激光增材制造技术及其应用
2019-02-10李宏棋
李宏棋
摘 要 随着工业技术的不断发展和变革,传统的工业生产技术本身固有的局限性已经严重限制工业的发展,激光快速成型技术应运而生,它能够快速转化设计思想,是材料加工技术领域的革命性发展,而激光快速成型技术更是其中的重要组成部分。材料激光加工技术随着现代科技的不断发展以及社会的需求,对于工业上的要求在不断的改变中,而特种加工技术的发展给工业上的要求提供了极大的帮助。特种加工应用范围广,能够为一些加工提供很大的帮助激光束具有单色性好、能量密度高、空间控制性和时间控制性良好等一系列优点,目前它已广泛应用于材料加工等领域。在要求质量的同时,时间也是在生产时会引起大家注意的问题,效率越高,投入的人力和物力才能越少。
关键词 增材制造 材料加工 快速制造
中图分类号:TG111 文献标识码:A DOI:10.16400/j.cnki.kjdkz.2019.12.022
Manufacturing Technology of Laser Adding Materials and Its Application
LI Hongqi
(Institute of Intelligent Manufacturing, Hankou University, Wuhan, Hubei 430212)
Abstract With the continuous development and change of industrial technology, the inherent limitations of traditional industrial production technology have seriously restricted the development of industry. Laser material-adding manufacturing technology emerged as the times require. It can rapidly transform design ideas and is a revolutionary development in the field of material processing technology. Laser beam has a series of advantages, such as good monochrome, high energy density, good space and time control. At present, it has been widely used in material processing and other fields. In this paper, the manufacturing technology of laser augmented materials is discussed, and the laser processing technology and application of materials are deeply studied and analyzed.
Keywordslaser technology; supplementary manufacturing; material processing
目前,市场环境发生了巨大变化。在市场上流通的产品特点是生产周期短,更新速度快,因此,在传统制造基础上,快速成型技术应运而生。目前国际上对此技术的称谓有数种,如快速成型制造、薄层制造、立体印制技术、三维曝光以及直接CAD制造技术等。和传统加工技术相比,它强调了“累加性”,从原料利用上来说不是传统的受迫成型、拼合成型、去除成型能够相比的。激光增材制造技术能够快速转化设计思想,是制造技术领域的革命性发展。
