石墨烯复合高性能聚乙烯醇纤维的制备方法
2019-02-21安徽皖维高新材料股份有限公司山东省圣泉生物质石墨烯研究院
文/沈 瑞 张 安(.安徽皖维高新材料股份有限公司.山东省圣泉生物质石墨烯研究院)
高性能聚乙烯醇纤维是针对某些专门用途,通过化学改性或共混改性方式开发的高性能产品。这类产品多具有特殊性能,能够满足某些特殊领域的需求,如阻燃纤维、电池隔膜纤维、作训服专用纤维等,其市场价格通常比常规产品高出2000~3000元/吨甚至更多。高性能纤维的开发,给聚乙烯醇纤维产品及市场注入了新的活力[1]。高强高模聚乙烯醇纤维具有极高的理论强度和模量,在高性能纤维制备研究领域具有很大潜力。将改性后的石墨烯与聚乙烯醇均一复合,通过硼交联湿法纺丝方法可制得石墨烯复合高性能聚乙烯醇纤维。安徽皖维高新材料股份有限公司拥有年产3.5万吨高强高模聚乙烯醇纤维生产线,通过开发高性能聚乙烯醇纤维能满足高端用户的需求,对发挥皖维纤维品牌优势、占领纤维生产制高点具有重要的意义,为此从原液制备、纺丝成型、热处理等工序研究了石墨烯复合高性能聚乙烯醇纤维的制备。

一、实验
1.原料
聚合度1600~1900、醇解度大于99%的聚乙烯醇树脂、低压蒸汽、脱盐水,安徽皖维集团有限责任公司生产;石墨烯晶体复合液、芒硝、醋酸、硼酸、戊二醛、硼氢化钠,市售。
2.原液的制备
