高温带突发异常断棒情况因素分析及解决效果
2019-01-30

6月某客户反馈在生产中发现断棒异常情况增多,希望辊棒应用工程师到现场,进行调查解决,寻求应对方案。
经过调查,窑炉相关参数如表1。
据窑炉主任反馈,今年投产使用3个多月开始出现窑炉内辊棒断裂。对方透露产品仅加厚少许,由10.5 mm加厚到12 mm,单片产品重量增加约2.57 kg,各区域烧成温度上升少许,最高烧成温度上升7℃,断棒数量有所增加。
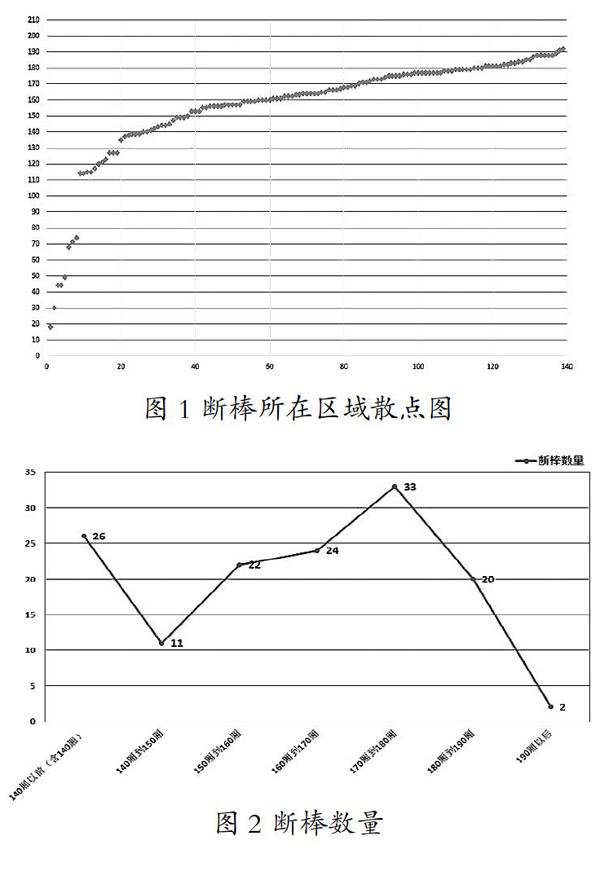
现场与客户查看并分析其窑炉辊棒断棒记录,发现在45天时间内断棒数量为138支,认为情况异常。
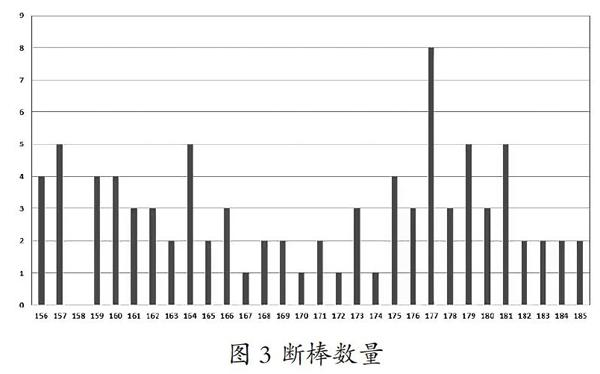
分析发现,断棒所在区域存在集中现象。由图3可以看出160 ~ 180厢发生的断棒数量较多,占断棒数量的65%。结合散点图不难发现,其中仅177厢断棒就多达8支。 现场观察发现,断棒区域多为助燃风支管管道布置区域,通过对缺棉漏火位置气流感知,其正压极大。打开观察孔,高温气流冲爆而出,根本无法靠近观察。
正压越大表明气流越强,高温燃气对辊棒的冲击力越大;另外在实际生产中,由于助燃风支管管径大,占地面积大,会遮挡数支辊棒,若该位置辊棒发生中断,处理极为不便。为此我们建议合作单位在该类区域配置我司高温强度更高的GF98产品。参数如表2所示:
GF98是我司当前量产产品中高温强度最高的辊棒,对比合作单位此前使用的GF95产品,性能优势明显。
GF98在1300℃使用温度下强度对比GF95提升27%,由于復合因素加成,理论承重能力提升32%以上,能较好应对辊棒转动中产生的应力疲劳,延长使用寿命。
更换辊棒后,选取最近的连续45天的时间段统计断棒情况,见图5。
GF98在更换后4个月内尚无断棒,其他没有更换区域断棒情况前后相近。
我们与合作单位共同探讨,一致认为在窑炉中存在一些区域,比如助燃风支管管道位置,需辊棒常年无更换,这就要求辊棒必须有较长的使用寿命;在正压较大的区域,辊棒单位时间内受到的热冲击要超过其它微正、微负压区域,这就要求辊棒必须有较高的高温强度。这些区域辊棒的配置对最终烧成产品的尺寸等影响是隐性的,但却是影响生产顺行的关键。
辊棒应用专家经过分析对比,分析了断棒的主要原因:(1)产品加厚1.5 mm后,烧成周期加长4 min、烧成温度提高7℃。(2)烧成带辊棒转速减慢。从55 r/min,减少到53 r/min。(3)砖坯在行走中,由于烧成带转速减慢,导致前后砖坯缝隙减少;缝隙减少后,辊棒面上热气流正压陡然加大。综合上述因素,对GF95辊棒的载荷除了砖坯本身重量的增加之外,又多了单位面积上风压正压增加的因素。
针对这种情况,我们建议厂家更换超高温高强辊棒之外,适当拉开烧成带砖坯前后距离,进行有效的“卸压”,优化了辊棒使用环境。
辊棒作为最重要的传动配件,伴随产品生产烧成的始终,其性能对生产顺行有直接影响,只有应对方案合适,才能有效减少辊棒的异常损耗。
(蒲林刚,乔富东)
咨询电话:
编辑部:0757-82269827 传真:0757-82269827
蔡飞虎:0757-82710910 (佛山市玻尔陶瓷科技有限公司)
程昭华:18823150088 (佛山市佳窑陶业技术有限公司)
潘 雄:13927769832(E-mail:Xrcpx@sina.com)
韩复兴:18237699507
秦 威:13927270859(佛山市达索陶瓷科技有限公司
【陶瓷添加剂“私人定制”专家】)
温千鸿:13380225254
王银川:13929929576(836611312@qq.com)
