空间曲面等残留量连续平滑加工路径规划方法*
2019-03-01窦超然宋爱平赵昆鹏储月刚
窦超然,宋爱平,赵昆鹏,储月刚,訾 豪
(扬州大学 机械工程学院,江苏 扬州 225127)
0 引言
具有复杂曲面的零件被广泛应用于汽车船舶、航空航天等领域[1]。五轴加工技术可以加工空间复杂曲面,因此该技术在现代数控加工中占有越来越重要的地位[2]。近年来,空间复杂曲面的刀具路径规划一直是机加工领域的研究热点和难点[3]。
传统的刀路规划算法有等高分层法和等距截平面法等。但它们都存在一些问题:斜率不同的表面上加工表面残余量不均匀,表面质量不好以及抬刀次数多等缺点[4]。为了解决这些问题,国内外许多学者做了大量研究。例如:Bieterman等[5]通过求解偏微分方程得到了螺旋铣刀路;Xu等[6-8]利用投影的方法,将任意形状的曲面映射到圆形平面上,在圆形平面上规划螺旋刀路再映射回曲面,得到螺旋刀路;林金涛等[9]将曲面离散成网格后规划出了等距螺旋刀路。邱林等[10]基于三轴刀路规划提出了投影等弦长螺旋路径规划方法。但这些方法基于映射投影理论无法对复杂的空间多凸多凹曲面进行刀路规划。
为了进一步解决上述问题,本文提出了一种空间曲面等残留量连续平滑加工路径规划方法。这种路径规划方法不仅可以加工单凸单凹曲面,还可以加工复杂的多凸凹空间曲面。使用该方法设计的刀具轨迹具有平滑无间断、切削力平稳、表面残余量均匀等优点。
1 STL模型处理
1.1 选取三维模型中轴线
本文基于具有三维复杂曲面的STL模型(如图1所示),在使用5轴加工机床的情况下对空间复杂曲面的刀路提出了新的规划方法。
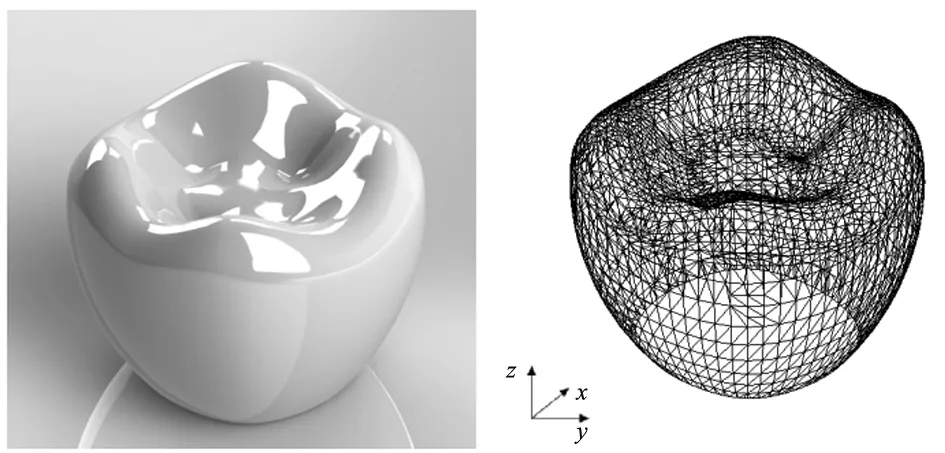
