基于绿色再制造的水泥行业用磨辊/挤压辊耐磨堆焊修复技术
2019-02-14王志中
王志中
摘 要:水泥行业用磨辊/挤压辊的耐磨性是技术人员面临的主要问题,在其表面进行耐磨堆焊修复是绿色再制造的范畴。本文论述了碳的添加方式、铬、铌、锰、钒元素对提高耐磨堆焊焊缝的硬度和减小抗裂性的影响,并分析了其对延长磨辊/挤压辊使用寿命方面的有益效果。
关键词:磨辊;绿色再制造;耐磨堆焊
中图分类号:F426 文献标识码:A 文章编号:1671-2064(2019)23-0062-03
1 水泥行业的发展
随着我国经济的飞速发展和工农业现代化建设的需要,水泥行业已成为经济发展、生产建设、保障性安居工程领域不可缺少的基础原材料生产的重点行业,越来越受到国家各相关部门的高度重视,国家相继出台了许多相关政策,对促进水泥行业的发展起到了至关重要的作用。
根据中国水泥网水泥大数据研究院分析,2018年水泥全行业的利润超过1500亿元,成为2011年之后的新巅峰。其中,水泥的吨毛利超过了100元,而2017年的吨毛利为80元,同比增长了25%。
在伟大时代的建设宏图面前,我国水泥工业面临着新的发展机遇:环境水利等基础设施建设的巨大需求、工业化的迅速扩张、城镇化的稳步推进、新农村建设的发展,高速公路、高速铁路的连网连片,保障性安居工程的实施,等等,都会带动水泥需求的迅速增长。
水泥的生產加工过程为:破碎矿石→粉磨碎石→煅烧碎石→粉磨熟料,其中“粉磨”是水泥生产过程的重点。目前行业内常用的“粉磨”一般均采用“立磨机”或“辊压机”,它的工作原理是两辊面间物料的相互挤压,物料在其压力作用下变小、变平、密度增大,大大降低了进一步加工成料的难度[1]。两个相对运动的挤压辊或磨辊、磨盘与磨料间属于高应力的三体磨粒磨损[2],由于被碾磨料成分复杂,在长期的碾磨过程中容易对磨辊产生严重磨损,使磨辊与磨盘之间的间隙不断加大,由此导致辊面耐磨层严重磨损等问题[3],降低了其使用期限,实际生产表明,磨辊/挤压辊的使用寿命问题已成为制约水泥行业发展的主要因素[4]。
