打浆酶在漂白针叶木浆中节能、增强的应用研究
2019-01-17於旺盛
杨 露,於旺盛,芦 海
(金东纸业(江苏)股份有限公司,江苏 镇江 212132)
造纸工业是一个能源消耗型行业,对能源的需求十分巨大,造纸工业必须走绿色可持续道路,才能够获得长远发展与进步。在造纸过程中,打浆能耗约占造纸厂总电耗的15%~18%[1],降低打浆能耗不仅节降成本,也能节能减排,打浆酶的应用可满足节能减排的要求[2-7]。早在1996年,Bhardwaj等人提出,利用生物酶处理浆料,可节降约15%的打浆能耗[8]。
本文主要研究打浆酶在漂白针叶木浆中的磨浆能耗节降情况、浆料纤维形态变化以及对成纸强度的影响。
1 实验
1.1 原料
针叶木浆及纤维素酶,金东纸业(江苏)股份有限公司提供。
1.2 仪器
PFI磨浆机,纤维质量分析仪(FQA),光学显微镜,恒温水浴槽,浆料疏解机,半自动手抄片机。
1.3 实验方法
将浆板置于自来水中浸泡4 h,用浆料疏解机进行标准疏解,再向浆料悬浮液中加入纤维素酶,添加量为绝干浆料的0.03%,然后在温度为50℃的恒温振荡水浴中处理120 min,酶处理后浆料置于100℃沸水中10 min,用以生物酶灭活,再浓缩至10%质量分数,收集浆料纤维用于PFI磨浆,将酶处理的浆料与未经酶处理的浆料用PFI磨至相同的游离度,在相同的游离度条件下,进行浆料磨浆及浆料物性分析。
1.4 分析方法
游离度、抗张强度、撕裂强度、耐破度和内聚力等指标,按照相关国家标准测试。
纤维长度、宽度等纤维形态参数采用纤维质量分析仪测定。
2 结果与讨论
2.1 磨浆游离度选择
浆料的品质对于造纸有着重要的意义,通过磨浆可以获得更好的浆料物性,有利于纸张品质的提升以及纸机的运转。在浆料磨至不同游离度的情况下,由于浆料的分丝帚化程度增加,以及浆料纤维长度的减短,浆料物性会出现不同的变化趋势,所以在造纸的过程中,浆料需要磨浆至适当的游离度,以获得所需要的指标。图1是在实验室模拟现场磨浆,将针叶木浆磨至不同游离度,测试其各项强度指标后绘制的磨浆曲线。
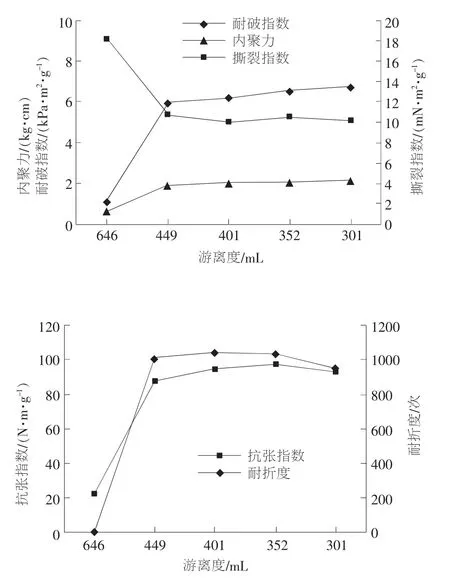
图1 针叶木浆磨浆曲线
