止回阀失效事故分析与对策研究
2019-01-31张德全王延平卢均臣姜春明
张德全,王延平,卢均臣,姜春明
(1.中国石化安全监管局,北京 100728;2.中国石化青岛安全工程研究院;3.化学品安全控制国家重点实验室)
2018年3月12日,A炼油厂柴油加氢装置加氢进料泵联锁停泵后,因泵出口两道止回阀失效,导致系统内高压介质(柴油、氢气,5.07 MPa)从泵出口经泵体反串入原料罐(设计压力0.38 MPa),致使原料罐罐体撕裂,引起爆炸、起火。调查发现,该装置自2002年以来,一直没有对加氢进料泵出口止回阀进行过检修,企业管理制度中也没有对止回阀定期检修的要求。
事故暴露出的止回阀管理问题,在其他石化企业也普遍存在[1]。因此,有必要对止回阀失效引起的事故进行专项分析,提出针对性措施,防止类似事故再次发生。
1 止回阀失效事故剖析
止回阀,又称单向阀、逆止阀,在石油化工行业中应用非常广泛,在一些高风险装置的关键部位如加氢装置高压离心泵出口、氢气压缩机出口、高压系统和低压系统界区都安装止回阀[2]。一些企业由于在设计、选材、使用、检验、维修等环节管理不到位,导致止回阀失效,物料倒流,高压系统物料向低压系统反串,引起低压设备损坏,或发生物料泄漏,引发火灾、爆炸事故。
1.1 历史上发生的止回阀失效事故
在历史上,国内外石化企业都曾多次发生由于止回阀失效导致的事故,具体情况如表1所示[3-6]。
1.2 止回阀失效形式分析
石油化工常用止回阀按结构可分为升降式、旋启式、蝶式等型式。对表1所列事故进行分析,止回阀失效分为止回阀内漏和止回阀外漏两种形式,具体的失效现象与说明及事故案例如表2所示。
1.3 止回阀失效事故深层次原因剖析
1.3.1设计不合理工艺设计和止回阀设计存在缺陷或不合理情况。
(1)工艺设计存在缺陷,对于物料倒流会产生危险的设备管道,没有在设置止回阀的同时设置紧急切断阀。
发生爆炸火灾事故的A炼油厂柴油加氢装置,止回阀后虽然设置了快速切断阀,但气动头需现场关闭,没有参与联锁,没有进DCS系统。该装置设计年代较早(1990年),虽然符合当时标准要求,但历经2002年、2010年2次改造,均未按规范要求进行改造。
《石油化工企业职业安全卫生设计规范(SH 3047—1993)》第2.2.7条规定:物料倒流会产生危险的设备管道,应根据具体情况设置自动切断阀、止回阀或中间容器等。该条的条文说明指出:止回阀应和切断阀(遥控或手动阀)结合使用。如果需要严格防止倒流,则需采用自动切断阀,或结合生产流程的特点采取其他可靠措施。
(2)止回阀结构设计存在缺陷,选材不当,不能满足工艺要求,在使用过程中发生损坏。
