3D打印机G代码预处理优化算法
2019-02-15余道洋
余道洋
合肥工业大学机械工程学院,合肥,230009
0 引言
传统方法中,当一个三维模型需要打印时,首先由三维建模软件或设备建立一个三维模型,然后将三维模型文件转换成目前大多数3D打印机系统通用的STL格式,再经过切片软件将三维模型按照用户设定的层高将模型切成一层层的截面进而对每一层截面进行路径规划,最后生成3D打印机通用的格式G代码文件输入到3D打印机进行打印[1-2]。3D打印机的控制系统Marlin在处理G代码时,需要经过字符串识别命令并转换提取数值,接着执行相对应的工作[3],当G代码命令为直线移动时,则须执行直线坐标运算、直线轨迹规划及连接速度计算等运算;控制系统在打印过程中还要处理中断、温度检测、加热温度控制及打印头移动控制等任务[4]。Marlin系统及其他开源3D打印机控制系统,目前只支持单核处理器,只能应付目前的工作需求,若在产品开发过程中增加新功能导致处理器无法负担时,只有使用更快更好的处理器来回应,这就限制了3D打印机日后的发展。
为了突破开源3D控制系统的限制,本文提出改变原有的开源打印机的代码处理模式架构,使用一种新的代码处理方式,将部分处理程序在PC段先行运算处理完毕后,再输入3D打印机中执行,以此提升代码处理的速度和效率,减少处理器负担并节省CPU处理时间,并可为系统留下更多的发展空间,且通过PC端的预处理可得到更优化的运算结果。本文选定由切层软件自动生成的G代码程序进行外部处理,于PC端设计程序软件,输入G代码程序,处理完成后输出成自行定义的文件格式,再输入到修改后的Marlin系统中进行处理,并与原始处理机制进行两者处理时间差异的比较,以证明预处理机制的优点。
1 3D打印机G代码预处理机制架构
本文研究的3D打印机G代码预处理机制架构采用间接打印的方式。当切层软件将STL文件转换成G代码后,先经由本文研究开发的G代码预处理程序预先处理转换成自行定义的GPRE格式文档,存储于PC机中,再通过串口输入到打印机中进行打印,因此,本文研究的3D打印机G代码预处理架构分为两大部分:
(1)PC端的G代码预处理程序负责将G代码文件预先进行路径规划后,输出成本文自行定义的预处理文件GPRE文件。
(2)在熔融沉积成形(fused deposition modeling,FDM)3D打印机端将Marlin系统固件修改成一个不需执行路径规划运算的软件系统。
一般3D打印机在打印零件时是一边编译G代码一边执行打印,所以G代码的预处理就是将原本由3D打印机控制系统Marlin所需处理的G代码程序移出至PC端先行编译,然后输入至打印机执行打印。由于在原来的Marlin中打印时G代码文件的处理都是依序读入命令及运算处理再存入队列架构的块缓冲器中,等待电机驱动程序提取,加上运算时绝大部分的运算参数皆为固定参数或是由前次运算产生,所以G代码的预处理程序就是将一部分处理程序由3D打印机的控制系统“移植”到PC端由软件来处理。