2 磨辊/挤压辊的绿色再制造
近年来,人们越来越希望尽可能提高辊压机的使用效率,这就使得其规格的大型化成为必要的发展趋势[5-6]。无论是“立磨机”或“辊压机”,其关键部件磨辊或挤压辊的重量大,一般由几吨到几十吨不等,其结构大多为芯部韧性强硬度小、表面硬度大耐磨性好的双金属或其它复合铸造方法得到。但是,物料与辊面的摩擦非常严重,辊子表面的耐磨层在很短的时间内就会磨损完毕(一般一周左右),这时就需要停机更换新的磨辊。
在制造磨机时,磨辊辊套及磨盘衬板一般采用整体耐磨合金铸造(高铬铸铁或镍硬铸铁)或复合耐磨堆焊的方法制造,以期提高辊体及磨盘的耐磨性和使用寿命[7]。制造一个直径500mm-3000mm、长度为1000mm-3000mm的新磨辊或挤压辊,其合金熔炼过程中需要大量的钢铁及各类合金,整个过程产生了巨大的资源浪费,冶炼、铸造、运输等过程对环境的污染非常严重,完全违背了“绿水青山”就是金山银山的新时代发展战略方针。在这种背景下,围绕辊压机挤压辊失效、修复及强化等方面的研究亦逐步展开[8],广大科技工作者集思广益,发明了用对磨辊或挤压辊的表面进行再制造修复的技术,这是一种节约资源、造福后代的先进的制备方法,它可以最大限度的降低生产过程中对环境的污染,属于绿色再制造范畴。而且修复后的磨辊或挤压辊完全可以正常使用,延长了辊压机的使用寿命,减少了磨辊或挤压辊的更换次数,降低了水泥企业的生产成本,为我国的可持续发展和“绿色经济”做出了应有的贡献[9-10]。
3 耐磨堆焊修复技术
焊接分为熔焊、钎焊和压焊三大类,而堆焊是熔接的一个分支,是金属间内结合的一种熔化焊接方法[11]。耐磨堆焊是采用药芯焊丝,将具有可在一定程度上增大硬度、提高耐磨性能的合金材料通过焊接电弧的作用使之熔敷在磨辊或挤压辊的表面,再制造出磨辊或挤压辊的耐磨层,有效延长其使用寿命。
3.1 碳添加方式对堆焊耐磨性能的影响