1997年,D化学公司美国德克萨斯州烯烃装置发生爆炸事故,事故直接原因为:工艺气压缩机第5级吸气侧止回阀存在设计缺陷,阀门的“短轴”缺少二级轴固定,轴定位销承受较大的应力载荷,材质为渗碳钢,发生氢脆,在正常生产过程中轴从阀中吹出。2008年3月10日,G工厂合成气压缩机在运行过程中止回阀损坏。事故原因为阀门设计存在缺陷:旋启式单瓣止回阀在装置开停车过程中,阀门发生启闭动作对阀芯及附件有较大冲击力,“水锤”现象比较明显,导致阀瓣从摇臂上脱落,固定阀瓣的螺母及顶丝脱落。气体中高浓度的氢对顶丝、螺母表面有一定的腐蚀作用,导致顶丝、螺母的预紧力下降。

表1 止回阀失效事故列表

表2 止回阀失效形式
1.3.2止回阀选型不合理设备选型没有考虑压差、直径等问题,不能满足工艺要求,导致阀门泄漏甚至失效[7]。
A炼油厂柴油加氢装置爆炸火灾事故中,加氢进料泵出口采用同一形式双止回阀,都属于旋启式止回阀。《炼油装置工艺管道流程设计规范(SHT 3122—2013)》第11.7条要求对出口与入口压差大于4.0 MPa的离心泵,宜在泵出口管道上设置双切断阀和不同形式的双止回阀,该条的条文说明指出:为了减少止回阀泄漏量,宜设置双止回阀。如果两个止回阀都采用同一种结构型式,当泵发生突然停止运转的情况时,出现阀瓣不能自动关闭导致倒流的几率较大。为了降低阀瓣不能自动关闭而引起倒流的几率,因此规范规定,设置两个不同类型的止回阀。虽然该装置设计年代较早(1990年),不适用2013年发布的设计规范,但选用同一形式的双止回阀是导致阀门失效的重要因素。
1.3.3没有止回阀检验、维修管理制度、标准止回阀是存在运动部件的设备,存在损坏可能,必须对止回阀定期进行检验和修理,才能确保其可靠性。
一些关键部位的止回阀的重要性不低于安全阀,目前国家标准、企业的管理制度中对安全阀的检查和校验都有明确要求,但是没有对止回阀进行定期检验、维修的制度、规定、标准。止回阀不在国家强制检验范围之内,只是列入一般阀门管理。
在《压力容器安全技术监察规程》和《压力容器定期检验规则(TSG R7001—2013)》中,安全阀属于安全附件,止回阀不属于安全附件,规范对安全阀的检查和校验有明确要求,但是对止回阀没有定期检验的要求。《阀门的检验与试验(JBT 9092—1999)》、《工业阀门压力试验(GBT 13927—2008)》、国家标准《阀门的检验和试验(GBT 26480—2011)》、美国石油协会《阀门的检查和试验(API 598—2009)》、国际标准化组织标准《工业用阀门 阀门的压力试验(ISODIS 5208—2007)》等国内外标准中,也没有对装置在用止回阀进行定期检查、试验、维护方面的要求。
由于缺乏相关制度,导致企业止回阀检验、维修工作不到位,形成管理真空,目前企业在用止回阀的可靠性很低,一些企业的止回阀在装置建成后很少检修,为装置埋下大量安全隐患。
