Fe-Cr-Ni合金连铸坯皮下裂纹研究
2019-01-30李元
李 元
(宝钢特钢有限公司,上海 200940)
近年来,冷轧的耐蚀Fe-Cr-Ni合金带材在高温及腐蚀环境中的应用越来越广泛[1]。国内外主要采用电弧炉→电渣冶炼→热轧→冷轧工艺生产耐蚀合金带材。宝钢则采用电炉冶炼→炉外精炼→连铸→热轧→冷轧工艺生产耐蚀合金带材,前期,由于攻克了连铸坯纵裂难题[2],成材率提高的同时成本显著降低,在市场竞争中占有优势。
当前,产生皮下裂纹是耐蚀Fe-Cr-Ni合金连铸坯的突出问题。影响皮下裂纹的主要因素有[3-5]:包晶钢等钢种中的S、O、Al、Nb、V、N等微合金元素对热塑性的影响;连铸冷却工艺,如水量太小、坯壳过薄易产生漏钢;结晶器保护渣及钢渣反应产物的影响;结晶器流场,如坯壳局部过薄、应力集中;连铸过热度和拉速不匹配;电磁搅拌对液面的扰动;结晶器偏振等连铸设备精度。上述因素几乎都仅适用于普碳钢,对于耐蚀Fe-Cr-Ni合金连铸坯皮下裂纹的形成原因还需作进一步研究。
本文通过理化检测等研究了Fe-Cr-Ni合金连铸坯皮下裂纹的形成原因,提出了预防措施,对指导生产和提升产品质量有一定意义。
1 试验材料与方法
试验用材料为150 mm厚耐蚀Fe-Cr-Ni合金连铸坯,其生产工艺为电炉冶炼→炉外精炼→连铸。在铸坯边部切取200 mm(长)×100 mm(宽)×150 mm(厚)试样,去除5~10 mm厚的表层后进行解剖观察。采用光学显微镜和电子探针对缺陷进行形貌观察和成分分析。
采用共聚焦高温显微镜对铸坯的凝固过程进行原位观察[6-7],铸坯试样尺寸为φ6 mm×3 mm,将试样以5 ℃/s加热到1 450 ℃,然后以1 ℃/s冷却至室温,观察试样的凝固行为。
2 结果与讨论
2.1 皮下裂纹
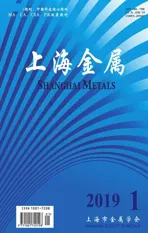
连铸坯修磨后,在铸坯宽度的中心发现有纵向皮下裂纹,局部点磨仍不能消除。裂纹呈断续或离散分布并延伸至试样中心,最深达15 mm。裂纹的宏观形貌如图1(a)所示,局部放大如图1(b)所示。
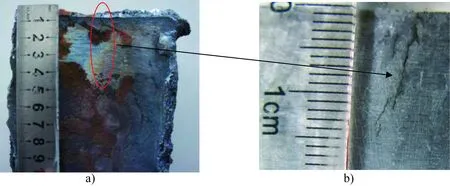
图1 铸坯皮下裂纹(a)及其局部放大(b)Fig.1 Subsurface cracks (a)and their closeup view (b) in the continuously cast slab
