一种圆管扳手的设计研发*
2019-01-18温乘焓
温乘焓
(南京市第二十九中学,江苏 南京 210000)
0 引 言
圆管扳手是针对薄壁管无法用普通的管子钳拆装而设计,主要用于套叠薄壁圆管的分离、薄壁管螺纹件的无损伤拆装。
薄壁圆管和薄壁管螺纹件装拆时,如夹持外部,极易发生变形,目前市场上还没有专门用于装拆薄壁管螺纹件的工具,而管子钳等少数工具能对常用的圆管螺纹件进行装拆,但不能用于薄壁管。现有圆管扳手为管钳和链钳,当空间狭小时,管钳操作不便。而当圆柱螺母直径较小时,链钳操作也不方便。而常用的活动扳手、开口板手和套筒板手,无法胜任圆柱螺母的拆装。为此,笔者设计了一种适用于薄壁管件的圆管扳手。
1 圆管扳手的功用和设计过程
1.1 圆管扳手的功用
薄壁圆管采用多点夹紧,可以有效地降低接触点的压强,从而减少管体的变形。夹紧力沿薄壁管的径向,方向可以指向管内,也可以指向管外。多点同时接触管壁,利用摩擦力防止扳手与管壁之间的相对转动,从而完成自锁。
将转动体的柄部设计成方榫,从而可以与标准套筒扳手组合使用,也可以用活动扳手或呆扳手,简化设计,方便使用[1]。此外,方榫还可以联接加长杆,实现较长圆管螺纹件的拆装。方榫的一个侧面设置弹性突起,实现扳手与套筒的轴向定位与联接,保证扳手在竖直向下时,不与套筒分离。
类似于套筒扳手,圆管扳手设计成直径不等一个系列,可以适用于管径不同的圆管[2]。
1.2 圆管扳手的设计思路