1.3.4止回阀检验和维修困难装置正常运行时,止回阀都是正向流动,只有装置处于异常状态、发生物料倒流时才动作,止回阀内漏很难发现。普通的在线阀门内漏检测仪检测的是正向流动,而止回阀的内漏是反向的,难以在线检测。一些止回阀安装在主要的工艺管线上,没有副线,不停工无法切出检查,有些甚至直接焊接在管线上,很难检查和检修。
1.3.5缺乏止回阀失效数据由于缺少止回阀的失效概率数据,设备可靠性管理、量化风险评估缺少数据支持。如在保护层分析方法(LOPA)中,止回阀不能作为独立保护层使用。
1.3.6止回阀制造质量不高目前国产止回阀的制造质量与国外同类产品相比,仍存在差距,企业部分关键部位止回阀仍使用进口止回阀。
1.3.7HAZOP分析未有效识别出止回阀失效的风险一些企业在进行HAZOP分析时,没有对止回阀失效的风险,特别是逆流的风险进行分析。
2 止回阀设计、维护、检验标准对比
2.1 设计规范中对止回阀内漏的分析
《石油化工企业职业安全卫生设计规范(SH 3047—1993)》第2.2.7条的条文说明指出:止回阀和中间容器是不能完全防止倒流的,只能防止大量物料突然倒流,所以应和切断阀(遥控或手动阀)结合使用。如果需要严格防止倒流,则需采用自动切断阀,或结合生产流程的特点采取其他可靠措施,如液封、倒U形管等,设计人员应结合具体情况慎重处理。
因此,止回阀只能防止大量物料突然倒流,不能完全防止物料倒流,在工艺管线中前后压差比较大、存在高压串低压风险的部位,在设置止回阀的同时,必须设置自动切断阀。
2.2 国内外标准中对止回阀检验与试验、选型的规定
目前国内适用于止回阀检验与试验、选型的标准有机械行业标准《阀门的检验与试验(JBT 9092—1999)》、国家标准《工业阀门压力试验(GBT 13927—2008)》、国家标准《阀门的检验和试验(GBT 26480—2011)》等。国外标准有美国石油协会(API)标准《阀门的检查和试验(API 598—2009)》和国际标准化组织标准《工业用阀门 阀门的压力试验(ISODIS 5208:2007)》。
对国内外止回阀检验和试验标准进行了对比,它们的相同点有:①对各类阀门(包括止回阀)出厂前的检查、检验和补充检验、压力试验、压力试验程序、再试验都有详细规定,内容基本一致;②没有对装置在用止回阀进行定期检查、检验、维护方面的要求。它们的不同点是:JBT 9092—1999、GBT 26480—2011均采标美国石油协会标准API 598—2009,这3个标准的止回阀密封试验最大允许泄漏量、压力试验项目基本一致,对弹性密封副阀门、除止回阀外的所有金属密封副阀门、金属密封副止回阀分别给出泄漏量(见表3);而GBT 13927—2008采标国际标准化组织标准《工业用阀门 阀门的压力试验(ISODIS 5208:2007)》,最大允许泄漏量的确定方法、压力试验项目与上述3个标准不同,考虑了泄漏等级,根据泄漏等级统一给出泄漏量,没有区分阀门类型(见表4)。