1.1 G代码预处理程序流程
预处理程序工作可分为文件输入与输出、指令分析与字符转换、指令运算处理3个部分,工作流程见图1。

图1 G代码预处理程序流程图Fig.1 G code preprocess flowchart
(1)文件的输入与输出。当预处理程序开始时,会先根据输入的文件名开启文件,并建立文件名相同、后缀名为GPRE的预处理文件,并将预处理的结果存入该文件中。
(2)指令分析与字符转换。以“行”为单位读取文件内容并分析,首先判断该行的指令类别,对G预备功能指令或M辅助功能指令分别进行处理;若为G预备功能指令,那么接着将由字符组成的G代码指令中代表数值的部分转换成数值,再将所转出的功能参数分别存入相应的暂存器中,供指令运算处理提取使用。
(3)指令运算处理。当代码指令分析完成后,根据指令的不同进入各自的处理程序,并进行判断。①若为G预备功能命令,则进入预备功能处理程序,再根据不同命令分别作如下不同处置:若G为G0或G1指令,由于G0和G1基本功能类似,G0和G1指令在Marlin中被视为同一功能,因此在执行预处理时,也被视为同一功能,首先提取代表各移动轴移动的目标点位置及移动速度参数,再开始进行路径规划,计算各轴电机移动参数,运算结果按照本文规划的文件封包格式存入预处理文件中;若为G92指令,则根据指令参数重设该轴位置参数,下次运算时会以新位置参数来计算移动位置。②若为M辅助功能命令,则进入辅助功能处理程序,由于辅助功能命令是作为变更内部系统设定及动作的功能命令,无需预处理,因此所有辅助功能命令都是按照规划的文件格式,直接转换成数值封包存入预处理文件中的。
1.2 G代码预处理文件数据结构
分析3D打印G代码文件时会发现,打印指令绝大部分都是由G1指令构成的,因此G代码预处理的工作重点就是连续的直线路径规划。直线路径规划的工作是输入各轴目标位置及目前速度后,计算目前位置移动到下一个位置时,控制步进电机动作所需的各项参数。由于步进电机在启动时速度不能太大,必须要有一个加速过程,因此在G代码文件预处理时,要规划加减速算法,本文经过综合考虑,采用梯形加减速速度控制算法。经计算产生的参数及说明见表1,表1中的步数是指步进电机转动一个步距角时,驱动执行机构所移动的直线位移。
由于预处理程序主要做G代码路径规划的预先计算处理,所以本文将G代码预处理后文件数据结构分为两类:一类是路径规划运算完成后所产生的数据,另一类是不经运算处理直接转换成数据的状态控制及辅助功能指令所产生的数据。这两类数据封包格式分别为:①直线轨迹计算文件封包格式,用于记录路径规划运算完成后所产生的数据,封包大小为84字节;②状态控制及辅助功能指令封包格式,用于记录不经运算处理直接转换成数据的指令,封包大小为12字节。本文规划了开头码与结束码作为每一段封包的识别标记。
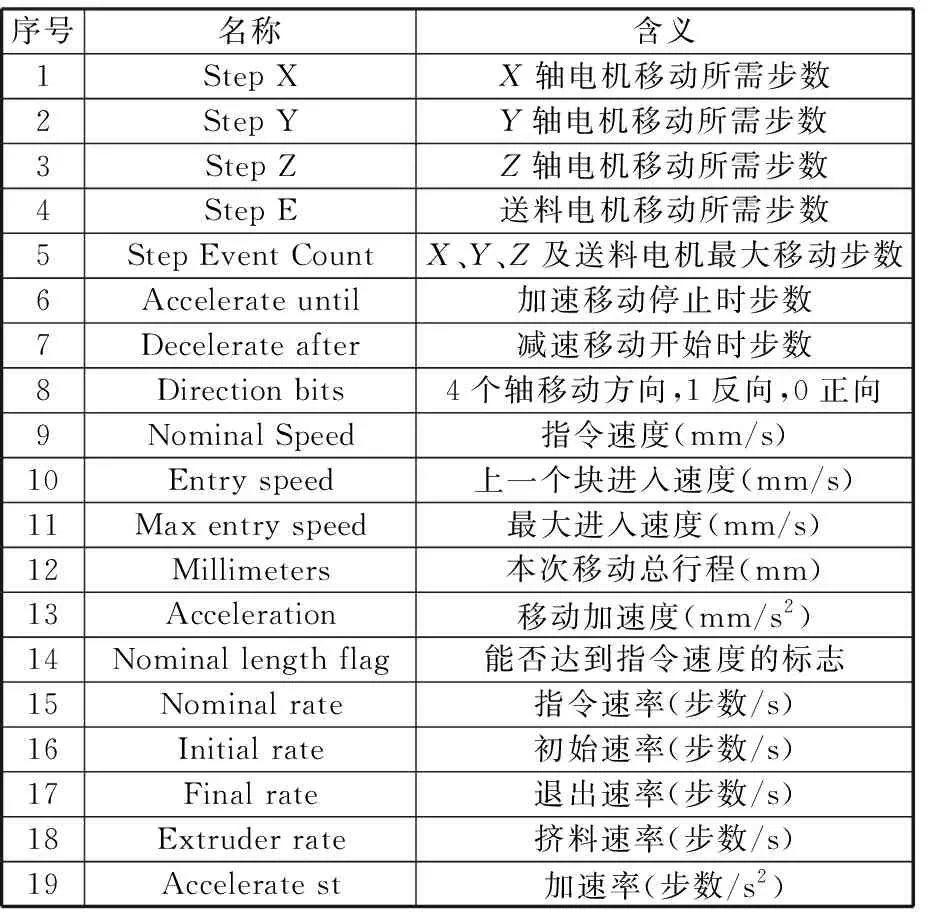
表1 采用梯形加减速控制算法的直线轨迹参数
1.3 G代码预处理程序前瞻控制算法
