高速纺PBT-POY 黑色长丝生产工艺探讨及成型不良原因分析
2019-01-25王保柱
王保柱
(苏州宝丽迪材料科技股份有限公司,江苏苏州 215000)
随着科学技术的飞速发展,新型的化纤新材料不断被开发并广泛应用于人们日常生活的方方面面。具有良好弹性、染色性和穿着舒适性的PBT(聚对苯二甲酸丁二醇酯)长丝产品发展势头迅猛,已成为聚酯家族中的新宠。但是,由于传统染整工艺能耗大、成本高、污染严重的缺陷也使其发展受到一定限制。近几年来,原液着色技术在PBT 长丝生产上的应用,为破解这一难题提供了契机。不过,因PBT 聚酯具有结晶快、弹性高、收缩率大的特性带来的高速纺纺程张力过大、POY 卷装成型困难、易发生凸肚和凸肩的缺陷,在黑色PBT-POY 生产时表现得更为突出[1-3]。为此,本课题将针对这一问题展开讨论和研究。
1 实验
1.1 原料
纤维级PBT 切片[江苏恒力和江苏兴盛新材料有限公司生产,特性粘度IV (0.8~1.02)dl/g,熔点Tm(225~228)℃,端羧基—COOH 29.5mol/t];PBT 黑色母粒[苏州宝力塑胶材料有限公司生产,特性粘度IV 0.6875dl/g,熔点Tm(225~229)℃,炭黑含量30%];油剂(日本进口涤纶纺丝油剂,型号竹本F-2707)。
1.2 主要实验设备和测试仪器
1.2.1 实验设备
干燥设备,沸腾床式结晶器和充填式干燥塔(郑州中远);JWM135/25 螺杆挤出机,Φ135 螺杆,长径比L/D25,螺杆头部带销钉混炼头(上海金纬);PF2T 立式双筒套缸过滤器,过滤面积2×2.34m2,过滤精度30μm(苏州东海滤机设备有限公司);纺丝机,侧吹风装置(北京中丽);SW46SSD 卷绕头(巴马格);小型充填式干燥塔;称重式母粒注射机(进口METTLER)。
1.2.2 测试设备
NCY-4 型自动乌氏粘度仪(上海思尔达科学仪器有限公司); WRX-1S 型显微热分析仪(上海精密仪器有限公司);YG029 全自动单纱强力机(常州纺织仪器厂)。
1.3 工艺流程
工艺流程见图1。

图1 工艺流程图
2 结果与讨论
2.1 干燥条件
干燥条件见表1。

表1 干燥条件
2.1.1 PBT 切片干燥
PBT的分子结构和PET(聚对苯二甲酸乙二醇酯)一样,具有亲水基团羟基—OH 和羧基—COOH,会吸收和结合大约0.2%~0.3%的水份,在高温纺丝过程中易发生水解而使PBT 聚酯熔体粘度降低,产生飘丝断头和毛丝,影响纺丝正常进行,降低产品质量。因此,必须对PBT 切片进行有效干燥。由于PBT 在36℃左右发生结晶,所以PBT 切片不需结晶,可以直接进行干燥,也可经过结晶器初步去除表面水份,再进入干燥塔干燥,一般来说,如果用干压缩空气作为气源,干燥温度140℃~150℃,干燥8h~12h 即可除去切片毛细孔结合水,使PBT 切片的含水率降低到50×10-6以下,满足高速纺丝生产要求。
2.1.2 黑色母粒干燥
