不同挤压方法对6082合金棒材粗晶环的影响
2019-02-20韩世涛王周冰
王 宇, 韩世涛, 王周冰, 唐 君, 刘 欢
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
6082铝合金属于Al-Mg-Si系合金,具有中等强度,良好的塑性,以及优良的耐腐蚀性[1-2]。该合金在挤压生产过程中经常出现粗晶环。粗晶环的产生,与合金的化学成分、均匀化退火制度、变形温度、变形程度、固溶热处理温度、加热速度、退火温度和保温时间等因素有关,该组织的存在会降低材料的力学性能和物料特性[3]。本文通过采用相同吨位挤压机,分别对采用正、反向挤压方法生产的6082挤压棒材试样进行检测分析,研究不同挤压方法对6082合金棒材粗晶环的影响,确定最佳挤压方法。
1 试验材料及内容
本文选用6082铝合金优质铸锭,其成分见表1。采用20MN正挤压方法、反挤压方法进行两组Φ40mm棒材挤压生产,挤压工艺见表2。

表1 6082 合金化学成分(质量分数,%)

表2 挤压工艺参数
生产工艺流程为,铸锭加热→挤压→淬火→拉伸矫直→成品锯切→人工时效→验收→交货。根据力学性能、低倍粗晶环、组织晶粒度评定制品品质及两种不同挤压方法对粗晶环的影响。
2 试验结果及分析
2.1 宏观低倍组织及力学性能
