废弃聚酯醇解液的回收与循环利用
2019-02-21李艳艳李梦娟葛明桥
李艳艳,李梦娟,2,鲁 静,葛明桥,2
(1.江南大学 纺织服装学院,江苏 无锡 214122;2.生态纺织教育部重点实验室(江南大学),江苏 无锡 214122)
聚酯(PET)作为纺织工业最主要的原料之一,产量居化学纤维之首[1]。随着PET用量的增加,作为生产原料的石油资源日益匮乏,同时,废旧纺织品的囤积也给环境造成了沉重负担[2-3]。为实现废弃PET纤维的高值化利用,通常采用化学再生法将PET降解为单体或低聚物,经分离提纯后再用于聚酯或其他化工产品的合成。其中,乙二醇(EG)醇解法因反应条件温和、工艺流程短、易实现连续化成为聚酯回收中最具工业化前景的一种方式[4]。
目前,国内外在废弃聚酯瓶片的降解与产物再利用方面,工艺较为成熟,降解后醇解液通常采用蒸馏方式进行提纯后再利用[5-6],但在聚酯纺织品醇解及醇解液的回收利用方面鲜有报道,聚酯纺织品相对瓶片含有部分印染和上浆杂质,导致醇解液中乙二醇(EG)的副反应增加,回收利用率低;因此,传统工艺条件下回收的醇解液已无法满足循环用于聚酯降解的要求,与新鲜的EG混合后再用也会降低生产效率,影响产物纯度和品质,部分企业直接将其当作废液处理,增加环境负担,造成大量资源浪费,限制了聚酯纺织品再生的产业化发展[7-8]。
本文在醇解产物重结晶前后对废弃聚酯降解后的醇解液进行回收利用,采用红外光谱(FT-IR)、差示扫描量热法(DSC)和热重分析(TG)对回收后醇解液的主要成分及其再利用产物进行探究,对比 2种回收工艺的EG回收率和对苯二甲酸乙二醇酯 (BHET)产率,并对2种工艺回收后醇解液的再利用次数进行考察,减少聚酯再生环节中的资源消耗。
1 实验部分
1.1 试剂和仪器
试剂:废弃聚酯纺织品,由波司登羽绒服装有限公司提供。乙酸锌(ZnAC2)、乙二醇(EG),均为分析纯,国药集团化学试剂有限公司。
仪器:NICOLET IS10型傅里叶变换红外光谱仪,赛默飞世尔科技有限公司;Q5000IR型热重分析仪,美国TA沃特斯有限公司;GFC·101-1BS型电热恒温鼓风干燥箱,上海博泰试验设备有限公司;DSC-Q200型差示扫描量热仪,美国TA沃特斯有限公司;PTHW型调温电热套,上海越众仪器设备有限公司;SHB型循环水式多用真空泵,郑州长城科工贸有限公司;DF-101SZ型集热式恒温加热磁力搅拌器,巩义市科瑞仪器有限公司。
1.2 实验方法
1.2.1废弃聚酯纺织品的醇解
将EG与ZnAC2按质量比500∶1加入反应器中,在氮气保护下对溶液搅拌加热,通过冷凝回流抑制EG的挥发。待溶液加热至EG沸点(197 ℃)时停止搅拌,在反应器中加入洗涤干燥后的废弃聚酯纺织品(与乙二醇质量比为1∶2),保持恒温反应至聚酯纺织品完全降解。