同PBT切片一样,PBT黑色母粒也带有大约0.1%的水份,需要经过干燥去除水份。但是,因为PBT的柔性链段较长,有4 个亚甲基—CH2,活性较强而易于结晶,母粒干燥时无需再结晶和搅拌。一般用干燥压缩空气作为气源,干燥温度120℃~130℃下干燥6h~8h 即可。因为PBT 黑色母粒是在PBT 基体中,加入了大约30%的炭黑,炭黑粉体的加入相当于增加了成核剂晶核,使黑色母粒的结晶度更高。母粒结晶度的增大[4-7],不利于黑色PBT 母粒在螺杆中的熔融,结晶度大的母粒需要吸收更多的热量才能熔融,其熔融速度要晚于PBT 切片,部分还没来得及完全熔融的母粒被先熔融的切片熔体 “包裹住”变成难熔物,被带到预过滤器内,堵塞滤芯,使过滤器的使用周期缩短。所以,PBT 黑母粒的干燥温度不宜过高、时间也不宜过长,要比PBT 切片干燥条件弱化一些。
2.2 纺丝卷绕
2.2.1 纺丝温度
PBT 黑色母粒在加入纺丝系统后,往往会引起纺丝组件压力降低10bar 左右。主要原因是,黑色母粒的生产是用双螺杆在一定温度下,通过强的剪切力将炭黑粉体强制分散在PBT 树脂基体中。这种强烈的剪切作用使PBT 基体树脂急剧升温并发生降解,造成母粒的特性粘度降低,加入纺丝系统后引起纺丝熔融体系的粘度降低,粘度一般降低(0.06~0.10)dl/g,直观表现为组件压力降低。为使纺丝熔体的粘度适合纺丝生产,PBT 黑丝生产时,需要适当降低纺丝温度,箱体温度比本色丝低3℃~5℃。但是,黑色母粒结晶度的提高,使黑色母粒的熔融温度升高,熔融需要吸收更多的热量,相对于PBT 切片母粒融化时间滞后。所以,螺杆各区的温度需要适当高些或保持和本色丝一致。具体需根据产品规格和母粒加入比例来综合考虑,当产品单丝纤度大、母粒加入量高时,纺丝温度的降低幅度就大,反之亦然。50D/24f PBT-POY 纺丝状况比较见表2。

表2 50D/24f PBT-POY 纺丝状况比较
2.2.2 侧吹风条件
由于PBT 易结晶且结晶度高,如果冷却成形条件过强,会产生较多的毛丝甚至断头。为减少毛丝和断头并降低纺程张力,应缓和冷却条件,需适当提高风温、降低风速,甚至增大缓冷区的高度。这也有利于分子链段取向更加均匀,并能有效减小内应力的集聚,对POY 卷装成型有利。但是,若冷却条件太弱,则会出现在集束上油后,丝束温度仍然高于PBT 的结晶温度,使POY 的结晶过程发生在卷装成型之后,这时再进行结晶会造成丝条收缩,产生较大的内应力,不但会引起成型不良而发生凸肩,还容易把纸管拉变形导致“丝饼抱死”现象,造成浪费。所以,冷却条件的选择对PBT-POY 纺丝来说尤其重要。实验表明,生产50D/24f黑色PBT-POY时,风速0.36m/s~0.40m/s,风温22℃~24℃比较合适。
2.2.3 上油及集束位置
给POY 上油不但能增大单丝之间的抱合性,减小丝束与导丝器、单丝与空气之间的摩擦力,提高后加弹时POY 的退绕性能,更重要的是有利于减小纺程张力,消除丝束高速拉伸而产生的内应力。但是,如果上油过早集束位置过高,虽说能够抑制PBT-POY 的过早快速结晶,却会留下在纺程中再次结晶带来的的隐患,即卷绕张力增大及丝束内应力的积聚。所以,黑色PBT-POY 的上油集束位置要适当降低,上油量要适当提高。经过反复实验,生产50D/24f 黑色PBT-POY 时,集束位置800mm~1 000mm、上油量0.5%比较合适[8]。
2.2.4 纺丝速度和卷绕成型
50D/24f 黑色 PBT-POY纺速和成型状况比较见表3。
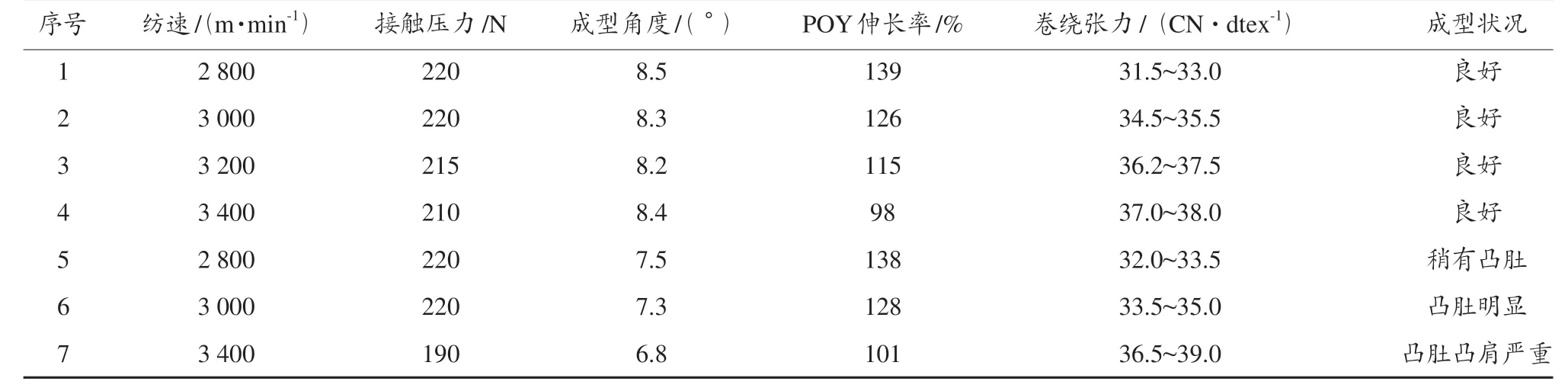
表3 50D/24f 黑色 PBT-POY 纺速和成型状况比较(巴马格SW46SSD 卷绕头)
2.2.4.1 纺丝速度