表3 《阀门的检验和试验(GBT 26480—2011)》密封试验最大允许泄漏率
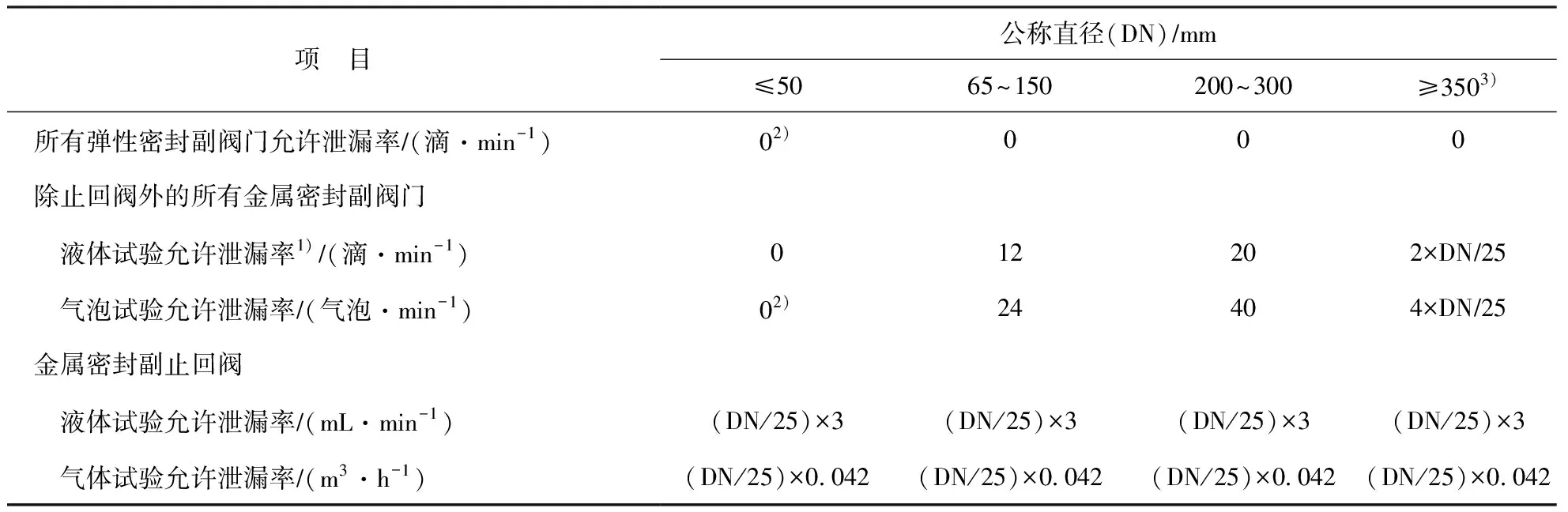
表3 《阀门的检验和试验(GBT 26480—2011)》密封试验最大允许泄漏率
项 目公称直径(DN)∕mm≤5065~150200~300≥3503)所有弹性密封副阀门允许泄漏率∕(滴·min-1)02)000除止回阀外的所有金属密封副阀门 液体试验允许泄漏率1)∕(滴·min-1)012202×DN∕25 气泡试验允许泄漏率∕(气泡·min-1)02)24404×DN∕25金属密封副止回阀 液体试验允许泄漏率∕(mL·min-1)(DN/25)×3(DN/25)×3(DN/25)×3(DN/25)×3 气体试验允许泄漏率∕(m3·h-1)(DN/25)×0.042(DN/25)×0.042(DN/25)×0.042(DN/25)×0.042
1)对于液体试验介质,16滴相当于1 mL(用内径为6 mm的管子)。
2)在规定的最短试验压力持续时间内,对于液体试验,“0” 滴表示在每个规定的最短试验时间内无可见泄漏,对于气体试验,“0” 气泡表示在每个规定的最短试验时间内泄漏量小于1个气泡。
3)对于公称直径DN大于600 mm的止回阀,允许的泄漏率由供需双方商定。
表4 《工业阀门压力试验(GBT 13927—2008)》密封试验的最大允许泄漏率
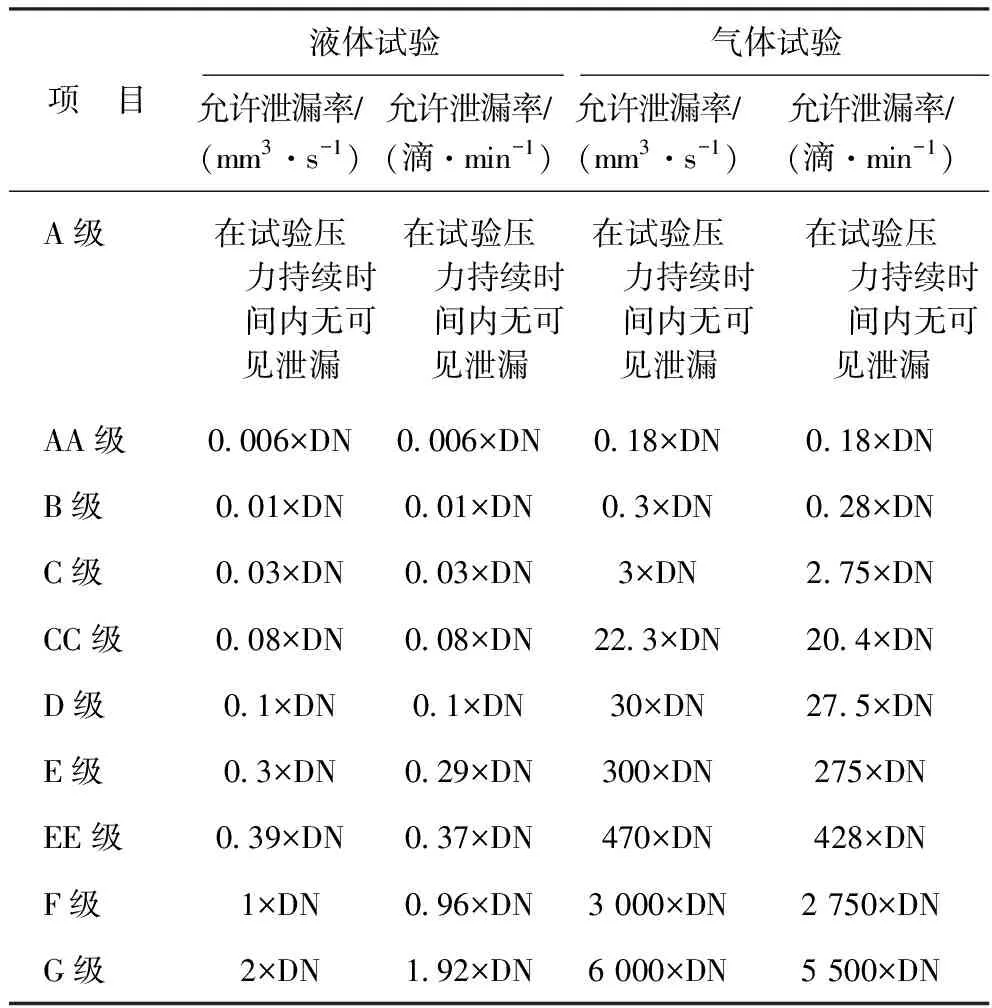
表4 《工业阀门压力试验(GBT 13927—2008)》密封试验的最大允许泄漏率
项 目液体试验气体试验允许泄漏率∕(mm3·s-1)允许泄漏率∕(滴·min-1)允许泄漏率∕(mm3·s-1)允许泄漏率∕(滴·min-1)A级在试验压力持续时间内无可 见泄漏在试验压力持续时间内无可 见泄漏在试验压力持续时间内无可 见泄漏在试验压力持续时间内无可 见泄漏AA级0.006×DN0.006×DN0.18×DN0.18×DNB级0.01×DN0.01×DN0.3×DN0.28×DNC级0.03×DN0.03×DN3×DN2.75×DNCC级0.08×DN0.08×DN22.3×DN20.4×DND级0.1×DN0.1×DN30×DN27.5×DNE级0.3×DN0.29×DN300×DN275×DNEE级0.39×DN0.37×DN470×DN428×DNF级1×DN0.96×DN3 000×DN2 750×DNG级2×DN1.92×DN6 000×DN5 500×DN
注:泄漏率为0.1 MPa压力下的数据;阀门的DN为按该标准附录A规定的“等同的规格”公称直径数值。