聚乙烯醇16~19份,水78.6~81.0份,硼酸1.1~1.3份,醋酸0.9~1.1份,石墨烯0.2~0.4份,交联剂0.018~0.022份,还原剂0.182~0.178份,加入到溶解釜中。启动溶解釜搅拌装置、打开低压蒸汽阀门通入低压蒸汽给物料加热,当溶解釜内物料温度升到98℃时,停止加热;启动循环泵循环溶解4~5h,取样测量浓度为14%~16%时,即为合格的纺丝溶液即纺丝原液;原液经过滤程序进入脱泡桶,脱泡桶由温度为101±2℃的保温水保温,静置 4~8h。
3.纺丝成型
脱泡完成后原液由压缩空气压入调压槽,进入纺丝工序。原液经计量泵从喷丝板喷出,其喷丝头规格为12000~15000孔、孔径为0.12~0.13mm、单锭吐出量为1150~1250mL/min;原液细流在凝固浴中脱水形成初生纤维,该凝固浴为温度45±2℃、浓度380g/L的硫酸钠溶液。初生纤维经导丝盘拉伸后进行中和、湿热拉伸、水洗、上油工序。
4.热处理
上油后的纤维在罗拉的牵引下进入干燥机进行干燥、预热、干热牵伸、热定型、冷却处理。干燥分两段进行,第一段干燥温度55~65℃,时间约185~195s;第二段干燥温度95~105℃,时间约225~235s。预热是将干燥丝的水分进一步烘去,加热温度170~190℃,时间116~122s。干热牵伸温度215~225℃,时间37~42s。热定型温度230~240℃,时间39~45s。经干热牵伸后,测定RP值,通过RP值调节干燥机温度、罗拉速度,当RP值≥104℃时,丝束进行卷绕送到切断工序。