图1为圆管扳手原理图。圆管扳手是利用凸轮机构的工作原理,多个凸轮同时工作,故将转动体的形状设计成梅花形,每个梅花瓣即为一个凸轮。凸轮旋转,推动滚动体转动。T型爪由于头部卡在壳体的槽孔中,只能跟随凸轮做径向移动,如图1所示。
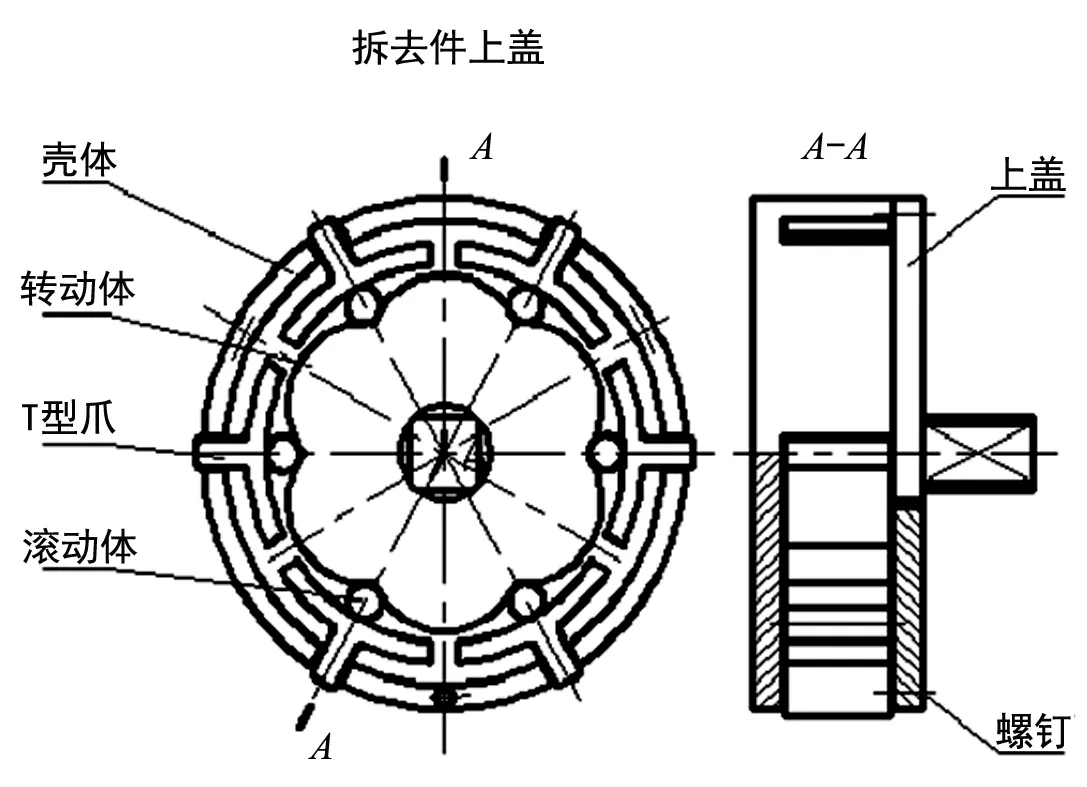
图1 圆管扳手原理图
工作中,滚动体与转动体的下凹部接触时,T型爪缩入壳体;当用手柄转向转动体时,滚动体逐渐与转动体的上凸部接触,T型爪被推出壳体,与圆管的内壁接触,施加外力后锁住管壁。T型爪和管壁产生的摩擦力,使得圆管转动,从而达到拆装的效果。
1.3 圆管扳手的结构设计
1.3.1圆管扳手主要部件设计
圆管扳手是由壳体(如图2所示)、转动体(如图3所示)、6个T型爪(如图4所示)、6个滚动体(如图5所示)、圆形挡板(如图6所示)以及3个螺钉组成。圆管扳手组装后外观,如图7所示。其中,转动体装入壳体中,6个T型爪插入壳体,头部从壳体的直槽中升出,T型爪与转动体之间装入6个滚动体,最后盖上端盖,完成圆管扳手的组装。
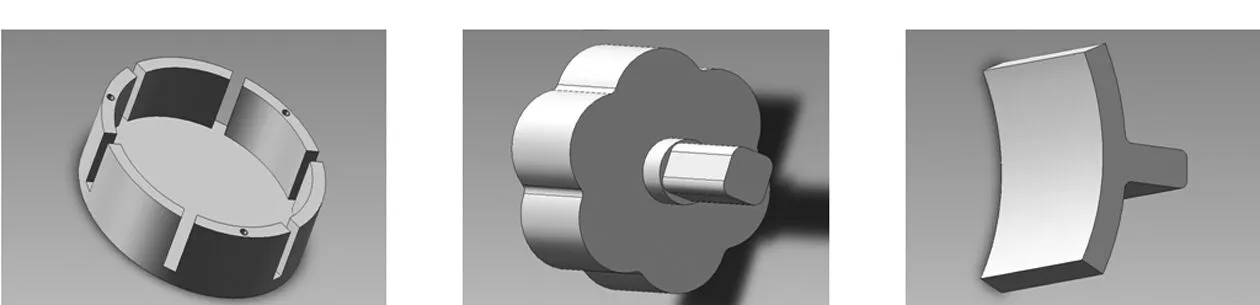
图2 壳体 图3 转动体 图4 T型爪
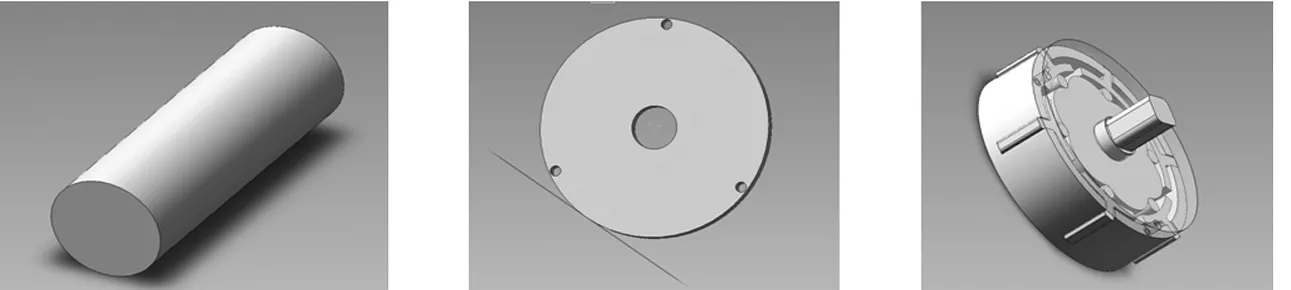
图5 滚动体 图6 端盖 图7 圆管扳手整体
使用3D打印机将圆管扳手的零部件打印出来,组装后圆管板手模型如图8所示。

图8 圆管扳手模型
1.3.2约束和载荷的施加