对比以上标准,可见:①目前国内涉及止回阀制造、检验、试验的标准与国外差别不大,国内标准基本都采标国外权威标准,导致目前企业在用止回阀可靠性差的主要原因在于制造质量不高、设备选型不合理以及使用过程中的检验和维护不规范;②标准中最大允许泄漏量的确定方法、压力试验项目存在差异,《工业阀门压力试验(GBT 13927—2008)》中,按泄漏等级进行止回阀选型有很强的指导意义。关键部位止回阀选型的技术标准应就高不就低,试验指标从严,并根据实际风险,提高泄漏等级,保证购货质量。
3 止回阀失效风险控制措施与建议
3.1 建立止回阀失效风险分级管控机制
石化装置不同场合使用的止回阀的工艺条件、失效概率不同,失效后导致的风险也不同,因此,止回阀的管理不能一刀切。
建议根据止回阀使用场合的工艺介质、公称直径、串压压差、压比、工艺波动情况、转动设备启闭频率、历史事故或事件情况、介质逆流HAZOP分析结果等,制定《止回阀风险识别和分级方法》和《止回阀分级管理制度》,指导企业对装置中的各类止回阀进行串压风险排查,确定止回阀的风险等级,进行分级管理,对高、中、低风险的止回阀确定不同的检验、维修策略,根据生产运行情况,安排检验、维修、更换,确保装置运行安全。
3.2 建立止回阀失效数据库
建议加强止回阀失效数据的收集工作,制定止回阀失效数据搜集管理制度,由企业设备管理部门逐级填报止回阀检验、维修情况,积累失效数据,建立止回阀失效数据库,为量化风险评估、设备完整性管理提供基础数据。
3.3 制定《止回阀选购指导意见》
目前市场上止回阀品种和型号很多,质量差异很大,由于对止回阀失效的风险认识不到位,企业在采购过程中缺少科学指导,导致一些质量不符合要求的止回阀安装到关键装置的关键部位。
建议依据最新的国家和行业标准,按照“就高不就低”的原则,确定止回阀检验、试验项目和指标,根据止回阀风险等级确定止回阀的泄漏等级,进行设备选型,制定《止回阀选购指导意见》,指导企业止回阀的选购、选型、检验、监造,通过加强设备选型,强化入厂检验、入厂监造、到货抽检环节的管理,确保采购质量。
3.4 制定止回阀定期检验、维修的制度和标准
建议制定有关止回阀定期检验和维修的制度、标准,将风险等级高的止回阀列入企业强制检验范围之内,纳入特种设备管理,规定原则上每年至少校验一次,并参照有关国家标准,制定检验、维护的具体要求。在工艺条件允许的情况下,增设副线,便于止回阀切出检验、检修。对无法切出的风险等级高的止回阀,并制定妥善的工艺和安全措施,加强监控,在各类检修时安排校验。
3.5 开展高可靠性止回阀研发
建议组织有关科研单位,开展高可靠性止回阀研发,有效降低失效概率和内漏量,实现本质安全。
3.6 建议按有关设计标准要求和规定,对存在类似风险的装置进行工艺改造
建议在加氢进料泵出口、氢气压缩机出口、高压系统和低压系统界区等存在类似风险的装置的止回阀后,设置联锁紧急切断阀。