二、结果与讨论
1.聚乙烯醇原液浓度
通过调节原液浓度,测定纤维断裂强度和模量,并观察纺丝现象,结果见表1。从表1可以看出,原液浓度较高时,形成的初生纤维结构比较均匀,纤维的强度也比较高;但当原液浓度低于14%时,原液凝固速度缓慢,初生纤维出现大量并丝,纤维强度降低。经多次试验得出,当原液浓度为15%时,原液凝固正常,初生纤维结构均匀,成品纤维强度高。
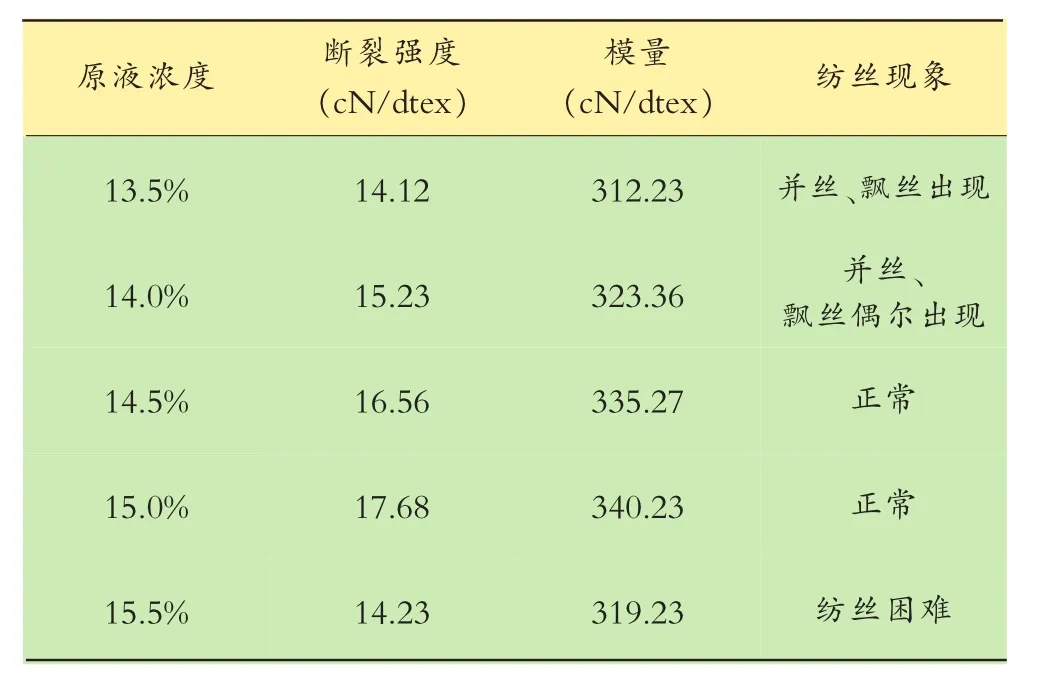
表1 原液浓度对纤维力学性能的影响
2.石墨烯浆液浓度
通过调节石墨烯浆液浓度,测定纤维断裂强度和模量,结果见表2。从表2可以看出,当原液浓度一定,浆液浓度较高时,成品纤维强度提高比较明显;但当浆液浓度低于0.4%时,成品纤维强度提高幅度很小。经多次试验得出,当石墨烯浆液浓度为0.6%时,成品纤维强度无法再大幅提高且趋于稳定。
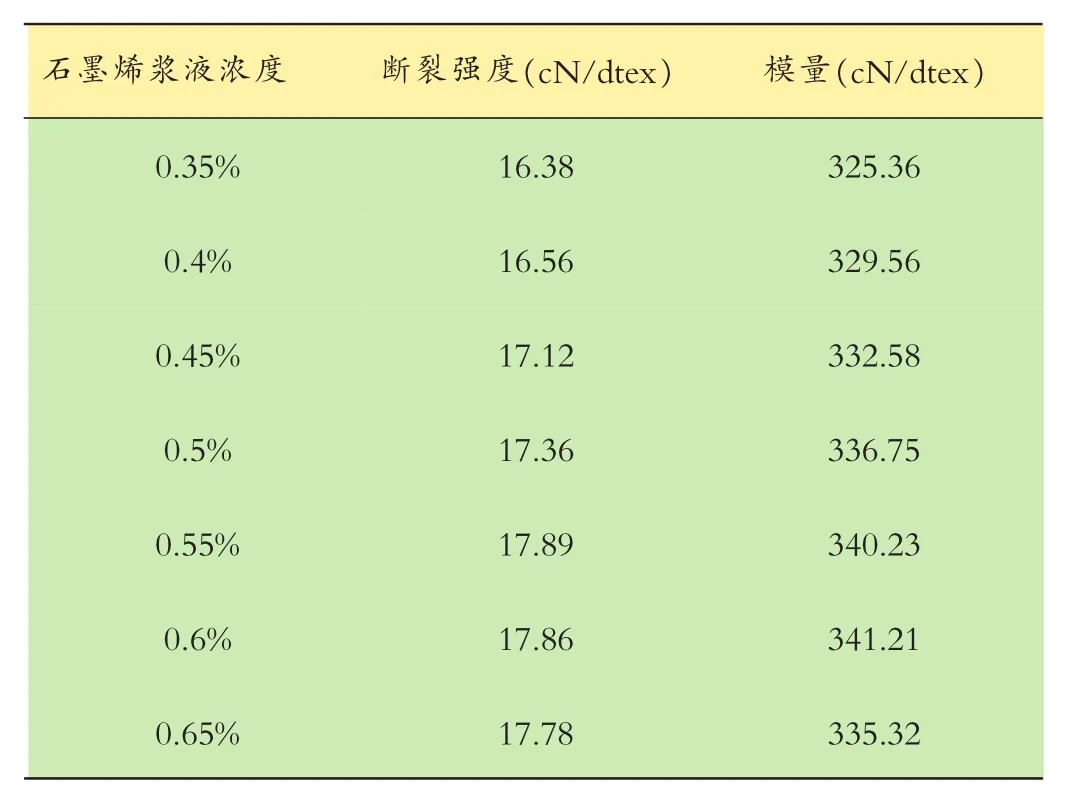
表2 石墨烯浆液浓度对纤维力学性能的影响
3.凝固浴浓度