为了保证大量微小线段的连续运行,避免在运动过程中出现停顿,G代码预处理程序必须具备对多段微小线段进行预读的前瞻控制功能,提前优化相邻程序段转接处速度和判别减速区域[5],实现程序转折和减速区域的平滑过渡,从而避免冲击,提高打印成形质量。前瞻控制通过提前检查将在某一特定程序段内执行的数据,以验证控制系统能否处理所要求的路径,如果检查结果显示存在问题,就要对程序指令中速度进行修正,包括相邻程序段转接处速度优化算法、反向速度规划算法及熔丝挤出速度优化算法等。
1.3.1相邻程序段转接处速度优化算法
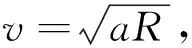
已知
则
式中,δ为图2中OA的长度,本文预设δ=0.1mm;θ为相邻路径段之间的夹角,即第一条路径段终点处的进给方向与第二条路径段起点处的进给方向之间的夹角。
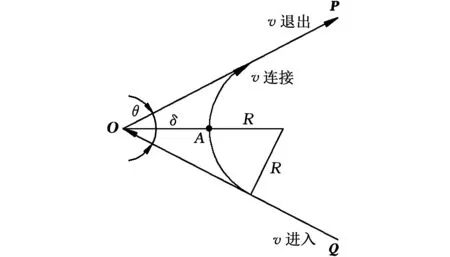
图2 连接速度计算示意图Fig.2 Schematic diagram of connection speed calculation
1.3.2反向速度规划算法
对于单个线性程序段来说,在插补过程中需要提前预测减速点,确定何时进入减速区域,从而保证在系统运行到终点时,速度达到预定值[6]。切片软件生成的G代码多为微线段,对于连续微线段的插补,由于线段长度很短,则减速点可能在上一个程序段中,甚至在转接点之前多个程序段中,因此在插补过程中仅仅保证本程序段终点速度没有超过最高限速是不行的。并且由于没有预见到后面的减速情况,可能在插补到某个程序段处,基于减速能力的限制,系统无法减速到该程序段终点限制速度,从而产生过冲。
本文为了保证在打印过程中不产生过冲,G代码预处理程序采用对所预读的程序段进行反向速度规划的方式进行速度规划。该过程从预读程序段的最后一段Nn开始反向计算各段程序Nj(j=1,2,…,n)所允许的最大初速度,具体计算方法是根据每段给定的末速度ve及运动距离s,以梯形加减速作为速度曲线进行倒推,求得最大初速度vs,并将计算出的第Nj段允许的最大初速度作为第Nj-1段的最大允许末速度。
1.3.3熔丝挤出速度优化算法
切层软件生成的G代码程序熔丝挤出速率一般为恒定的,然而,沿着刀具路径的切向速度并不是保持恒定的,在接近程序段转接处要减速,通过程序段转接处又要加速,导致的结果是多余的熔料可能沉积在相邻路径转接处[7]。
本文熔丝挤出速度优化算法的目标是:根据打印头进给速度的不同适当调节熔丝挤出速率。为此,本文假定在打印过程中熔丝挤出速率与打印头进给速率保持一定的比例关系。具体算法为:预处理程序先前瞻一定的程序段,根据1.3.1节算法,已知前瞻程序段相邻段之间的夹角,提前计算相邻程序段转接处速度,然后根据比例关系计算出熔丝挤出速率,将计算结果写入相关表格中。由本文算法分析可知,在相邻程序段转接处,根据转接处速度大小自动调整熔丝挤出速率,避免了多余的熔料沉积在转接处,进而提高了打印质量。
2 预处理机制对Marlin固件的修改