圆管的材料为Q235,其密度为7 850 kg/m3,弹性模量为2.1e11 Pa,泊松比为0.31,屈服极限235 MPa[3]。采用500 N·m的实验荷载对圆管扳手进行有限元分析,其结果如图9所示,图9(a)为使用圆管扳手拆装圆管时,其最大值为281.5;图9(b)为使用普通扳手拆装圆管时,其最大值为479.442。通过数据对比,两者相差很大,图9(a)中的应力仅为图9(b)中的58.71%。因此,圆管扳手对防止圆管变形非常有效。
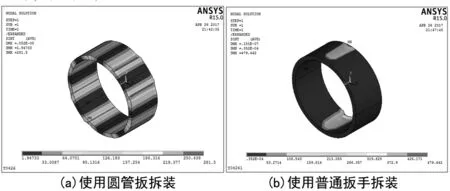
图9 圆管拆装时的应力与变形
2 圆管板手的加工
圆管扳手的零件数目不多,结构也并不复杂,但壳体的加工有一定的难度,其四周的六个直槽之间的位置要求比较严格,如图10所示。而且,大量生产时,一般需要使用车床和数控铣床加工。二次装夹产生的重复定位误差,对外壳的位置误差影响很大[4]。
对于一些加工中心而言,为了保证能在一次装夹中就完成大部分工序,从粗加工到精加工都在一台机床中完成。但是,却降低了设备的使用效率。虽然使用加工中心,可以部分解决二次装夹带来的重复定位误差,但不能解决由于加工方式的改变而导致的形状误差。此外,如果需要使用特种加工,零件二次装夹产生的定位误差依然存在。

图10 壳体图
3 加工方案设计
目前,在设备上加装柔性夹具是一种高效的解决方案,柔性夹具一种标准化、系列化、通用化程度很高的工艺装备,它是由安装在各机床上的标准接口夹具,与其他预先制造好的各种不同形状、不同规格、不同尺寸、具有完全互换性的标准元件相结合[5]。加工中,标准元件随工件一起流动。改造后的工艺系统结构如图11所示。在加工过程中,可以随时对工件进行在线检测,实现生产过程中的质量控制[6]。