通常,浓度越高,凝固能力越强,原液脱水凝固速度越快。但浓度太高,则凝固速度太快,易造成纤维内外层结构不均匀,使拉伸困难。并且达到饱和浓度时,硫酸钠容易结晶析出,堵塞管道[2]。表3是不同的凝固浴浓度对纺丝成型的影响,从中可以看出,当凝固浴浓度低于370g/L时纤维凝固情况较差,出现并丝;但是当浓度超过410g/L时,硫酸钠析出较多,损伤丝束,并且使凝固浴循环困难。
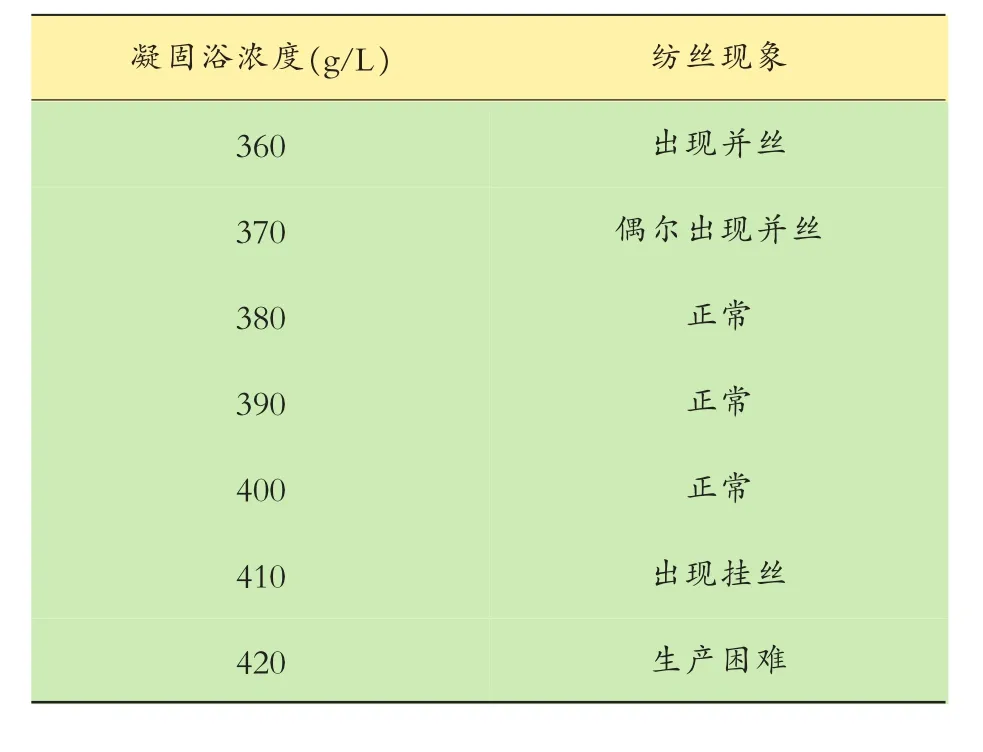
表3 凝固浴浓度对纺丝成型的影响
4.凝固浴温度
通常凝固浴温度应选定在40~50℃之间,在此温度范围内,硫酸钠在水中的溶解度达到最大值,凝固能力最强。凝固浴温度提高,纤维成型过程中的双扩散速度增大,凝固浴的凝固能力也提高。但在聚乙烯醇纤维成型过程中,随着体系温度的升高,聚乙烯醇大分子的热运动增强,其在凝固浴中的溶胀也同时增大。因此,当这种效应显著时,凝固浴温度过高反而抑制分子的凝集,并出现不完全凝固,致使纤维质量下降[3]。生产实践表明,这一转折点大致出现在48℃左右。从表4可以看出,凝固浴的正常温度为43~45℃。
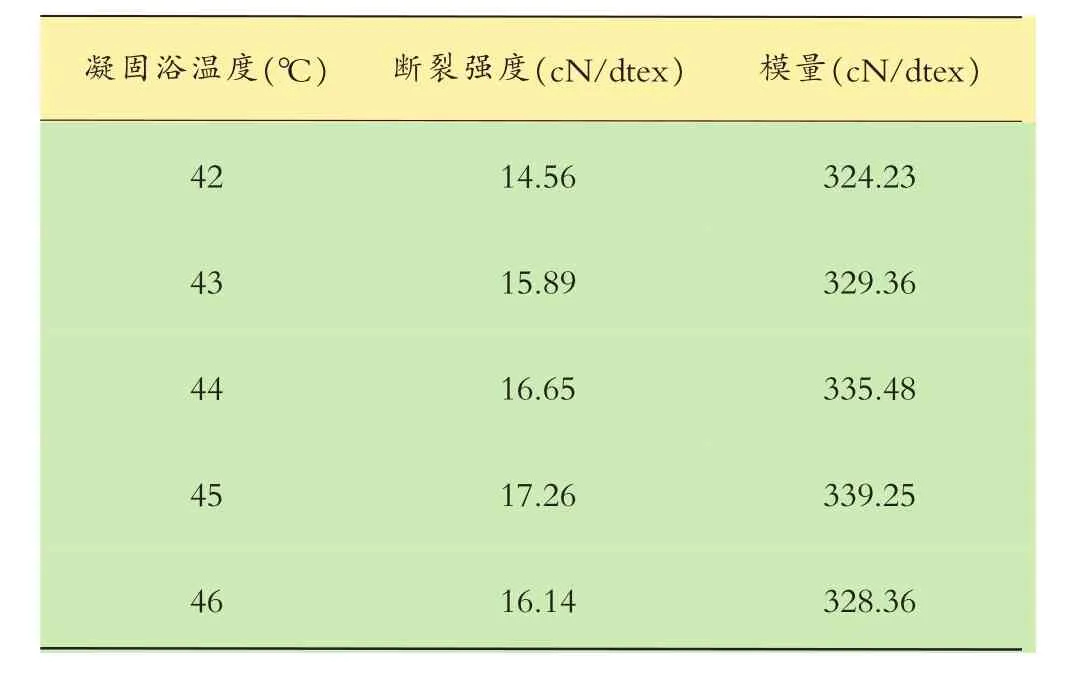
表4 凝固浴温度对纤维力学性能的影响
5.热处理工艺
在拉伸过程中,聚乙烯醇纤维的取向度和结晶度均随拉伸倍数而提高,但二者的变化规律不同。随着拉伸倍数的增加,纤维的取向度急速提高,随后趋于平缓。相应的结晶度的提高则是连续并不断变化的过程。聚乙烯醇纤维所能经受的最大拉伸倍数约为12倍。表5为各段拉伸倍数分配表。
