/min,进给率为2,000mm/min,为提高加工精度,步距设置为固定值0.1mm。
校徽反面工程实训中心图标和“华中科技大学工程实训中心”和“2019”的文字部分为阳刻,即图标和文字部分为凸起状态。这些部位的加工方法选择底壁铣,底面选择为图标和文字以外的平面部分,此处为精加工,刀具为雕刻专用尖刀4×45°×0.2mm,主轴转速15,000转/min,进给率为2,000mm/min,为提高加工精度,步距设置为固定值0.1mm。相对于阴刻,阳刻的加工量相对较大,但方法和步骤简单。
(4)单线字雕刻精加工。
双线字的每个部分都是由两条线构成一个个单独的区域,若需要雕刻的区域过小时,可能会因为加工区域过小而无法进刀,这样会造成雕刻出来的字不连续美观,因此在狭小区域刻字,适合采用单线字雕刻的方法。
校徽正面的“明德厚学 求是创新”校训采用了“hzdkt”单线字字体,这几个字的加工步骤如下:首先进入加工模块,在合适的位置插入注释文本,再利用平面文本工序,生成加工程序,文本深度为0.2mm,刀具为雕刻专用尖刀4×45°×0.2mm,为防止断刀,每刀切削深度设定为0.05mm。
校徽正面的“WUHAN CHINA”和学校英文全称采用了“Modern”的单线字字体,这几个字的加工步骤如下:首先在建模模块中插入文本,放置在合适的位置,再利用曲线投影的命令,将文本投影在平面上生成投影曲线,再进入加工模块,插入固定轴轮廓铣工序,驱动方法选择曲线/点驱动,驱动曲线选择刚刚生成的投影曲线,生成加工程序。
5 校徽零件的数控加工
在数控编程完成后,将数控程序导如数控加工中心之前,还需对数控程序进行仿真分析检查,以避免不必要的空刀程与风险,优化加工效率,降低加工风险并提升刀具与机床的使用寿命。在对数控程序进行仿真检查无误后,再通过UG软件的后处理模块,选择合适的后处理文件,生成适合加工机床使用的G代码文件。将G代码文件通过USB接口传输到数控机床中进行加工,加工生成的零件经表面处理,最终的效果如图3和图4所示。

图3 校徽正面加工图

图4 校徽反面加工图
6 结束语
UG软件可以将CAD、CAM以及数控加工技术结合起来应用,避免在不同软件进行设计和加工带来的格式转换问题。以上实例也表明使用UG软件可以对徽章类零件进行快速设计和加工,有效的提高了加工质量和效率,对CAD/CAM课程教学改革和类似徽章类产品的设计和加工可以提供参考。