在POY 纺丝时,纺丝速度是重要的技术参数,选择的是否合适,不仅影响POY 的可纺性及加弹的加工性能,还对纺程张力和POY 卷装成型有重要影响。在PBT 纺丝体系中加入PBT 黑色母粒,经高温熔融后纺丝熔体的粘度变低,说明粘度降较大。尤其是,炭黑粒子的存在,使聚酯分子链段的规整度降低,炭黑粒子在分子链段之间起到了平滑剂和滚珠的作用,使分子链段之间的纠结和缠绕力减弱,在高温状态下受到拉力作用时,分子链段的相对滑移运动变得容易,从而使黑色PBT-POY 的伸长大幅增大。正常的PBT-POY 伸长率一般为95%~100%。当黑色母粒加入量达到5%时,同样纺丝速度,POY 伸长率会增大30%~40%,达到140%左右。过大的伸长率产生较大的回缩力,使丝束的内应力增大,引起丝筒成型不良,突出表现就是凸肚又凸肩。为改善卷装成型和后加工性能,通过采取提高纺丝速度来降低POY 伸长率的同时,也使分子链段的取向和结晶更趋完善,使成型后的PBT-POY 的丝条回缩率降低。通过增大导丝盘或辅助槽筒对卷绕头的超喂率来降低卷绕张力,降低丝饼的内在应力,实验表明,纺丝速度(3 400~3 500)m/min, 卷 绕 张 力 控 制 在(0.06~0.08)CN/dtex, PBT-POY 的伸长率能够稳定在95%~100%, POY 卷装成型良好,加弹时退绕顺利。
2.2.4.2 卷绕成型
POY 卷装成型的好坏,除了与卷绕头结构型式、卷绕成型方式、卷绕角的设置及卷绕头机械状况和卫生有关外,还与卷绕张力、卷绕接压和POY 的内应力大小有关。由于黑色PBT-POY 的纺丝速度选择较高,势必增大纺程上的纺丝和卷绕张力。卷绕张力太大会引起丝饼变形,影响后加弹时的退绕率。另外,PBT-POY 黑丝生产时较高的纺丝速度,也缩短了PBT-POY 在此过程中发生结晶和取向而产生的内应力的消除时间,导致POY 卷装内部集聚了较大的内应力,在消除内应力的过程中使丝条收缩,造成POY 卷装严重变形,不但有明显的凸肚,还伴有严重的凸肩及内层蛛网丝。通过多次实验和成型参数匹配,选择增大卷装接压、减小卷绕张力和增大卷绕角的方式,能够很好地解决PBT-POY 成型不良问题。根据产品规格和黑母粒加入量的不同,选择精密卷装型式,卷绕接触压力210N~220N、卷绕张力(0.05~0.08)CN/dtex、成型角7.5°~8.0°等参数能够成功解决上述问题。
2.3 环境温湿度的影响
在PBT-POY 黑丝纺丝过程中,生产现场的温湿度不仅影响纺丝的可纺性,还会影响到PBT-POY 的内在质量,尤其是对PBT-POY 结晶速度和结晶度、纺程张力和卷绕成型有较大影响。所以,需要保持纺丝和卷绕现场的温度、湿度适中和稳定。实践表明,纺丝间温度25℃~28℃,湿度60%左右,卷绕间温度28℃~32℃,湿度85%,能够有效消除静电提高可纺性,还能稳定纺程张力、消除丝束内应力改善丝筒成型,减少不良品产生。
3 物性指标
PBT-POY 物性指标见表4。

表4 PBT-POY 物性指标
4 结语
针对黑色PBT-POY 结晶度高、伸长率大、卷装凸肚又凸肩的问题,通过合理调整纺丝工艺条件,采取缓和的侧吹风冷却、合适的干燥和纺丝温度,尤其是提高纺丝速度、增大成型角、增大卷绕头接触压力和减小卷绕张力的方法,不但能够生产出优质的适合加弹加工的黑色PBT-POY,还成功解决凸肩和凸肚等外观成型问题, POY 卷装成型良好。