(a) 三维模型 (b) STL模型 图1 三维模型和STL模型
以工件坐标系z轴(x=0,y=0)为轴心和边界创建一系列通过该直线的等夹角切分平面,相邻的切分平面间相互夹角为θ,所有的切分平面等分360°。提取每个切分平面与模型外表面相交的曲线,即为空间三维模型的轮廓线。通过选取合适的θ值,便可以精确地获取三维模型的空间外表轮廓线。
文中使用的空间三维模型为STL模型,该模型是由许多的带有法矢量的三角面片组合而成,因而外表面轮廓线由一系列的切分平面与三角面片的交点构成。如图2所示。
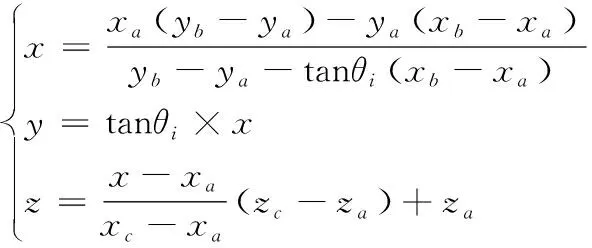
每个经过工件坐标系z轴的空间切分平面的表达式为:
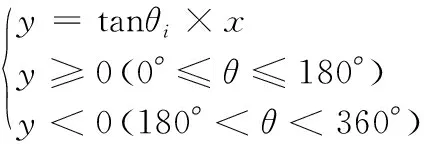
(1)
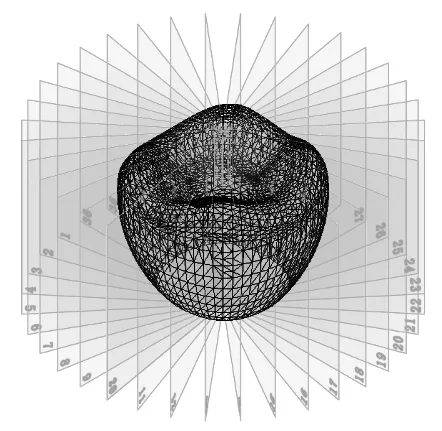
图2 若干个等夹角切分平面
1.2 求取交点
使用切分平面与模型上所有的三角面片求交点,设某个三角面片的三个顶点为:A(xa,ya,za) ,B(xb,yb,zb),C(xc,yc,zc)。
切分平面与三角面片的交点见图3。
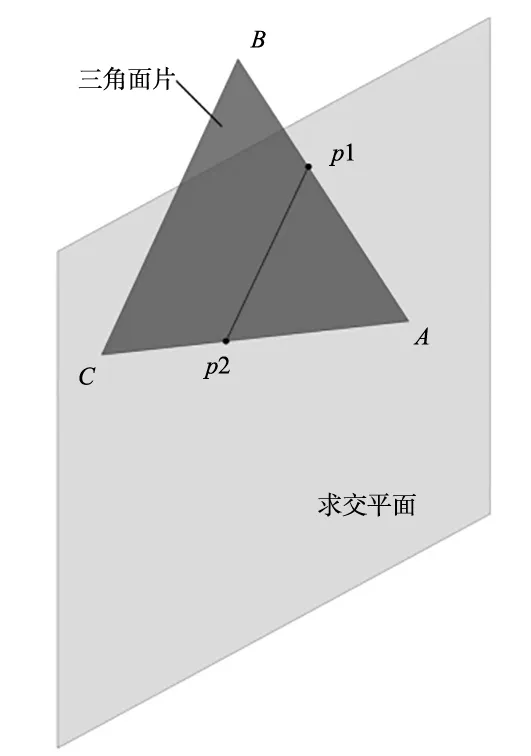
图3 切分平面与三角面片的交点
将式(1)与三角形三边公式联立可以算出交点。以AB边为例,可以算出交点p1的空间坐标值:
(2)
同理,可以求出其余两边与切分平面的交点。
2 螺旋轨迹生成
2.1 轮廓线计算
对于每一条轮廓线都由同一切分平面上许多个有效的交点p构成,将每一个相邻的交点用直线段相互连接即可计算出每个交点延轮廓线到中心点的长度li和该段轮廓线的总长L,这个长度将作为螺旋刀位点的重要计算依据。如图4所示。