1.2.2重结晶前回收醇解液
恒温降解2 h后停止加热,待醇解液自然冷却至140 ℃时,抽真空(0.09 MPa),140 ℃下恒温搅拌,调节油浴温度至溶液流速每秒2~3滴,直至蒸馏完毕,得到醇解液A1。保持高速搅拌,待反应器中剩余溶液冷却至110 ℃,加入定量95 ℃蒸馏水,搅拌均匀后趁热通过加压滤网过滤器除去滤渣(一次过滤),滤液在4 ℃下冷却重结晶24 h,过滤(二次过滤)得到产物C1。
1.2.3重结晶后回收醇解液
恒温降解2 h后停止加热,待醇解液自然冷却至110 ℃时,加入适量5 ℃蒸馏水,趁热通过加压滤网过滤器除去滤渣,滤液在4 ℃下冷却重结晶,过滤得到产物D1。将剩余滤液加入反应器,在80 ℃下减压蒸馏出溶液中的水,得到醇解液B1。
1.2.4回收后醇解液再降解废弃聚酯纺织品
将重结晶前后回收的醇解液密封静置48 h,再利用回收处理后的醇解液代替EG对废弃聚酯纺织品进行降解,重复1.2.1节实验。重结晶前后回收醇解液第n次循环利用的溶液分别标记为醇解液An和醇解液Bn,回收后产物分别标记为Cn和Dn。
1.3 性能表征与测试
1.3.1醇解液和醇解产物的结构表征
过滤后固体样品通过溴化钾压片,液体稀释一定倍数,采用NICOLET IS10型傅里叶变换红外光谱仪进行扫描,范围均为4 000~500 cm-1。
1.3.2醇解液和醇解产物的热性能表征
采用差示扫描量热仪对醇解液和醇解产物进行分析,升温范围为80~300 ℃,速率为 10 ℃/min,N2流速为50 mL/min。
采用热重分析仪对醇解产物进行质量检测,采用升温速率为10 ℃/min,升温范围为50~600 ℃,N2流速为50 mL/min。
1.3.3EG回收率和BHET产率测定
多次重复PET降解过程,记录EG投入质量、回收醇解液质量、废弃聚酯投入量和生成产物质量,根据降解原理计算得到EG回收率和BHET产率。
2 结果与讨论
2.1 初次回收后醇解液及其再利用后产物
采用新鲜的乙二醇对废弃聚酯进行降解,在重结晶前后回收醇解液分别得到醇解液A1和B1。静置存放48 h后,分别称取醇解液A1和醇解液B1,以质量比(m醇解液∶mPET=2∶1)代替新鲜乙二醇再降解废弃聚酯,分别得到醇解产物C2和D2。
2.1.1醇解液和醇解产物的结构表征