从针叶木浆的磨浆曲线可以看出:随着磨浆游离度逐渐下降,也即磨浆程度加深,撕裂指数呈下降趋势,从646 mL游离度时的18.2 mN·m2/g降至最低10.0 mN·m2/g,在401 mL游离度到301 mL的游离度区间,撕裂指数基本维持在10 mN·m2/g附近,浆料的撕裂指数主要是由浆料的纤维长度决定,在磨浆程度加深的情况下,纤维长度会逐渐变短,所以浆料的撕裂强度会呈下降趋势;耐破指数呈上升趋势,从最低 1.12 kPa·m2/g逐步升至最高 6.74 kPa·m2/g,在 449 mL至301 mL游离度区间,提升幅度缓慢;内聚力呈上升趋势,在401 mL至301 mL的游离度区间,增加较缓,在2.09 kg·cm左右;抗张指数呈先快速上升再缓慢下降趋势,在352 mL游离度时达到最大值97.3 N·m/g,401 mL至301 mL游离度区间,抗张指数均在93 N·m/g以上;耐折度趋势与抗张指数一致,其最大值在401 mL游离度,耐折度达1 042次,在449 mL至352 mL游离度区间,耐折度均在1 000次以上。
综合实验评估的各强度指标来看,在401 mL至352 mL区间的游离度,浆料能够达到最佳的强度指标,因此,在实验评估酶处理针叶木浆控制磨浆游离度在350~400 mL之间,实际操作过程中的游离度控制为370 mL和400 mL,并在 370 mL和 400 mL 2种游离度的条件下,对比酶处理与未经酶处理的针叶木浆的物性差异。
2.2 打浆酶对磨浆转数的影响
打浆酶能够促进浆料的P层和S1脱落,有利于细胞壁的分层、压溃和细纤维化[9],从而在打浆的过程中能够节降磨浆的能耗。打浆酶预处理针叶木浆后利用PFI磨浆机打浆,控制与未经酶处理的针叶木浆打浆游离度相同,其磨浆转数的结果如图2所示。
由图2可以看出,针叶木浆经过酶处理后,磨浆转数较未处理的下降,400 mL游离度时的磨浆转数从4 900 r降至4 800 r,370 mL游离度时的磨浆转数从5 300 r降至5 200 r,表明针叶木浆经过酶预处理后,能够节降磨浆的能耗。同时,从图2也可以看出,相同游离度的情况下,酶预处理较未预处理磨浆转数节降较少,可能是该酶对浆料的作用程度较轻,所以磨浆转数下降并不明显,酶对纤维的作用受酶的组成、类型以及处理条件的影响[10]。