焊缝的形成一般都要经历电弧加热→母材及焊丝熔化→形成熔池→熔池内冶金反应→熔池凝固结晶→固态相变→形成焊缝。
影响堆焊焊缝耐磨性的主要因素是化学成分,付景山[12]研究了母材含碳量不同时异种钢焊接熔合区的特征,结果表明:堆焊焊缝与母材的熔合区由较平整的白亮带和针状类马氏体层组成。
若采用碳作为主要强化元素,则其含量不宜过高,否则随着碳含量的增大将显著提高焊缝开裂风险,而碳含量过低则强度和硬度无法保证。可见,增加含碳量可以提高堆焊层的硬度,但也同时增大了堆焊层开裂的倾向。所以常规加大添加石墨的含量以增强焊缝的耐磨性能的方法已逐渐被淘汰,许多新技术则不断研发出来。在研究过程中,采用在药芯焊丝中添加纳米尺寸的石墨烯或碳纳米管的方式,能有效增大焊缝碳含量进行提高其耐磨,并同时降低其裂纹敏感性。纳米尺寸石墨烯或碳纳米管的添加,为原子扩散提供了高密度的短程快扩散路径,使其在焊接熔池中更容易扩散,避免了尺寸大小不均匀的夹杂物的产生,净化了焊缝熔敷金属的化学成分,提高了焊缝熔敷金属的强度和硬度。
3.2 铬元素的加入对堆焊耐磨性能的影响
铬可提高堆焊焊缝的强度、硬度、高温力学性能性能,铬还能阻止石墨化并提高淬透性,所以在堆焊焊缝中含有铬会增大辊面的耐磨性,进行有效延长磨辊或挤压辊的使用寿命。
Fe-Cr-C三元系合金在挤压辊堆焊上应用广泛,它具有的优点[13]为:成本低廉、优异的力学性能且可调范围广、形成硬质相以增强耐磨性、具有一定的加工硬化潜力可在磨损过程中提高堆焊层的耐磨性。
3.3 铌元素的加入对堆焊耐磨性能的影响
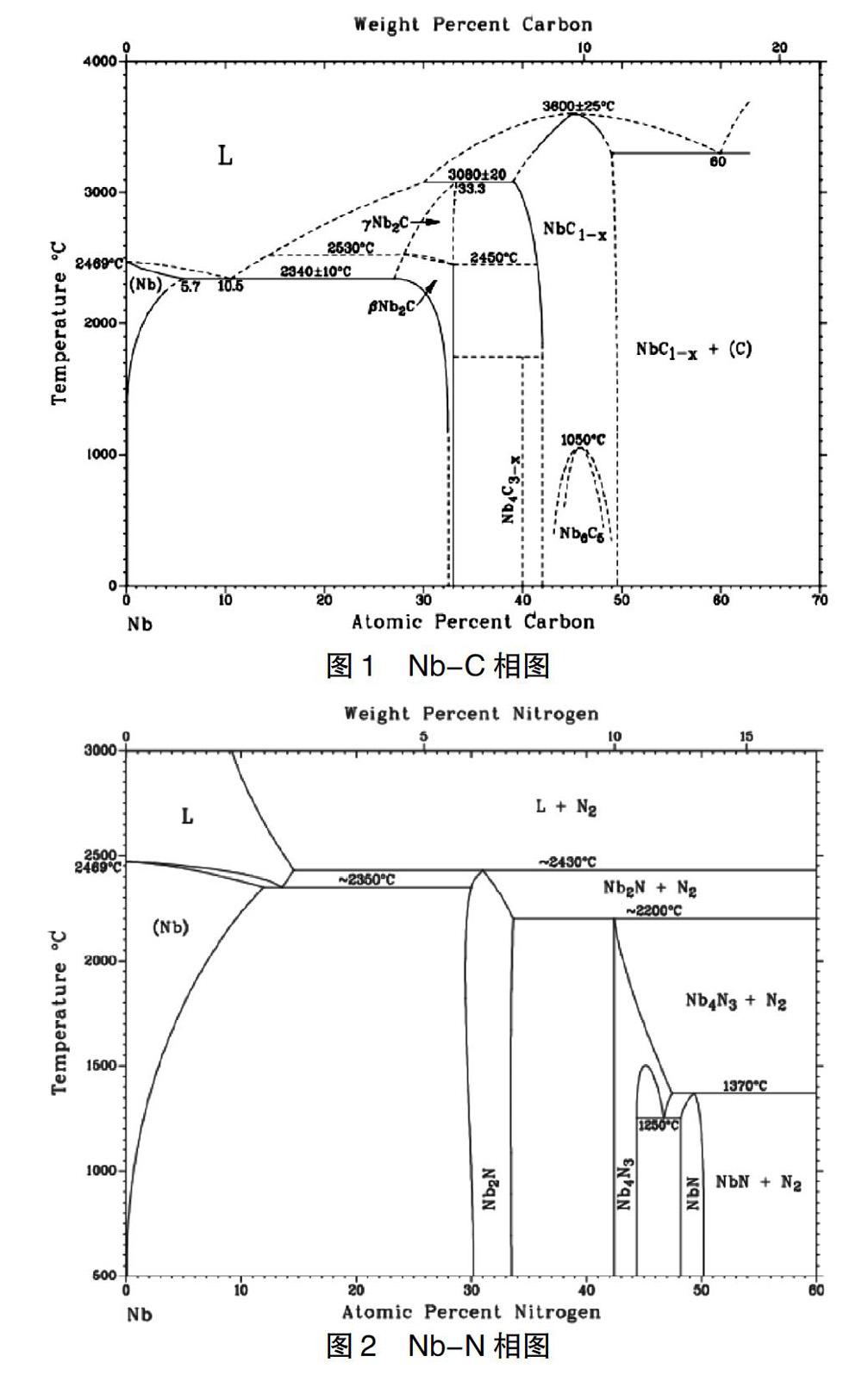