1 激光增材制造技术的工艺原理
激光增材制造技术的核心是分层,有四个步骤:第一步是生成三维實体模型,生成工具是CAD软件;第二步是分层,分层工具是专用的分层软件;第三步是借助第二步中断层面的数据,对激光光束有驱动和控制的作用,完成对薄片材料、粉末或液体的扫射;第四步是逐层积累,从而得到最终的实体模型。传统工业成型时大多采用铣削、车削、钻削等材料去除的方法;另外一些是采用模具进行成型,如铸造、冲压。激光增材制造打破了传统工业的局限性,采用分层加工和迭加成型的方法。利用激光增材制造技术有很多优点,比如加快产品开发,降低成本,生成的模型可代替新产品完成设计和功能验证等,明显增强了企业的竞争力。
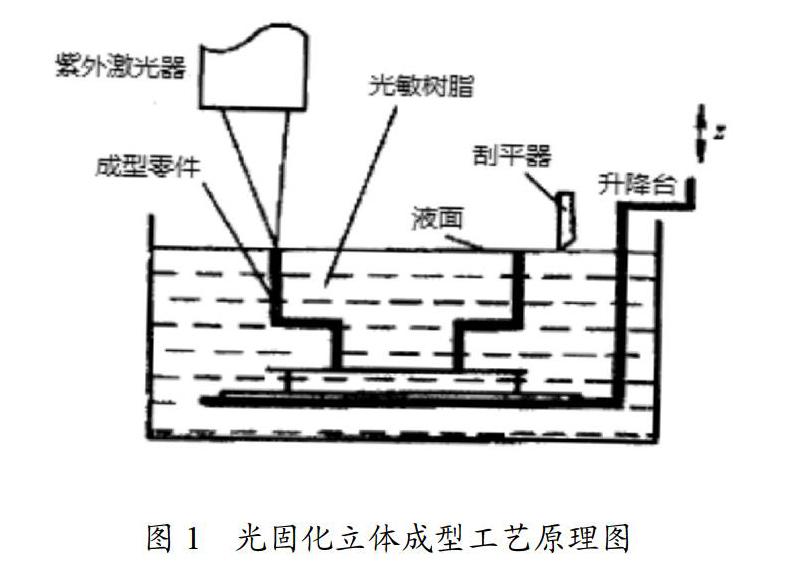
1.1 光固化立体造型(SLA-Stereolithography apparatus)
光固化立体造型工作原理主要包括扫描和固化两个步骤。第一步是扫描,扫描的对象是液态光敏树脂,扫描介质是紫外激光(受计算机的控制),扫描轨迹是零件的预先确定的各个分层截面;第二步是固化,固化反应是光聚合反应,参与反应的是第一步操作后的树脂薄层,工作台下移,从而逐层固化,形成最终的零件模型。其中,紫外激光的功率不需要太高,原因是固化发生的光聚合反应是在光的作用下进行的。光聚合反应不产生大量的热量,与链式反应配合,保证光聚合反应的正常进行。当零件的尺寸较大时,可将零件分成小块进行光聚合,聚合完成后进行粘接,不仅可保证较高的质量,而且简单、复杂、粗糙、精细的零件均可制造,但该法存在局限性,制造过程中设计的装备和原材料成本很高,制造过程中需要设计支撑(图1)。
目前,世界上关于光固化立体造型法研究最多,技术成熟,在很多方面均有应用。研究机构包括D System公司、F&S公司、D-MEC公司、Mitsui Zosen公司、CMET公司、Teijin Seiki公司、EOS公司、西安交通大学等。针对SLA技术,市场份额最大的是美国的3D System公司,1988年的研究成果是SLA-250机型,1997年的研究成果是SLA-250HR、SLA-5000、SLA-3500,在技术上有了长足进步。1997年的产品中,固体激光器采用半导体的是SLA-5000(扫描速度是2.51m/s)和SLA-3500(扫描速度是5m/s),成型层厚最不可达0.05mm。这两种产品中加入了一种新兴技术,即Zephyer recoating system,该技术的作用对象是一个成型层,作用原理是在该层表面添加待固化树脂,厚度为0.05-0.1mm,添加方式是真空吸附,使成型时间平均缩短了20%。美国3D System公司于1999年研究出SLA-7000,虽然体积没有变化,但扫描速度明显加快,达到9.52m/s,成型速度的平均值达到SLA-5000的5倍,成型层的厚度最低是0.025mm,精度提高了1倍。国内外普遍关注SLR技术,重点研究通过该技术控制零件形状的变化、成型的原理以及精度控制等方面。SLA技术的应用非常广泛,可以制作精细的复杂零件。
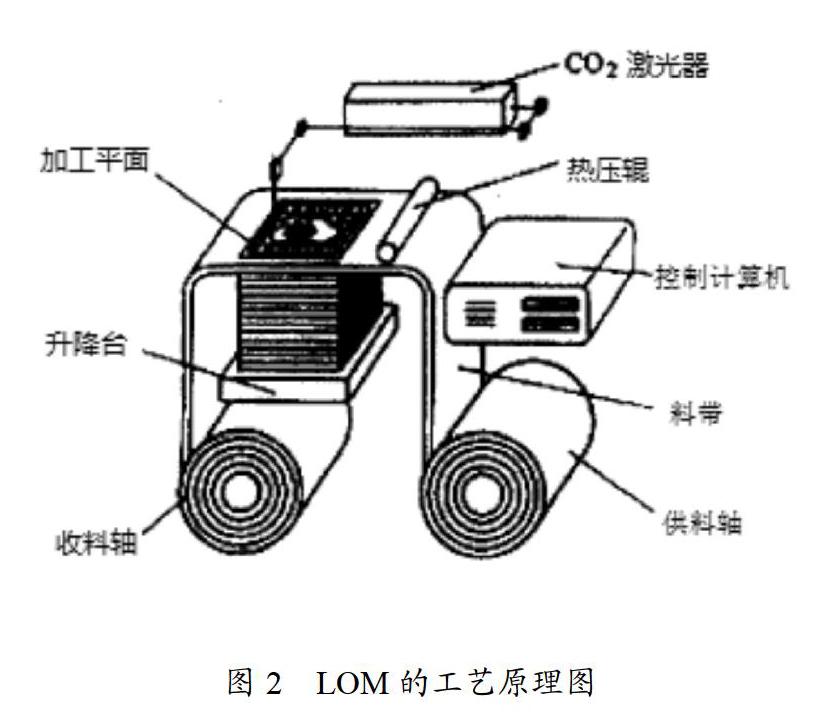
1.2 分层实体制造(LOM—Laminated Object Manufacturing)
分层实体制造工艺是快速成型技术的重要分支之一,其工作原理包括两个步骤:第一步是切割,切割采用的是激光,切割的对象是薄材,切割的依据是将零件进行分层处理后取得的轮廓数据;第二步是粘合,粘合采用的是热压装置,粘合的对象是刚经过切割处理的薄层片和已经完成切割的层片,最后逐层向上叠加,形成最终三维实体。采用分层实体制造工艺不仅降低成本,而且制件质量好,精度高。LOM技术最成熟的公司是Helisys公司,研发了多种专用的成型材料,不仅适用于金属材料,而且在陶瓷复合材料方面成果显著。采用LOM法成型的优点很多,比如成本低、成型后不需要进行固化处理或安装支撑结构(图2)。