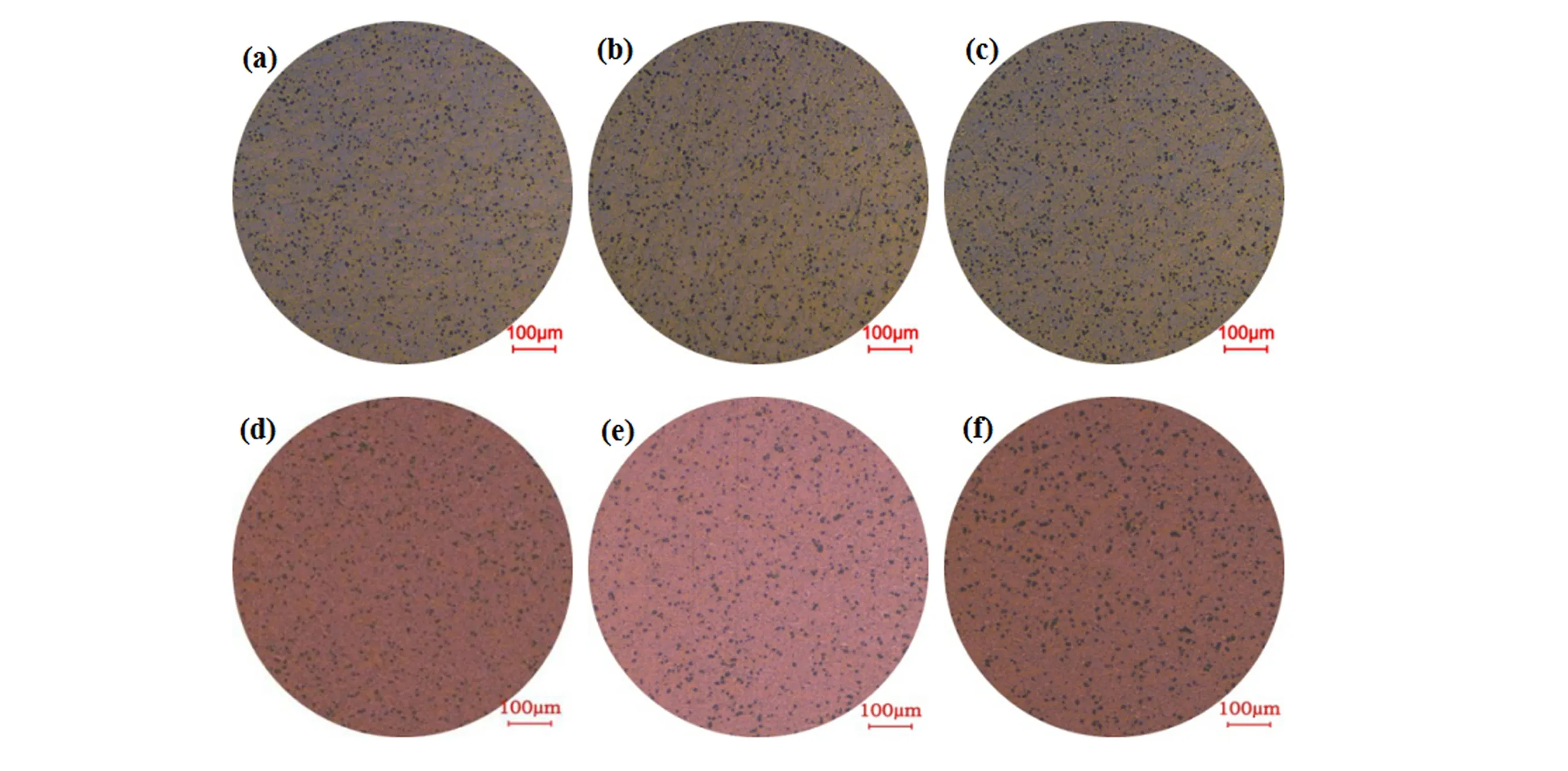
分别在同一批次正、反向挤压棒材各取3个试样,编号分别为1#、2#、3#、4#、5#、6#(1#、2#、3#为正挤压制品试样,4#、5#、6#为反挤压制品试样)。使用日本岛津AG-X100KN型电子万能试验机对其试样进行力学性能检测,同时进行金相低倍组织检验。具体检验过程如下:(1) 把洗削加工好的试样放入20℃~35℃、浓度为15%~25%的NaOH溶液中,腐蚀20min~30min;(2) 将试样取出迅速转入流动的清水中冲洗,然后再放入20%~30%的HNO3溶液中,酸洗15min后,除去黑色碱蚀产物达到清洁;(3) 将试样取出用流动的清水冲洗干净,进行观察。其结果见表3,低倍组织如图1所示。从表3可知,在保证低倍无粗晶的条件下,反向挤压生产的棒材力学性能抗拉强度最高可达379MPa,屈服强度可达364MPa,伸长率可以达到16.5%。正向挤压棒材低倍组织中出现粗晶环且尺寸达到3.5mm,不符合客户技术要求,而反向挤压棒材低倍组织中粗晶环尺寸符合客户要求。反向挤压方法明显减小低倍组织中粗晶环尺寸。
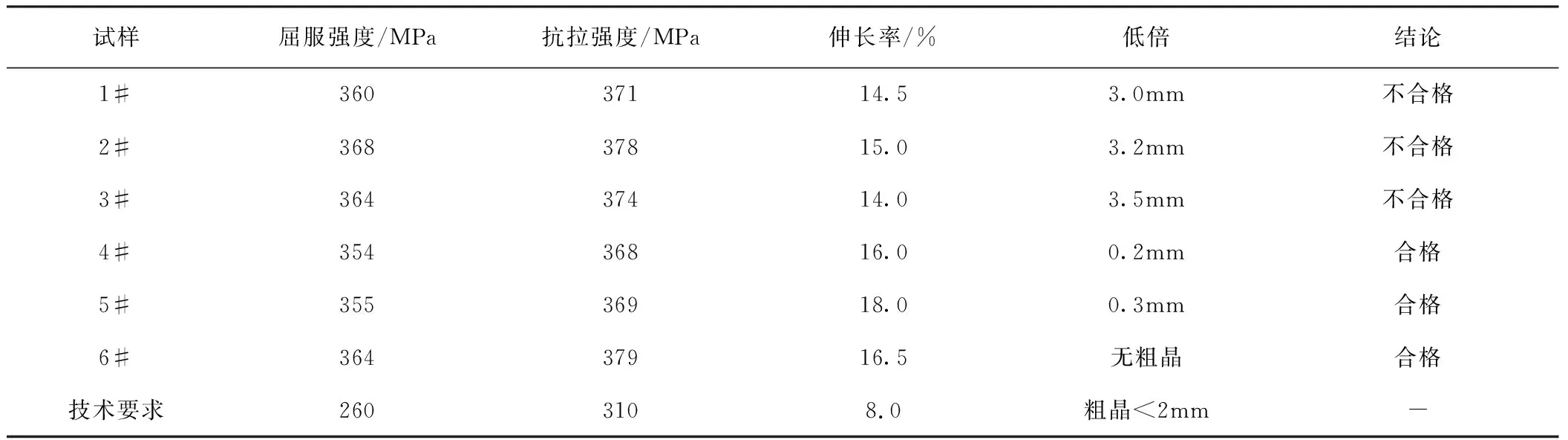
表3 挤压棒材力学性能及低倍组织