醇解液A1和B1的红外光谱如图1所示。曲线a和曲线b在3 285 cm-1处均出现醇羟基吸收峰,在2 941和2 873 cm-1处出现亚甲基峰,在1 034 cm-1处出现碳氧键振动吸收峰,证实了醇解液A1和B1中含有大量乙二醇[9]。此外,曲线b在1 715 cm-1左右出现吸收振动,表明醇解液B1中含有羰基结构,可能由于重结晶后回收的醇解液中溶解有少量BHET导致,也有可能乙二醇在混有大量水和催化剂的醇解液中放置过久,发生氧化反应,导致醇解液酸败[10]。
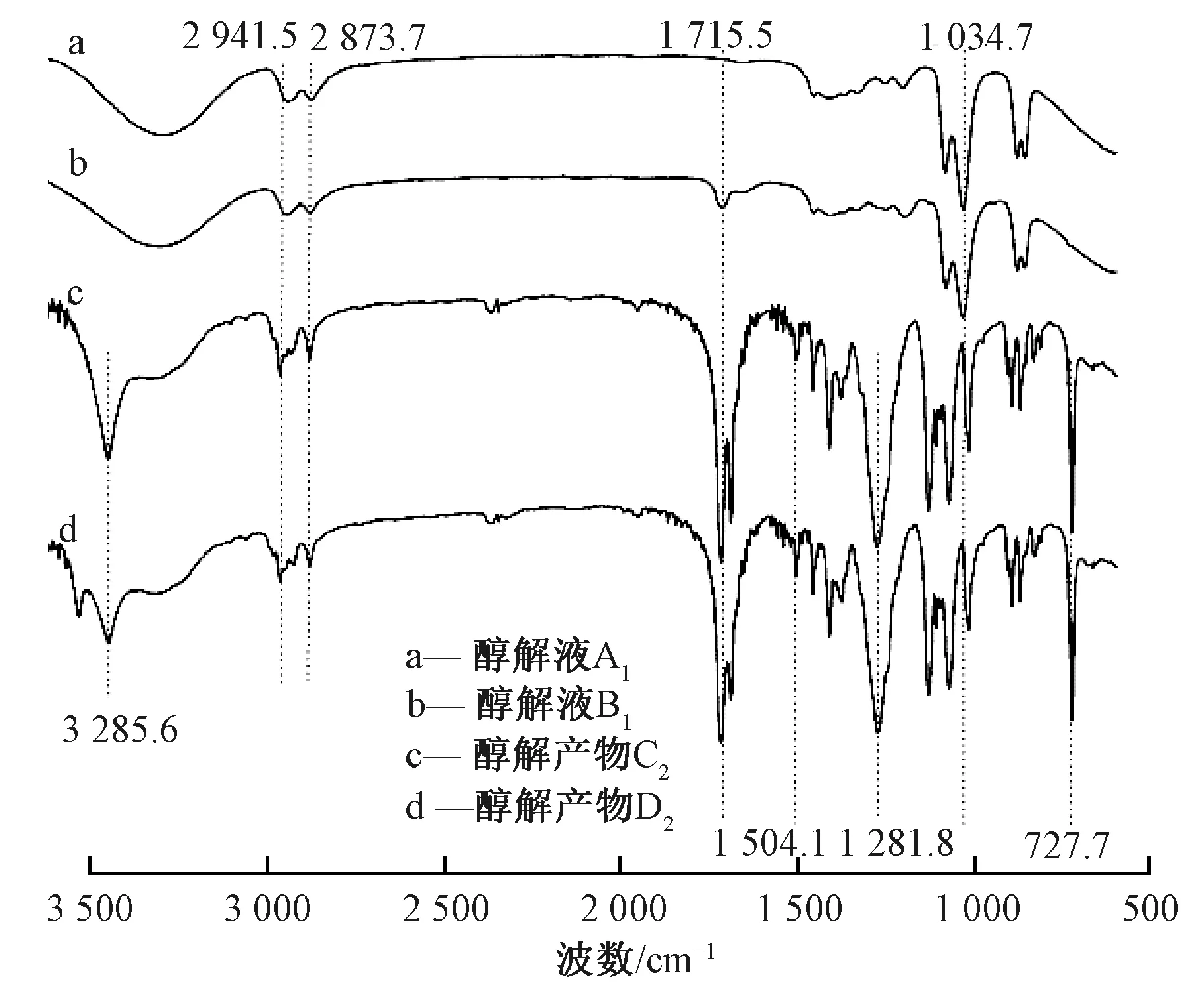
图1 重结晶前后回收醇解液及其再利用产物的红外谱图Fig.1 FT-IR absorption spectra of alcoholysis solution recovered before/after recrystallization and its products in reusing

2.1.2醇解液和醇解产物的热性能表征
醇解液A1和B1的DSC曲线如图2所示。醇解液A1在195 ℃左右开始吸热,在201 ℃出现了尖锐的吸热峰,与乙二醇的沸点197.5 ℃相近,结合红外曲线可推断该吸收峰为醇解液中乙二醇的蒸发吸热导致。醇解液B1的DSC曲线较为复杂,在 109 ℃微量吸热,证实溶液中含有少量BHET。在150~160 ℃间出现较小吸热峰,可能是乙二醇在BHET重结晶过程中发生副反应,部分酸化生成沸点较低产物。在190~208 ℃的较宽吸热峰显示,醇解液B的主要成分仍为乙二醇。重结晶前产物C2和D2的DSC显示,产物中主要成分在105~112 ℃间发生相转变,吸热最高峰都在109 ℃,与BHET的熔点相同[11-12],结合红外曲线可以判断,醇解回收工艺的改变,不会影响产物BHET的生成。
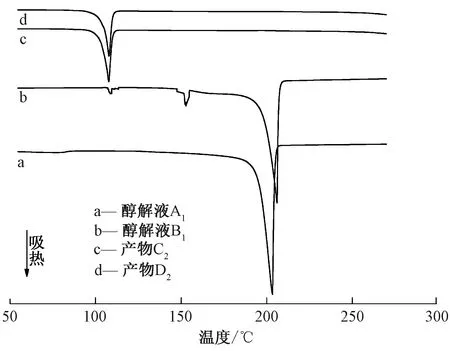
图2 重结晶前后回收醇解液及其再利用产物的DSC谱图Fig.2 DSC spectra of alcoholysis solution recovered before and after recrystallization and its products in reusing
为确定回收醇解液再降解聚酯生成产物中BHET的单体率,对产物C2和产物D2的热稳定性进行分析,如图3所示。
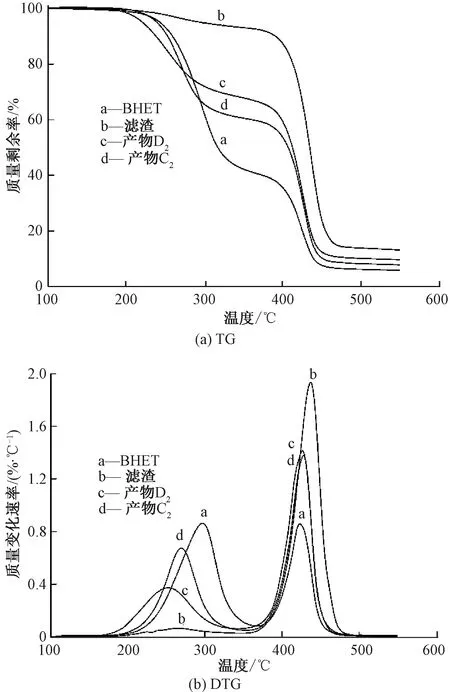
图3 重结晶前后回收醇解液再利用产物的热力学分析Fig.3 Thermogravimetric curves of products in reusing of alcoholysis solution recovered before and after recrystallization