金相分析结果进一步表明,皮下裂纹自表面至心部深达10 mm以上,如图2所示,呈断续状或离散分布,裂纹内部呈空洞状,是否还有其他物质需采用扫描电镜确认。
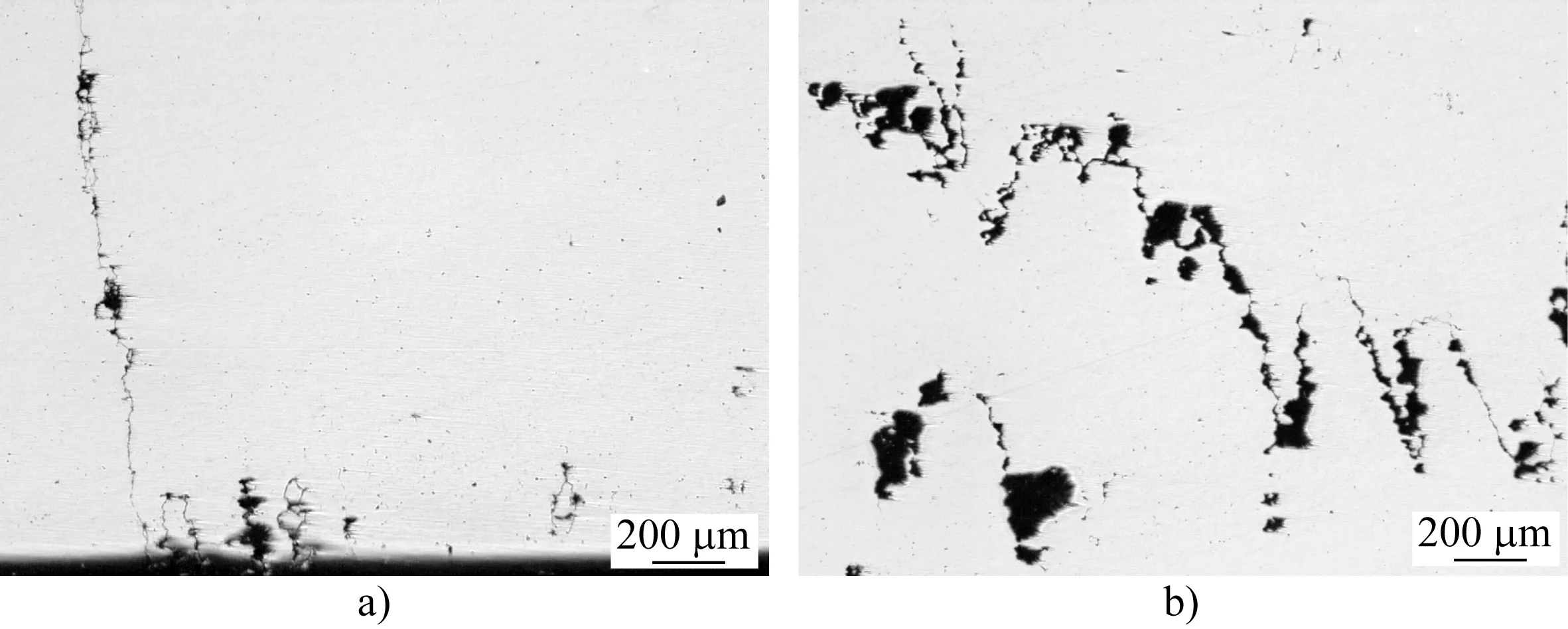
图2 皮下裂纹的形貌Fig.2 Patterns of the subsurface cracks
图3为裂纹的电子探针分析结果。裂纹内部发现有大量的TiO2、Al2O3等氧化物,还发现有Na、K等保护渣的典型成分。
2.2 原位观察结果
采用激光高聚焦高温显微镜原位观察裂纹与铸坯冷却温度之间的关系。如图4所示,高温熔体在冷却过程中,随着温度的降低,在1 367 ℃开始形核,在1 360 ℃形核点增多,在1 348 ℃开始形成树枝晶,在1 264 ℃树枝晶组织形成完成。
将原位观察试样冷却至常温并抛光后,在金相显微镜下观察。图5表明,在接近试样边缘处有发达的树枝晶,而在试样中部则主要为等轴晶。在连铸过程中,裂纹往往形成于铸坯凝固的前沿,在脆性温度区更为明显。随着凝固的进行,在热应力等影响下,铸坯中的裂纹沿着枝晶扩展。
图3 皮下裂纹的电子探针分析结果Fig.3 Electron probe analysis results for the subsurface crack
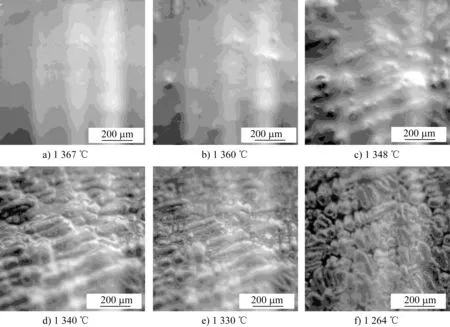
图4 Fe-Cr-Ni合金铸坯凝固过程的原位观察结果Fig.4 In situ observation results of solidification process of the Fe-Cr-Ni alloy slab
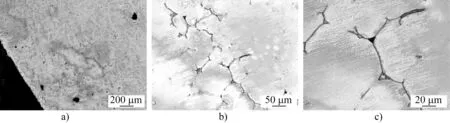
图5 原位观察的试样冷却到常温后的微观形貌Fig.5 Micrographs of the sample obtained by in-situ observation after being cooled to room temperature
已有研究表明[2,8],固-液界面的临界强度和塑性与钢的成分有关,通常临界高温强度为1~3 MPa,临界塑性应变为0.2%~0.4%。如图6所示[8-9],连铸坯在固-液两相区受到热应力、摩擦力等作用,一旦超过了上述临界值,在铸坯固-液界面就产生裂纹并沿柱状晶界面扩展,直至凝固壳能抵抗外力时为止。