图4 切分平面与三维曲面的交线
获得所有切分平面与模型轮廓的交线后就可以计算螺旋刀位点,取其中一条轮廓线加以说明。
设与X轴正向夹角为θ的切分平面与轮廓截得的轮廓线为S,S由n个点构成,每个点延轮廓线到中心点的距离为li,轮廓线总长为L。
2.2 轨迹点计算


(3)
当算出如图5所示的所有的轨迹点后,可以通过轨迹点计算出螺旋刀位点。

(a)俯视图 (b)轴测图图5 等间距环形轨迹点
为了算出螺旋刀位点,还需要算出同一条轮廓线上的相邻两个轨迹点之间在x,y,z方向上的距离dx,dy,dz。
若将每条轮廓线上的第i个轨迹点依次相连则可以得到一个封闭的曲线,而生成螺旋线的关键就在于将封闭打破,使得第k圈轨迹点可以和第k+1圈轨迹点平滑地首尾相连,构成螺旋线。

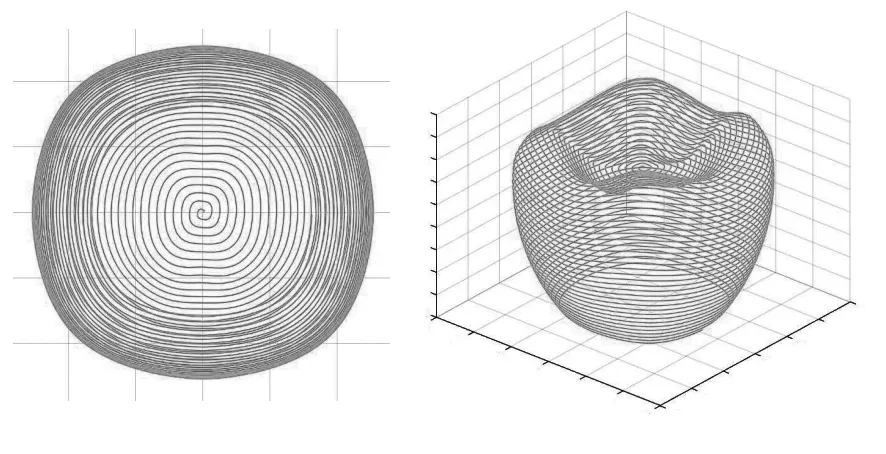
(a)俯视图 (b)轴测图图6 等间距连续螺旋线
每一个轨迹点螺旋化后的坐标为:
(4)
式中,0≤i≤t。
3 实验验证
为了验证本文提出的等残留量连续平滑加工路径规划方法的可行性和正确性,进行了牙齿模型的加工,材料为6061铝合金圆棒,铣刀为直径4mm的球头端铣刀,轨迹间距约为0.15mm,精加工余量为0.3mm,进给速度为2500mm/min,主轴转速为25000rpm。
等高分层加工路径由PowerMill软件生成。图7为使用等高分层加工路径规划方法加工的样品,图8为使用等残留量连续平滑加工路径规划方法加工的样品。

(a)侧视图 (b)顶视图图7 等高分层加工路径加工件
使用等高分层加工路径规划方法加工的模型存在一些问题:平坦面没有得到良好的加工,产生了明显的残余,且难以对刀路进行整体规划,刀路间的拼接刀痕线无法避免。平坦面粗糙度约为Ra26μm,陡峭面约为Ra4μm。与之相比,等残留量连续平滑加工路径迹避免了这些问题,在平坦面和陡峭面上获得了近似的表面残留量和表面粗糙度,约为Ra4μm,且路径平滑连续,没有抬刀。

(a)侧视图 (b)顶视图图8 等残留连续平滑加工路径加工件
4 结论
本文提出了一种基于等残留量连续平滑加工路径的曲面加工方法。使用切分平面截取STL空间模型,获得计算数据,并根据特定算法得出空间螺旋刀路。与传统方法相比,所提出的方法具有以下优点:
(1)路径平滑,机床振动小,保证了工件的表面质量,延长了机床的使用寿命;
(2)这种路径规划方法所产生的表面残余量更少更均匀可以有效地降低表面粗糙度;
(3)可以应用于加工单凸或凹的自由曲面和多凸多凹的复杂空间曲面;
(4)可以明显减少抬刀次数和快速移动次数,提高加工效率。