采用单体和二聚体率95%以上的BHET样品作为参比样,可以看出,BHET的热质量减少主要集中在170~360 ℃和375~465 ℃之间。收集醇解后过滤出的废渣用90 ℃水反复溶解过滤3次以上,烘干后测量得到热重曲线,可以看出废渣的质量损失范围主要集中在375~485 ℃之间。
由此推测,170~360 ℃主要为BHET单体中酯键失去乙二醇的裂解过程,375~485 ℃的热质量减少主要由醇解产物中二聚体和不溶于沸水的多聚体裂解导致[13]。500 ℃以后,热质量减少不再发生,残留物主要为废弃聚酯中未能降解的高聚体或纤维中的杂质,产物C2和D2中该部分含量分别为6.3%和 9.2%。在第1阶段,产物C2质量减少68.2%,产物D2质量减少60.1%,最大质量减少温度分别为269 ℃和250 ℃,起始质量减少温度分别为 172 ℃和184 ℃,由此可见产物D2的单体含量较低,未完全降解的杂质相对较多,热稳定性较差[14]。主要由于重结晶前减压蒸馏回收醇解液使得降解后的溶液在减压高温下停留时间延长,导致聚酯降解更充分,单体转化率有所提高。而重结晶后回收的醇解液仅蒸馏出水分,醇解液中成分复杂,再用于聚酯醇解易发生副反应造成单体率降低,含杂量增加。
2.2 醇解液的循环利用
将回收后的醇解液静置存放48 h后,分别称取醇解液An和醇解液Bn(以质量比m醇解液∶mPET=2∶1)代替新鲜乙二醇再降解废弃聚酯,分别得到醇解产物Cn+1和Dn+1。
2.2.1EG回收率和BHET产率
废弃聚酯醇解反应原理见文献[4,9],理论参与反应的EG与PET质量比为1∶3,实际投入的EG与PET质量比为2∶1,因此反应结束后,醇解液中理论可回收EG的量应为投入量的83.33%。 EG回收率(RE)和BHET产率(YB)[15]计算公式如下:
(1)
(2)
式中:Wx为循环回收得到醇解液的质量,g;WE为实际投入的EG质量,g;Wd为降解后产物质量,g;WPET为实际投入的PET质量,g;Mp为PET重复单元的分子质量,192 g/mol;MB为BHET的分子质量,254 g/mol。
EG回收率和BHET产率随循环次数的变化如表1所示。

表1 醇解液再利用后EG回收率和BHET产率Tab.1 EG recovery yield and BHET product yield in reusing of alcoholysis solution
采用新鲜的乙二醇对废弃聚酯进行降解时,重结晶后EG回收率比重结晶前多2.1%,BHET产率高0.9%。利用回收的醇解液进行循环降解时,重结晶前醇解液表现出较高的稳定性,在5次循环过程中EG回收率保持57.1%以上,BHET产率在58.9%以上。而重结晶后回收的醇解液仅可循环 1~2 次,EG回收率和BHET产率随循环次数增加出现明显下降。在第3次循环中,EG回收率仅23.7%,回收后的醇解液中杂质含量过高,蒸馏时多组分共沸,导致EG大量损失,回收的醇解液无法再用于废弃聚酯的降解。