铌有很好的耐蚀性及提高硬度的作用,对γ相有很好的稳定作用,并降低碳氧等杂质元素的含量,显著提高熔敷金属的耐蚀性,而且铌还可以在一定程度上提高熔敷金属的焊缝的硬度进而提高其耐磨性,有效延长磨辊或挤压辊的使用寿命。图1为铌-碳相图,图2为铌-氮相图,从中可以看出,铌与碳反应主要形成NbC、Nb2C、Nb6C5、Nb4C3-X,氮与铌反应主要形成NbN、Nb2N、Nb4N3等,铌对堆焊焊缝的强化作用主要是的是细晶强化和弥散强化,铌能与焊接熔池中的碳氮生成稳定的碳化物(Nb2C、Nb6C5、Nb4C3-X)和氮化物(Nb2N、Nb4N3、NbN),而且还可以使碳化物分散并形成具有细晶化的焊缝,有效提高了耐磨堆焊焊缝的硬度和抗裂性。
3.4 锰元素的加入对堆焊耐磨性能的影响
锰是增加焊缝金属强韧性的有益元素,锰含量的增加不仅有利于防止焊缝金属出现热裂纹,还有利于焊缝金属的脱氧。若锰含量过高就容易导致熔敷金属出现偏析和裂纹,也容易使熔敷金属的碳当量过大,有降低焊缝金属的韧性的风险,因而,采用的技术方案中应确保熔敷金属中锰的质量分数不大于5.0%。
3.5 钒元素的加入对堆焊耐磨性能的影响
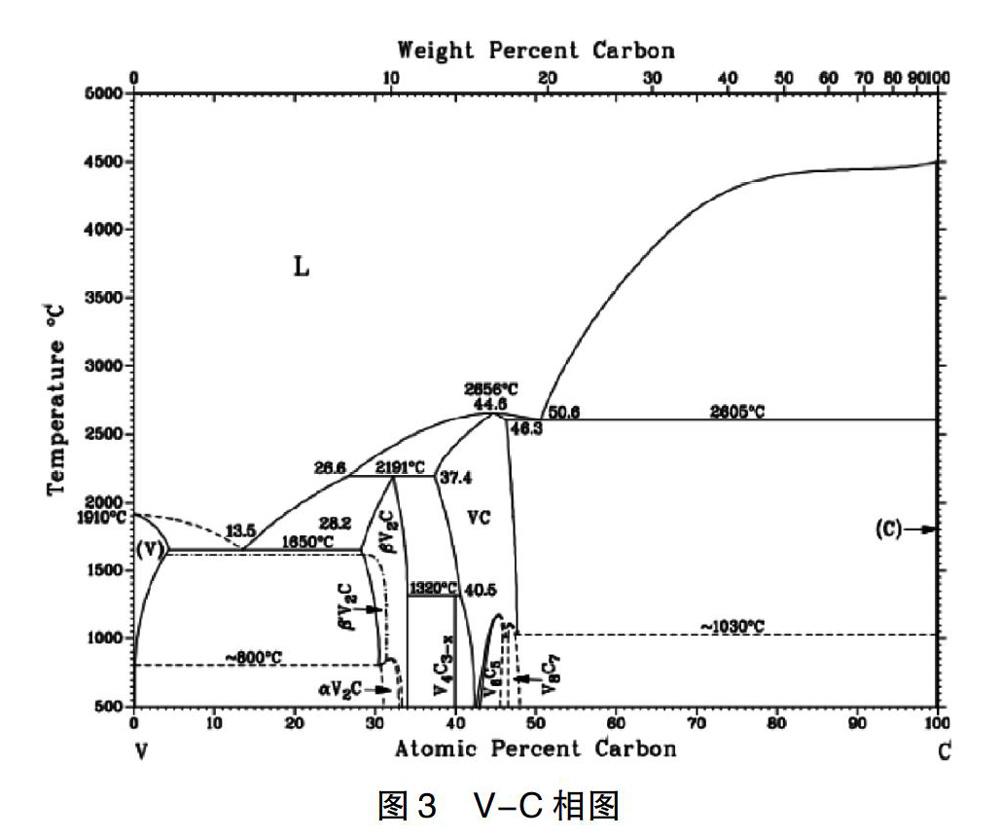
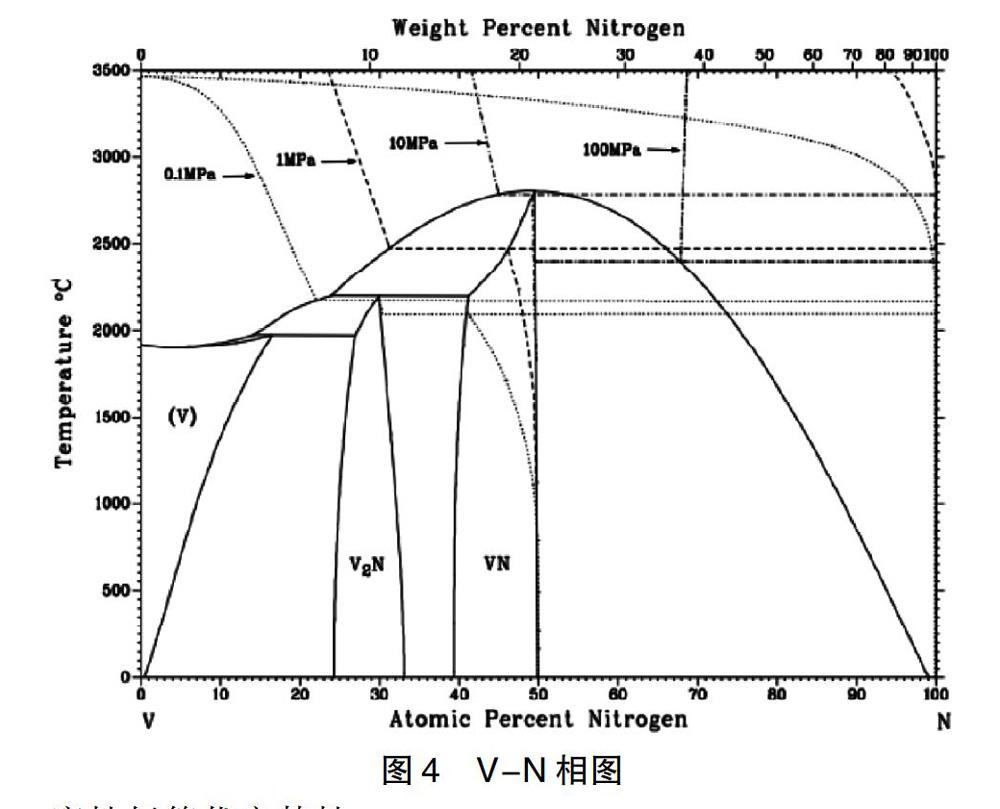
图3为钒-碳相图,图4为钒-氮相图,从中可以看出,铌与碳反应主要形成VC、V8C7、αV2C、V4C3-X,氮与铌反应主要形成V2N、VN等,这些物质通过细化焊缝的组织和晶粒,提高晶粒粗化温度,可使堆焊焊缝具有强度高、韧性大、耐磨性好等优良特性。
4 结语
利用堆焊的形式对磨辊或挤压辊进行表面绿色再制造耐磨修复,可有效节约资源,延长磨辊或挤压辊的使用寿命;采用添加纳米尺寸的石墨烯或碳纳米管的方式,可保证提高堆焊层硬度的同时降低其产生裂纹的倾向;添加铬、铌、锰、钒元素均可有效提高耐磨堆焊焊缝的硬度和抗裂性。
参考文献
[1] 黄智泉.立磨磨辊堆焊用焊接材料研究及应用[C].第三届水泥工业用耐磨材料技术研讨会,2009.
[2] 中华人民共和国工业和信息化部.JC/T 2104-2012.水泥工业用耐磨件堆焊通用技术条件[S].北京:建材工业出版社,2013-06-01.