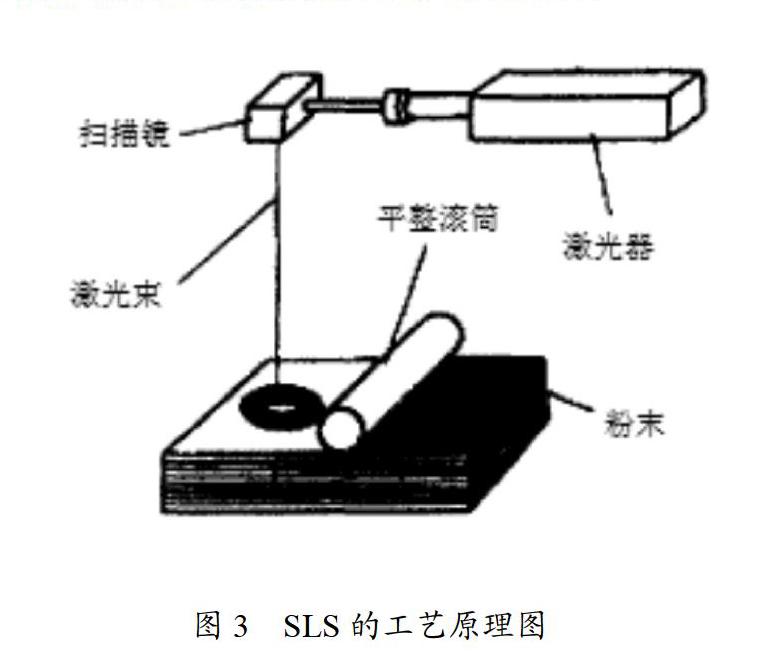
1.3 选择性激光烧结(SLS—Se1ected Laser Sintering)
选择性激光烧结技术的工作原理由两部分组成,第一部分是分层烧结,采用激光,并且烧结具有选择性;第二部分是叠加,最终形成三维实体。从建立CAD模型、处理相关数据、铺原材料、烧结、叠加到后续处理的过程中,原材料的要求较低,只需满足加热后原子之间可粘结即可,比如石蜡、高分子、陶瓷粉末等。SLS的优点较多,比如原材料广泛、原材料需求少、成本较低、成型后的零件功能较多,而且成型后不需要进行固化处理或安装支撑结构,所以其应用越来越广泛。但SLS技术存在局限性,原因是相互结合的两种材料熔点不同,在加工过程中,有机粘接材料等低熔点材料首先融化,但高熔点材料并未融化,二者不能完全结合,形成的成型件内部存在孔隙,力学性能不好,常常需要后续处理,如渗金属填补、高温再次熔化等,造成不必要的成本。
不过SLS法在加工时需要预热和冷卻,后处理工序较繁琐(高温烧结、热等静压、融浸等工序),考虑到粉末颗粒的尺寸和激光的因素,导致成型件孔隙较多,表面质量较差,密度达不到100%。在传统砂型的基础上,SLS铸型(芯)克服了很多局限性,如SLS铸型无需拔模斜度,如果铸型比较复杂时,工艺孔较明显,需要进行散砂处理。二者的共同之处在于都需要有浇冒系统,刷涂料,预留凝固的收缩空间(图3)。
图3 SLS的工艺原理图
1.4 激光熔覆成型(LCF - Laser Cladding Forming)
激光熔覆成型技术,简称LCF,是在合金表面添加一层熔覆材料,添加时可预先放置,也可同步结合。在激光的作用下将二者融合,从而降低基底合金材料的稀释度,提高材料的耐磨性、耐热性和耐腐蚀性。LCF是以激光为热源在基材的表面熔覆一层材料,形成与基体具有完全不同成分和性能的合金层的表面改性方法。LCF具有许多优良特性:对工作环境的要求低;可通过计算机控制实现智能化和自动化处理;激光熔覆成型后的材料表面平整,铸型尺寸基本不发生变化,而且无须进行后续处理;适合关键局部区域的处理;基底合金和熔覆材料在激光的照射下加热融化,加热速度较快,没有热扩散,因此材料基本不发生热变形;对激光的输入进行控制,可以有效降低基体材料的溶释度,保证二者充分结合,保持原选定熔覆材料的优异性能;激光熔覆成型技术的原材料范围很广,几乎适用于所有的陶瓷或金属材料,普遍应用于机械、化工、航空航天等领域,越来越受到人们的关注,越来越多的机构开始对LCF技术进行研究,但LCF技术最大的局限性在于表面会出现裂纹,该缺陷尚未找到解决方法,还需各国科学家的积极探索和实验(图4)。
2 结论
我国非常重视激光增材制造技术的发展,各研究机构和学者纷纷研究该技术,并取得了突破性进展,达到世界领先水平,并形成了自己的特点。激光增材制造技术未来的发展方向是与快速模具制造等方面的结合,广泛应用于医疗卫生、航空航天、汽车制造、机电设备等领域。
项目:湖北省高等学校战略性新兴(支柱)产业人才培养计划本科项目(新一代信息技术)[鄂教高(2013)11号]
参考文献
[1] 李亮亮,槐艳艳.激光增材制造仿真过程分析[J].制造技术与机床,2019.6:69-74.
[2] 魏娟娟,米国发.激光增材制造铝合金及其复合材料研究进展[J].热加工工艺,2019.4:27-31.
[3] 杜畅,张津.激光增材制造残余应力研究现状[J].表面技术,2019.1:200-207.