2.2.2循环利用与回收后醇解液的热性能分析
重结晶前回收的醇解液循环利用3次后,得到醇解液A3,其DSC曲线的吸热峰从192 ℃开始,在209 ℃达到最大值。相对于图2中醇解液A1的DSC曲线,醇解液A3的最大吸收峰右移,但主要成分未发生明显变化。在循环至第5次降解时,DSC曲线从211 ℃开始出现热吸收,最大吸热峰右移至245 ℃。结果表明,重结晶前回收的醇解液循环使用3次以内对再降解影响较小,而在第5次循环降解过程中,醇解液中杂质含量明显增多,反应中乙二醇发生自聚生成二甘醇(沸点为244.8 ℃)或聚乙二醇(沸点>250 ℃),导致溶液中主要成分沸点提高。
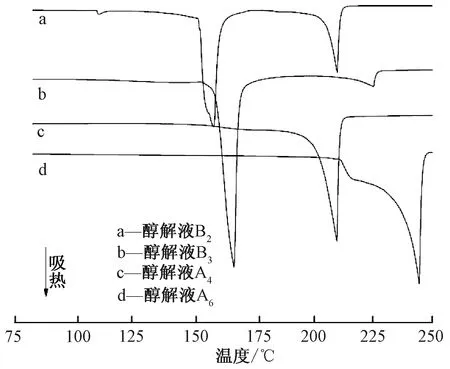
图4 循环回收与利用过程中醇解液的DSC表征Fig.4 DSC curves of alcoholysis solution in recycling and reusing
图4示出循环回收与利用过程中醇解液的DSC曲线。
重结晶后回收的醇解液在第1次降解过程中已经发生副反应(如图2中曲线b),再利用过程中,醇解液DSC的热吸收主峰由200~210 ℃向150~170 ℃转化。溶液中主要成分发生明显变化,可能是EG在水、BHET和催化剂的混合溶液中放置时间过长,氧化成醛或酸等沸点更低的产物,或是醇解液中残留的BHET与EG在反复蒸馏过程中发生副反应,导致EG的酸化变质,无法再用于废弃聚酯的降解。在循环至第3次时,醇解液中副反应产物的含量明显高于EG含量,分离难度大,回收与再利用效率明显降低。
3 结 论
分别采用重结晶前后蒸馏回收的醇解液代替新鲜EG对废弃聚酯进行降解,结合红外光谱、热分析等测试方法,对回收后醇解液的主要成分以及降解产物进行了探究。
重结晶前回收的醇解液主要成分为EG,再降解涤纶后产物为BHET,单体率相对较高,可循环使用4~5次,EG回收率在57.1%~89.2%之间,BHET 产率在58.9%~70.3%之间,达到循环上限后醇解液中杂质主要为EG自聚产物。
重结晶后回收醇解液增加了EG与醇解液中BHET、水、催化剂的副反应,回收后醇解液主要成分为EG和EG氧化物,再降解聚酯后产物为BHET,单体率相对较低,可循环使用1~2次,达到循环上限后,EG回收率由91.3%降至23.7%,BHET产率由71.2%降至50.2%,随循环次数增加溶液中EG氧化物取代EG,回收醇解液不可再用于废弃聚酯的降解。
FZXB