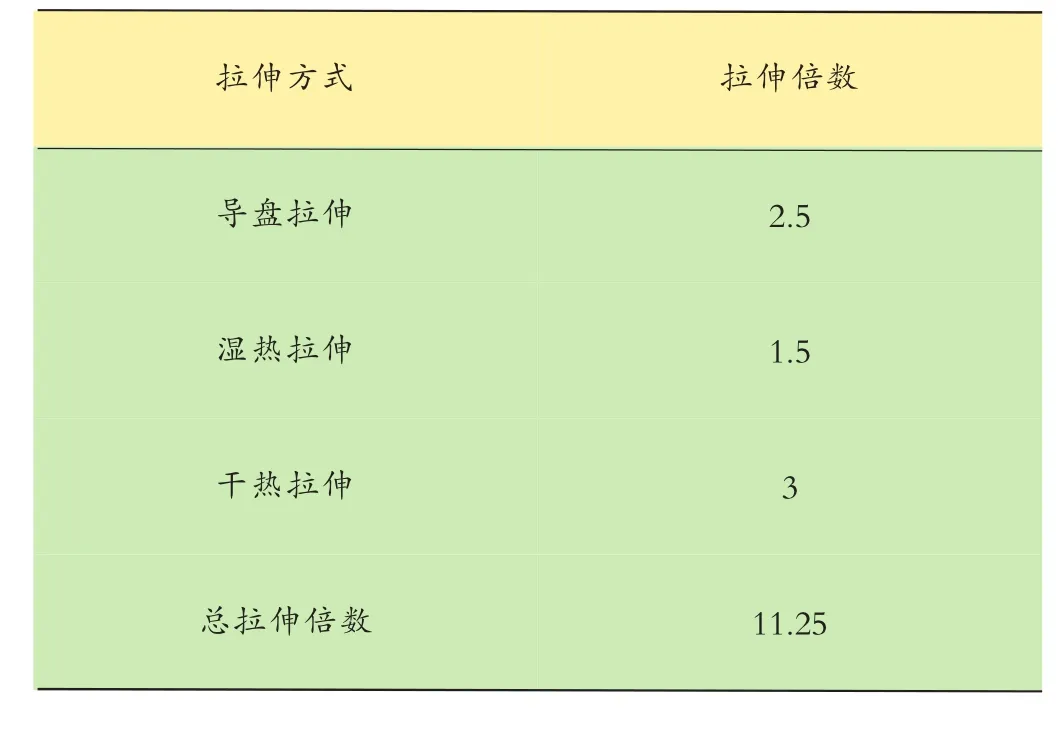
表5 湿纺纺丝工艺中的各段拉伸倍数分配
热处理必须有一定条件、一定温度和一定时间。如果温度较低或时间较短,热处理就不充分。反之,如果热量太大、时间太长,大分子热运动过分剧烈,分子由伸直状态变为卷曲状态,取向度和结晶度下降,敛集力小于收缩力,热处理效果反而不好。因此,热处理温度和时间只能控制在一定范围内。
三、结论
(1)通过添加石墨烯浆液和助剂,采用硼交联湿法纺丝工艺可以制得强度为16~18cN/dtex、模量为325~360cN/dtex的高性能聚乙烯醇纤维。较佳的生产工艺为:石墨烯浆液浓度为0.4%~0.6%;原液浓度为14%~15%;凝固浴温度为45±2℃;凝固浴浓度为370~410g/L;第一段干燥温度60℃,时间约为190s;第二段干燥温度为100℃,时间约为230s;预热温度为180℃,时间为119s;干热牵伸时温度为220℃,时间为40s;热定型温度为235℃,时间为42s。
(2)纺丝原液的性能严重影响成品纤维的质量。
(3)热处理工艺中,为了达到最大拉伸倍数,通常采用各种拉伸方式配合的方式。
(4)时间、温度、速度是影响纤维热处理效果的重要因素,直接决定了纤维的力学性能。