在设备中加装具有标准接口的柔性卡盘,如图12所示。柔性卡盘与装有拉钉的托板相连接,托板如图13所示[7]。
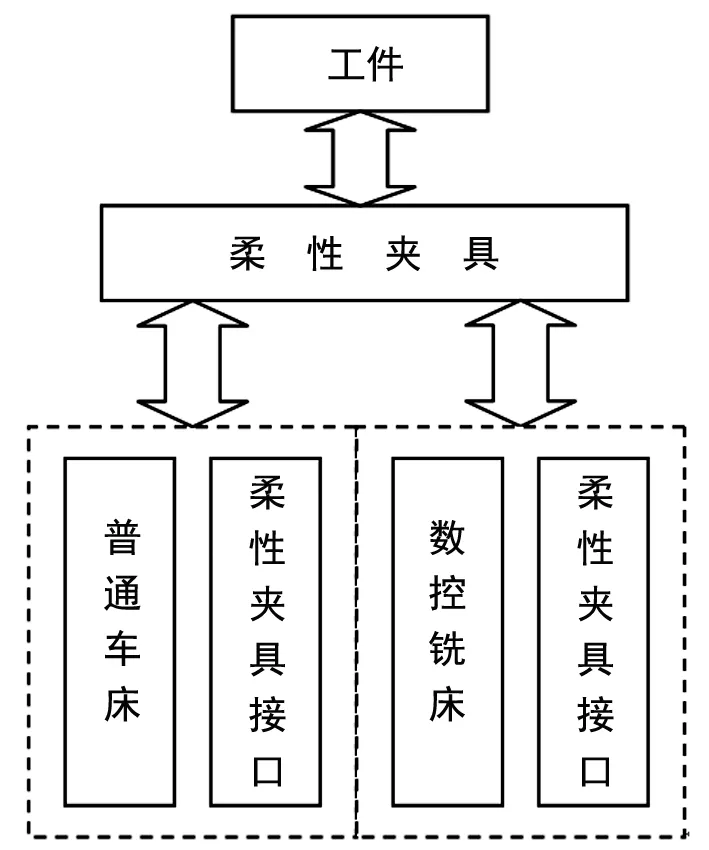
图11 改造后的工艺系统的结构图

图12 柔性卡盘
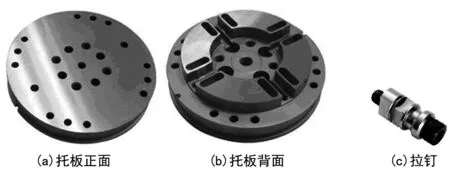
图13 托板与拉钉
3.1 车床夹具的改进
对于车床,将原有的三爪卡盘改为柔性卡盘,如图14所示。柔性卡盘通过车床的法兰盘联接在车床的主轴上,然后用校准规校准同轴度和端面跳动,最后紧固。
需要指出的是联接气缸与机床主轴之前,先将其端面用“自车自”的方法加工一刀,以保证其端面圆跳动。
3.2 数控铣床夹具的改进
数控铣床,将原先常用的机用虎钳装夹改为由柔性卡盘联接的精密虎钳装夹[8]。柔性卡盘利用压板或者螺钉紧固件,安装固定在铣床工作台上面,如图15所示。然后用校准规校准平行度和位置度,最后紧固。
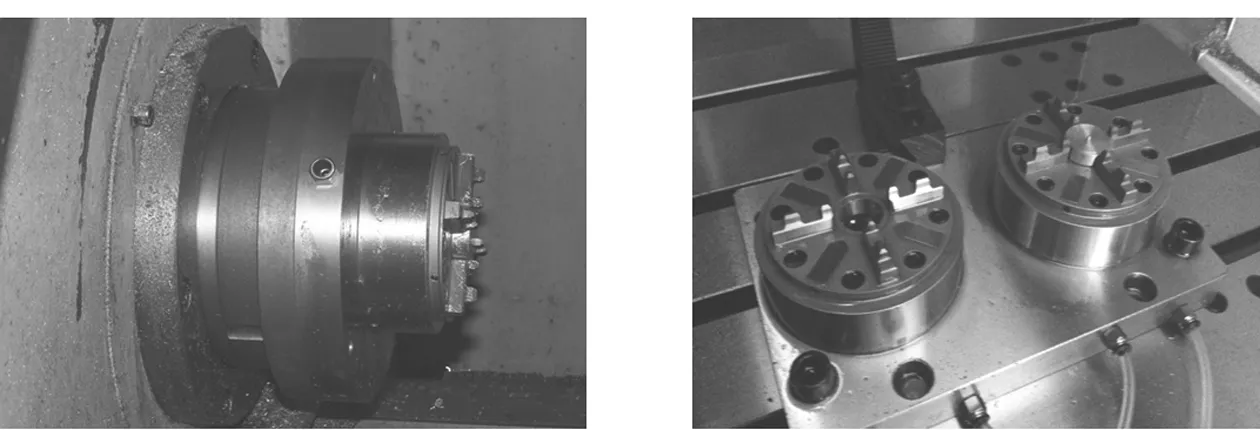
图14 普通车床加装柔性卡盘 图15 数控铣床工作台加装双联卡盘
4 结 语
为了解决薄壁管拆装过程中管壁变形的问题,而专门设计的圆管扳手,其结简单,便于制造,现已获得发明专利一项,编号为ZL201510039443.6。