UV激光切割在阶梯板生产中运用实验
2019-01-17龚智伟王高坤林茂忠
龚智伟 王高坤 林茂忠 刘 鹏
(四川超声印制板有限公司;四川 江油 621700)
0 前言
在阶梯印制板激光开盖过程中,如果激光切割参数调整不当,会出现激光切伤线路、激光伤基材的现象[1],(如图1)。为了改善激光伤线路和基材的现象,测试UV激光切割机相关工艺参数(激光能量、切割次数、切割速度和频率)之间的关系,减小激光切割深度极差对铜层和线路的影响,为生产高精度阶梯板提供理论依据。

图1 优化激光参数前后激光切割图片
1 UV激光切割原理
UV激光指激光波长在紫外波段,采用高性能紫外激光器,具有波长短、光束质量高、峰值功率高等特性。因紫外光是通过分解、汽化,而不是用融化实现对材料的加工,所以加工后几乎无毛刺、热效应小、无分层,切割效果精密、光滑、侧壁陡直。
光对金属材料的切割能力在长波长时较弱[2],而随着波长的减小,吸收率渐渐增大,在紫外波段时,吸收率达到最大(如图2)。

图2 不同波长下不同金属材料激光吸收率曲线
2 实验部分
2.1 实验材料及仪器
普通FR-4蚀铜双面板、不流动半固化片、泰康尼克TSM-3板材、广东正业UV激光切割机等。
2.2 正交实验步骤
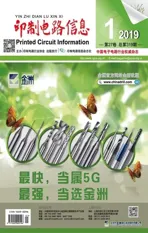
根据UV激光切割在开盖过程中的工作原理,选择切割速度、切割次数、频率和功率等四个因素,选择正交表L9(34)安排实验[3]。实验水平(见表1)以激光切割深度极差作为实验评定指标进行分析,实验结果见表2。
由表2极差分析结果可知,影响激光切割深度极差最大的因素是切割次数,次之为切割功率及切割速度,影响最小的因素为频率。切割次数在5~15次的范围内,激光切割深度极差随其次数的增加而增加,在5次时激光切割深度极差较小;激光切割功率 在2~8 kW的范围内,激光切割深度极差随切割功率的增加而增大,在2 kW时激光切割深度极差较小;切割速度在150~250 mm/s的范围内,激光切割深度极差随切割的速度的增加而减小,在250 mm/s时激光切割深度极差较小;切割频率在30~60k HZ的范围内,激光切割深度极差随切割频率增加先减小后增大,在激光切割频率为45 kHz时激光切割深度极差较小。其激光切割深度极差指标-因素图结果如图3。
因此为了获得较小的切割深度极差,激光切割最佳工艺参数为A1B3C2D1,即切割次数5次,切割速度250 mm/s,切割频率45 kHz,切割功率2 kW。
3 结论
使用UV激光能有效将阶梯板的基材切割掉,露出有效焊盘且不损伤铜面和基材,通过正交实验及极差分析要想获得较小的激光切割深度极差,需依次控制激光切割的次数、切割功率、切割速度和切割频率。为了获得较小切割深度极差,需尽量减少激光切割的次数、提高激光切割速度和降低激光切割功率。

表1 实验水平表
表2 正交实验结果及极差分析
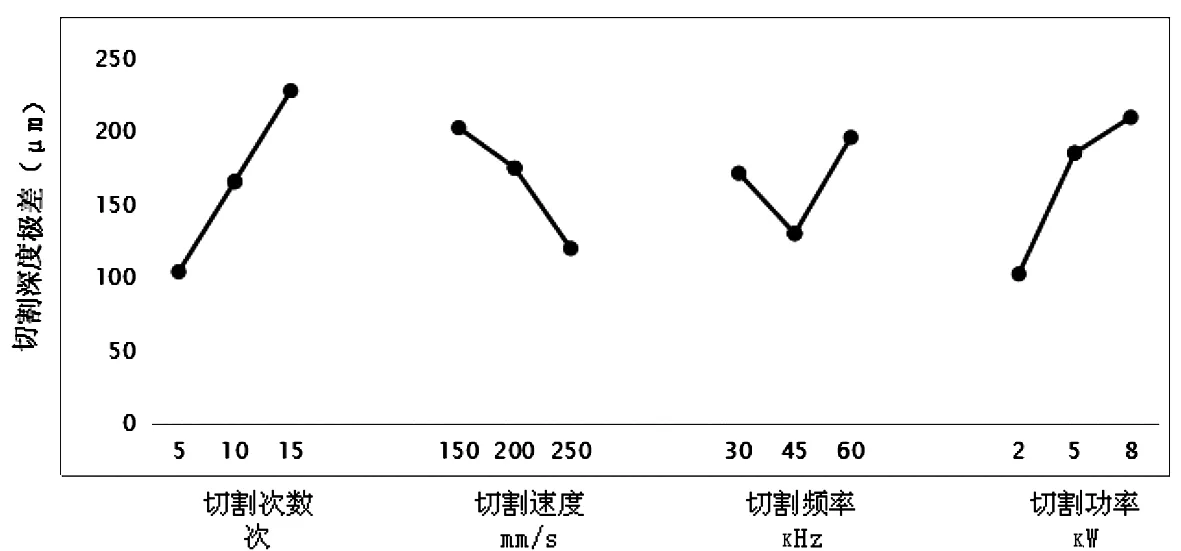
图3 指标-因素图