(a)1#; (b) 2#; (c)3#; (d) 4#; (e) 5#; (f) 6#图1 挤压棒材低倍粗晶环Fig.1 Macroscopic coarse grain ring of extruded bar
2.2 显微组织
采用蔡司AX10型光学显微镜(OM)对试样进行过烧组织检测(明场)和晶粒度评级(偏光),过烧组织如图2所示,基体晶粒度如图3所示,皮质晶粒度如图4所示。可知,6个试样组织均未见过烧,用比较法、计算法可得3个正向挤压制品试样基体晶粒度均为7级,1#皮质层晶粒度-0.5级、2#皮质层晶粒度-1.5级、3#皮质层晶粒度-2.5级。3个反向挤压制品试样基体晶粒度均为6级,4#皮质层晶粒度-1级、5#皮质层晶粒度-1.5级、6#皮质层晶粒度-0.5级。所以,正向挤压制品基体晶粒度7级优于反向挤压制品基体晶粒度6级,基体晶粒度比较均匀、细小,两组试样基体晶粒度均满足客户要求>3级;反向挤压皮质层晶粒度略好于正向挤压皮质层晶粒度,满足标准要求皮质层晶粒度>-5级。

(a)1#; (b) 2#; (c) 3#; (d) 4#;(e) 5#; (f) 6#图2 过烧组织Fig.2 Over burning tissue
(a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#图3 基体晶粒度Fig.3 Base grain size

(a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#图4 皮质晶粒度Fig.4 Cortical grain size
3 结论
金属在反挤压时,因变形只发生在模孔附近,没有明显的金属流动速度差异现象,不出现大的摩擦力区域,金属变形较均匀,所以不出现粗晶环,就是出现也很薄[4]。反挤压时金属的变形区仅靠模面,变形区后面的金属不发生任何变形。沿制品长度方向金属流动均匀性优于正挤压。靠近模面处仅产生一高度很小的金属流动死区,该死区金属几乎不参与变形,直到挤压最后阶段,挤压筒内剩余坯料长度很小时才产生显著的横向流动。反挤压制品横断面组织要比正挤压制品的均匀得多,反挤压制品头尾部变形程度较正挤压的要均匀。反挤压时坯料边部无激烈摩擦而产生的强附加剪切变形。反挤压时,坯料最表层(< 2 mm)被阻止在模面附近的死区内,而稍深层金属可能直接流入制品表层中,尾端金属无倒流现象。沿制品截面上和长度上的变形比正挤压时更均匀,因而制品沿截面和长度上的组织与性能比较均匀[5]。而粗晶环主要的产生原因为挤压变形不均匀、挤压变形小、或变形不充分、或处于临界变形范围[6]。反挤压生产正是有效减小挤压时制品与挤压筒的摩檫力,抑制了粗晶环的产生。试验通过采用20MN正、 反向挤压生产的6082棒材, 对其进行检验分析, 得出以下
结论:
(1)正向挤压制品基体晶粒度优于反向挤压制品基体晶粒度,可达7级;
(2)反向挤压制品皮质层晶粒度等级大于正向挤压制品皮质层晶粒度等级;
(3)正向挤压棒材低倍组织中出现粗晶环且尺寸达到3.5mm,不符合技术要求,而反向挤压棒材低倍组织中粗晶环尺寸符合技术要求。在保证低倍无粗晶的条件下,力学性能抗拉强度最高可达379MPa,屈服强度可达364MPa,伸长率可以达到16.5%。
