大力神杯的五轴加工中心编程与加工
2019-02-22易吉祥刘梦怡李全城
易吉祥,刘梦怡,李全城
(厦门理工学院,福建 厦门 361000)
大力神杯的实物模型如图1所示,具体加工制作的模型如图2模型图所示。大力神杯底部刻有“厦门理工学院”字体,其外观具有复杂的空间曲面造型,且各曲面间过渡光洁平滑、图案清晰可见,所以选用五轴联动加工中心进行加工。在进行实际的加工前,先利用PowerMill 软件完成零件的编程,然后设计工装夹具解决零件的装夹问题,最后利用德玛吉DMU40 mono BLOCK 五轴联动加工中心完成零件的加工。加工所用的毛坯为φ85mm×145mm圆棒料,材料为铝合金(6061)。

图1 实物图

图2 模型图

图3 夹具图
1 难点分析
(1)模型的造型:因为大力神杯的外观形状复杂,建模比较困难,因此采用逆向工程技术对原来模型实体的三维坐标数据进行测量,然后在Delcam PowerShape软件中重建模型,最后根据实际要求进行修整,得到如图2所示的模型。
(2)工件的夹持:大力神杯模型是圆柱状零件,外观形状复杂,很难将工件直接固定在工作台上。为解决这一问题,设计了如图3所示的夹具,该夹具采用两侧面一端面的定位方案。
(3)零件的加工:由于大力神杯模型外观较复杂,因此选用PowerMill 软件对它进行自动编程,这就要解决加工程序的编制与后处理问题。同时,在加工过程中刀具主轴要摆动一定角度,因此要避免刀具和工件发生干涉和过切。再者,由于零件有较多细小加工部位,需用R1.5的球刀加工,因球刀直径较小,必须选择合理的加工参数。最后进行精加工时,要选定螺旋式、圆形、线性等精加工表面的走刀方式。
2 大力神杯编程及其加工参数的设定
2.1 零件的粗加工
零件为轴类材料,粗加工只需在两侧面各开粗一半,在XZ平面内创建坐标系1。选用模型区域清除,注意刀具到工作台的避让,避免干涉,具体加工参数如下。
(1)刀具:Ø16mm四刃立铣刀,刀长55mm。
(2)加工参数:转速S3500r/min;进给2500mm/min;每刀切削深度0.5mm。
(3)加工策略:模型区域清除。
(4)粗加工总深度:42.5mm;加工余量:0.25mm。
(5)刀具逼近工件避让:安全平面上50mm。
采用“3+2”定轴开粗,选用“模型区域清除”策略,分别对毛坯的正反两面进行粗加工,分两次去除材料。因此,在设置刀轨过程中需新建1个加工坐标系,该坐标绕X旋转180°生成粗加工刀轨。反面则采用镜像刀具路径完成粗加工,这样粗加工就完成了。此时发现大力神杯的曲面区域余量较大,由于开粗时选择的刀具较大,局部窄槽位置留下较大余量,造成轮廓余量不均匀,所以需换一把Ø6mm立铣刀进行二次开粗。
对曲面部分进行二次开粗,选用模型残留区域清除。选用Ø5mm立铣刀,刀长25mm,加长杆Ø16mm,长度30mm,每刀切削深度0.5mm,使用残留模型,二次开粗完成。全选以上粗加工刀具路径仿真加工,其半边开粗和两边开粗的仿真效果分别如图4和图5所示。
2.2 零件的半精加工
零件半精加工,需激活坐标系3,选用旋转四轴精加工,注意刀具到工作台的避让,具体参数如下。
(1)刀具:R3球刀,刃长40mm。
(2)加工参数:转速S6500r/min;进给2000mm/min。
(3)加工策略:旋转四轴精加工,刀轴自动。
(4)步距:0.2mm,加工余量:0.1mm。
(5)刀具逼近工件避让:安全平面上50mm。(半精加工完成后的仿真图如图6所示)。

图4 半边开粗仿真图
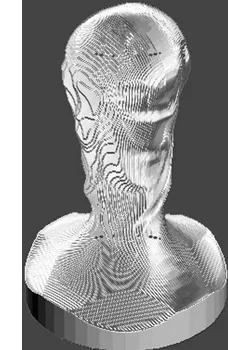
图5 两边开粗后仿真图
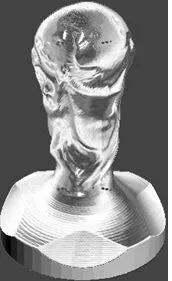
图6 半精加工仿真图
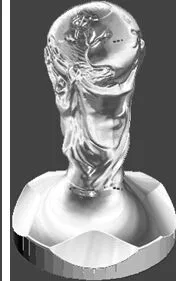
图7 精加工仿真图

图8 刻字仿真图

图9 实物
2.3 零件的精加工
零件精加工需激活坐标系POST,选用直线投影精加工,注意刀具到工作台的避让,具体参数如下。
(1)刀具:R1球刀,刃长10mm,加长杆Ø16mm,长度30mm。
(2)加工参数:转速S12000r/min,进给2500mm/min。
(3)加工策略:直线投影精加工,刀轴前倾/侧倾。
(4)步距:0.1mm,加工余量:0。
(5)刀具逼近工件避让:安全平面上50mm(精加工完成后的仿真图如图7所示)。
2.4 刻字
底座曲面上刻字加工,刻字内容为“厦门理工学院”,字体单线体,激活坐标系3,选用参考线加工,注意刀具到工作台的避让,具体参数如下。
(1)刀具:R1铝用球刀,二刃,刀长30mm。
(2)加工参数:转速S15000r/min,进给:1000mm/min。
(3)加工策略:参考线加工,刀轴自动。
(4)刀具逼近工件避让:安全平面上50mm。
全选以上全部加工刀具路径仿真加工。其仿真加工图和实物图分别如图8、9所示。
3 结语
按上述的工艺参数,经过Delcam PowerShape 软件造型、PowerMill 软件仿真编程、利用自行设计的夹具在五轴加工中心上完成了大力神杯的加工。如图9所示为加工好的大力神杯模型实物图。加工完的大力神杯,其尺寸精度和表面曲面造型等都取得了较好的效果,促进了相关模型的生产加工制作。