由于本文采用了预处理机制,从而需对Marlin固件程序作部分修改,使得Marlin能够接收及处理预处理程序完成的文件。由于原始Marlin文件的G代码处理程序并非只处理打印时的G代码文件,还包含系统工作时通过下达G代码指令的方式执行系统参数变更等工作,所以无法直接使用预处理程序取代原有的G代码处理程序。本文采用两者并存的方式,额外增加预处理机制以处理GPRE文件,并保留原有的工作模式,只在进行文件读取时增加了文件类型的判别及处理,而对原有的处理程序并未作任何改变。
预处理机制的Marlin文件处理程序如图3所示,G代码文件处理流程部分与原来相同。而新增加的GPRE文件处理部分则分为两个部分,分别为文件封包的读取及文件封包的处理。

图3 预处理机制文件处理程序Fig.3 Preprocessing mechanism file processing procedure
(1)文件封包的读取。在Marlin原来的读取程序上,增加读取文件类型判断,若为GPRE文件则会进入封包接收模式读取封包资料,并在接收完成后存入为预处理机制新增加的缓冲区中,等待封包处理程序提取。
(2)文件封包的处理。由于在执行预处理时已将封包分为两类,因此文件封包的处理只需判断封包的类型即可,若为直线轨迹,计算文件封包则直接将文件提取存入运动块缓冲区交由电机驱动程序使用,若为其他指令封包格式,则在判断指令功能后交由相关程序执行,因为所有指令参数皆为数值类型,较原有的G代码处理程序节省了字符-数值间的转换时间,因此减少了处理流程。
3 实验结果与分析
本文将G代码文件结构分为打印前准备、打印中及打印结束3个部分,分别分析如下。
(1)打印前准备。多为设定指令,用于打印前设定各项参数等工作。
(2)打印中。大多由直线移动指令组成,还有些风扇设定指令,用于控制打印时的风量及开关。
(3)打印结束。与打印前准备相同,多为设定指令,用于打印结束时设定相关参数,执行关闭风扇并使各轴电机回零等工作。
3.1 预处理机制与原始处理机制执行时间的划分
为了能够比较G代码预处理机制与原始处理机制在程序运作上的效率差异,本文选择程序执行时间作为两者执行效率差异的依据。由于所有的G代码指令中,G1移动指令的处理是本文预处理的重点,其程序执行时间最能比较出两者之间的差异,因此以G1指令处理程序的执行时间作为比较量,并且将整个处理程序分为三个阶段(图4)分别测量其执行时间,三阶段的分段说明如下。
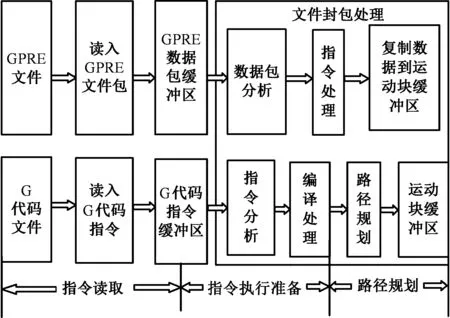
图4 处理程序执行三阶段Fig.4 Three stages of processing program execution
(1)指令读取时间。比较预处理机制和原始处理机制的从系统中读取程序到将程序发送到命令缓冲区的时间。
(2)指令执行准备时间。比较由命令缓冲区提出,预处理机制与原始处理机制执行指令分析处理,到路径规划前的预备处理时间。