图6 连铸坯固-液两相区的力学性能随温度变化的示意图[8-9]Fig.6 Schematic of variation of mechanical properties with temperature in solid-liquid zone for the continuously cast slab[8-9]
2.3 讨论
Fe-Cr-Ni合金连铸结晶器保护渣的半球点温度约为1 130 ℃,该保护渣只适用于浇注液相线温度为1 450~1 500 ℃的钢种。而Fe-Cr-Ni合金合金液相线温度低于1 400 ℃,结晶器内化渣困难,保护渣在弯月面处易卷入连铸坯皮下,这是本文研究的连铸坯产生皮下裂纹的原因之一。图3所示的裂纹内含有连铸保护渣成分中的Na和K元素证实了这一点。
另外,该合金含有大量的铝和钛,会与保护渣中的SiO2发生还原反应[10]:
4Al+ 3(SiO2) → 2(Al2O3) + 3Si
(1)
Ti+ (SiO2) → (TiO2) + Si
(2)
如图7所示,随着钢-渣反应的进行,保护渣中的SiO2含量先减少后趋于平衡,Al2O3与TiO2的含量先增加后趋于平衡,保护渣的其他成分基本不变。
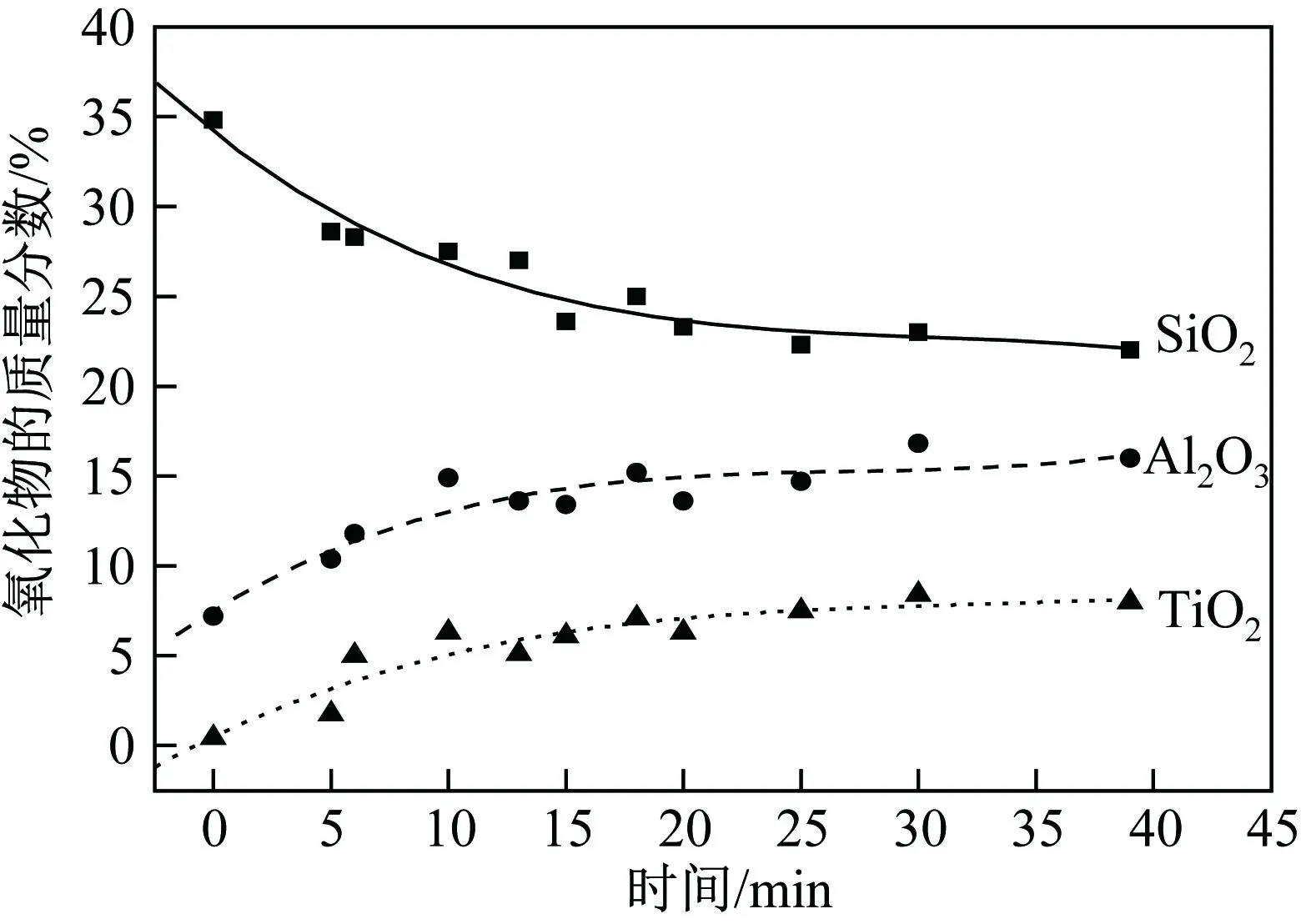
图7 保护渣中氧化物含量随时间的变化Fig.7 Variation of oxide contents in the protecting slag with time
保护渣中SiO2的质量分数减少了约9.7%,Al2O3和TiO2的质量分数分别增加了约7.0%和7.6%。保护渣变性产物Al2O3和TiO2易在弯月面处卷入连铸坯皮下,这是连铸坯形成皮下裂纹的主要原因。
3 结论
(1)Fe-Cr-Ni合金连铸坯的裂纹往往形成于铸坯凝固前沿的晶界,在脆性温度区更加明显。
(2)在Fe-Cr-Ni合金连铸坯皮下裂纹内有大量的TiO2、Al2O3等氧化物,这是钢-渣反应产物,同时还发现有Na、K等保护渣的典型成分。
(3)保护渣及保护渣变性产物能在原始连铸坯皮下以细条状裂纹的形式存在。
致谢:本文的测试工作得到了宝钢研究院马天军、郭亮亮、姚雷和周灿栋等同志的热情帮助,在此表示衷心感谢!