[3] 黄智泉,魏建军,潘健.耐磨堆焊药芯焊丝的发展及应用前景[C].全国表面工程学术会议,2004.
[4] 王欣,张永生,黄智泉,等.辊压机辊面的堆焊修复工艺[J].金属加工(热加工),2004(4):54-56.
[5] 王继生,张光宇,王素玲.辊压机技术及其发展[J].水泥工程,2011(2):44-49.
[6] 刘文敬.辊压机技术及其发展[J].建材发展导向:下,2016,14(5):129.
[7] 付礼成.辊压机的挤压辊表面堆焊技术研究[D].吉林大学,2011.
[8] 魏建军,潘建,黄智泉,等.耐磨堆焊材料在我国水泥工业中的应用[J].中国表面工程,2006,19(3):9-13.
[9] 魏建军,潘健,等.辊压机辊面的破坏形式及其修复[C].第二届水泥用耐磨材料技术研讨会,2007.
[10] 魏建军,潘健,黄智泉,等.绿色再制造工程及其在我国水泥工业中的应用[C].“十二五”堆焊、热喷涂及表面工程技术发展前瞻学术会议,2011.
[11] Grum J,Slabe J M.The use of factorial design and response surface methodology for fast determination of optimal heat treatment conditions of different Ni-Co-Mo surfaced layers[J].Journal of Materials Processing Technology,2004,S155-156(1):2026-2032.
[12] 付景山.母材含碳量對珠光体-奥氏体异种钢焊接熔合区形态的影响[J].宁夏工程技术,2003,2(3):239-242.
[13] 禹润缜,刘胜新,王朋旭,等.Fe-Cr-C系硬面合金及其硬质相的研究进展[J].材料导报,2018,32(11):3780-3788.