(3)路径规划时间。比较原始处理机制进入路径规划并将数据输入到缓冲区时间与预处理机制进入数据复制并将所有参数输入到缓冲区的时间。
3.2 实验方法及测量结果分析
实验以μs作为测量的时间单位,使用文件内容只有G1指令的G代码文件与同样文件进行预处理转换后的GPRE文件作为测量用的测试文件,分别测量三个阶段程序的执行时间,每一阶段皆取前100次测量时间进行记录,整理各阶段平均执行时间及总时间,结果如图5所示。下面针对每一阶段测量结果进行分析和讨论。
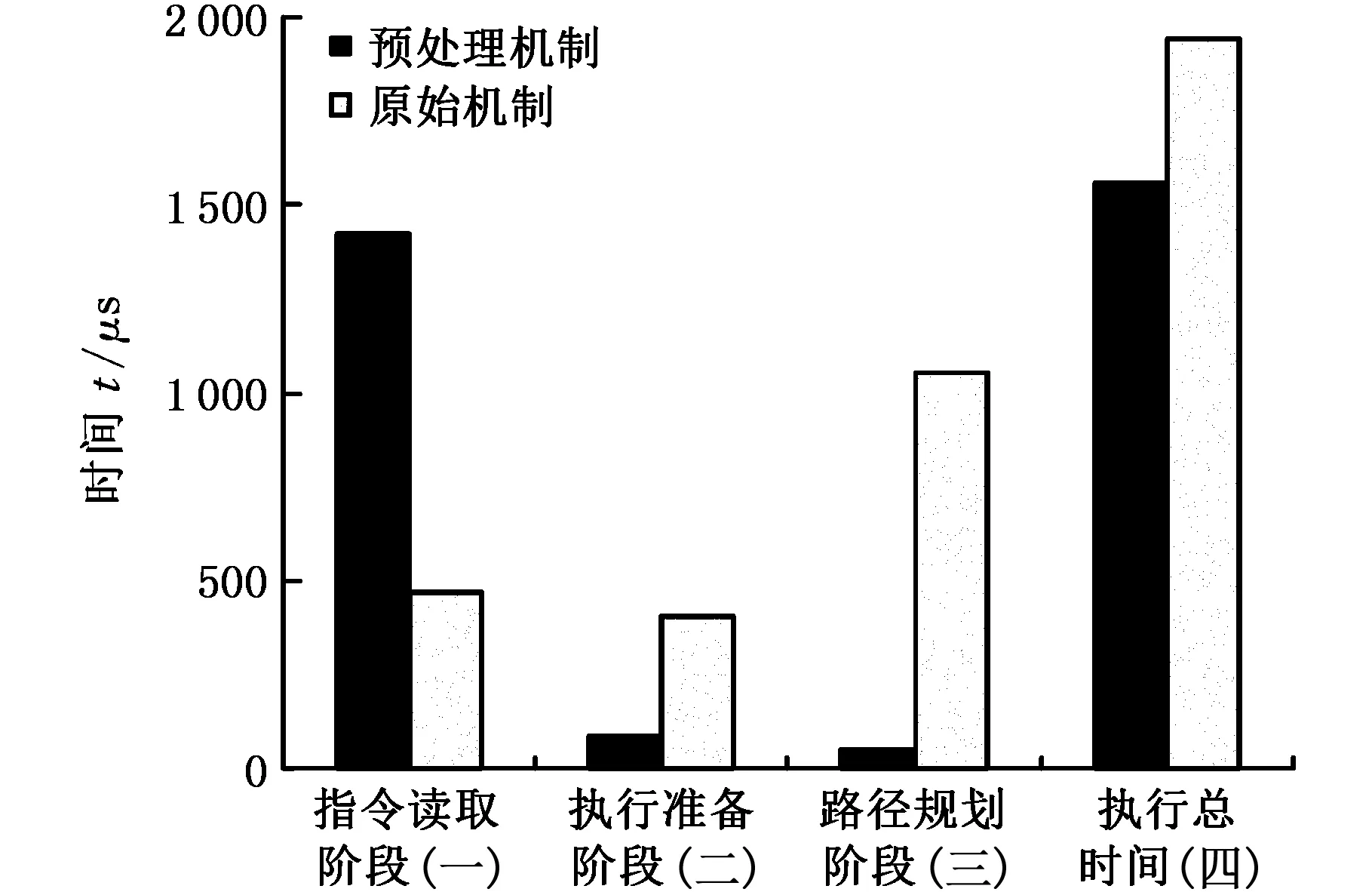
图5 程序执行阶段时间比较图Fig.5 Time comparison diagram of the program execution phase
(1)指令读取时间。本文采用串口将经过预处理机制后的GPRE文件传输到Marlin控制器中,在串口传输速率设定为57 600 bit/s时,文件读取时间为图5中第一阶段黑色柱形图所表示的时间,而原始G代码指令读取时间为第一阶段中白色柱形图所表示的时间。由图5可以看出,在相同的传输条件下,采用预处理机制后文件读取时间较长,这是因为预处理后的G1文件封包长度(84字节)为原始G代码G1指令平均长度(28字节)的3倍。
(2)指令执行准备时间。当程序进入处理程序时,经过预处理后的文件平均处理时间为85 μs,为原始G代码程序处理时间的20%;由测量结果发现,预处理机制在这一部分只做数据转移及判断的动作,因此大部分的时间固定为85 μs,而原始G代码处理程序中有许多判断式,每次的程序流程都不一样,所以每次时间都不固定,在250~500 μs之间。
(3)路径规划时间。预处理机制在这一个阶段的执行时间平均为50 μs,因为预处理程序在这个部分只有建立新的运动块缓冲区及将数据复制到缓冲区中的操作,而原始机制在这个阶段需要执行路径规划运算,因此平均执行时间达到1 000 μs左右。
虽然预处理机制在第一阶段耗费的时间较长,但在第二及第三阶段耗费的时间明显比原始G代码处理机制时间要少。通过计算分析,由图5可以看出,预处理机制执行总时间约为原始G代码处理机制执行总时间的80%。
3.3 实际打印分析
本文采用相同打印材料及工况,使用原始机制及G代码预处理机制分别实际打印同一个三维模型,打印结果如图6所示。就打印品质来说,经过G代码预处理后,作品品质有了一定的提升,主要表现在图6b作品的轮廓更完整,外观平整度更好,在轮廓转接处没有多余熔料堆积,这主要归结于图6b作品在预处理机制中使用了前瞻控制算法。

(a)原始机制(b)G代码预处理机制图6 实际打印作品Fig.6 Actual printing works
4 结语
本文在原有3D打印机控制系统Marlin固件文件处理架构上加以变化,提出将G代码于PC端进行预处理后再输入3D打印机中进行打印操作,实验测量和实际打印结果表明,此方法改善了打印品质,同时提升了文件处理的速度及效率,减少了打印机处理器系统负担并可为控制系统留下更多的扩展空间。