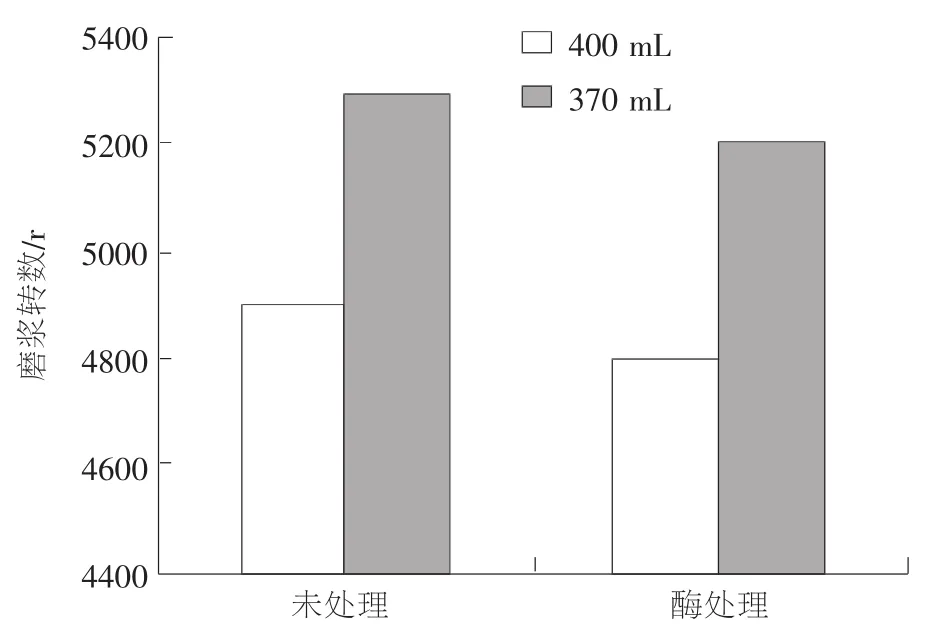
图2 打浆酶辅助处理对磨浆转数的影响
2.3 打浆酶处理对纤维质量的影响
酶处理与未经酶处理针叶木浆,在磨浆至相同游离度后,利用FQA检测其纤维形态,结果如表1所示。
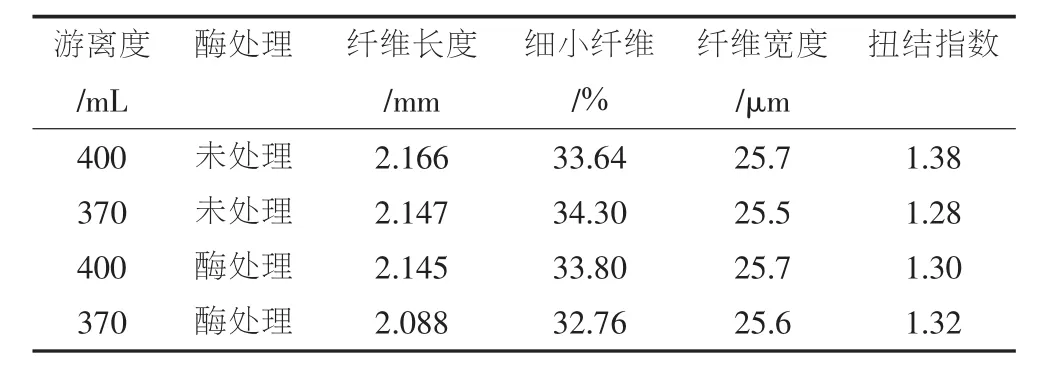
表1 打浆酶辅助处理磨浆后对纤维形态的影响
整体来看:针叶木浆在相同的游离度的条件下,采用酶处理后,纤维长度略有下降,400 mL游离度时的纤维长度从2.166 mm略降低至2.145 mm,370 mL游离度时的纤维长度从2.147 mm降至2.088 mm;纤维宽度基本相当,在25.6 μm左右;细小纤维的质量分数在高游离度时,酶处理的略高,从33.64%升至33.80%,在低游离度时,酶处理的略低,从34.30%降至32.76%,可能是由于纤维素酶优先作用于细小纤维,随着游离度下降,细小纤维含量降低,而未处理浆料,随着游离度下降,纤维分丝帚化增加,纤维的切断作用也增加而导致细小纤维含量上升;未处理的浆料扭结指数在游离度低时也就越小,酶处理的2种游离度条件下基本相当,表明酶可以促进纤维的舒展,减少扭结;从纤维长度的数据来看,虽相同游离度的条件下对比,酶处理后的浆料纤维长度较未处理的要略低,但相差不大,表明该打浆酶处理后能对浆料的作用程度较轻,也验证了在相同游离度的情况下,磨浆转数下降并未产生明显的变化。
针叶木浆经过酶处理后与未经酶处理的纤维显微照片如图3所示。
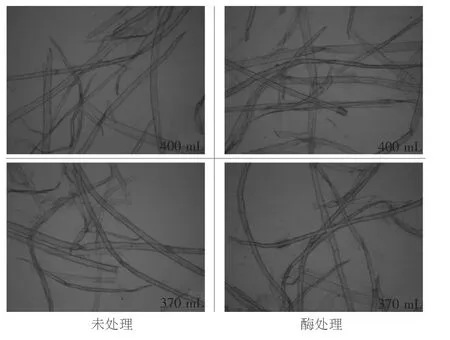
图3 纤维显微照片
由图3可见:400 mL游离度与370 mL的游离度相比,370 mL游离度时纤维的帚化程度略高于400 mL的游离度;同时经过酶处理后纤维的分丝帚化要略好于未经酶处理的纤维;表明加重打浆有利于纤维帚化,而且酶处理对纤维产生一定作用,更有利于磨浆。
2.4 打浆酶处理对浆料脱水性能的影响
酶处理与未经酶处理的针叶木浆在磨浆至相同游离度后,分别检测其在400 mL及370 mL游离度下的快速脱水的能力,其结果如图4所示。
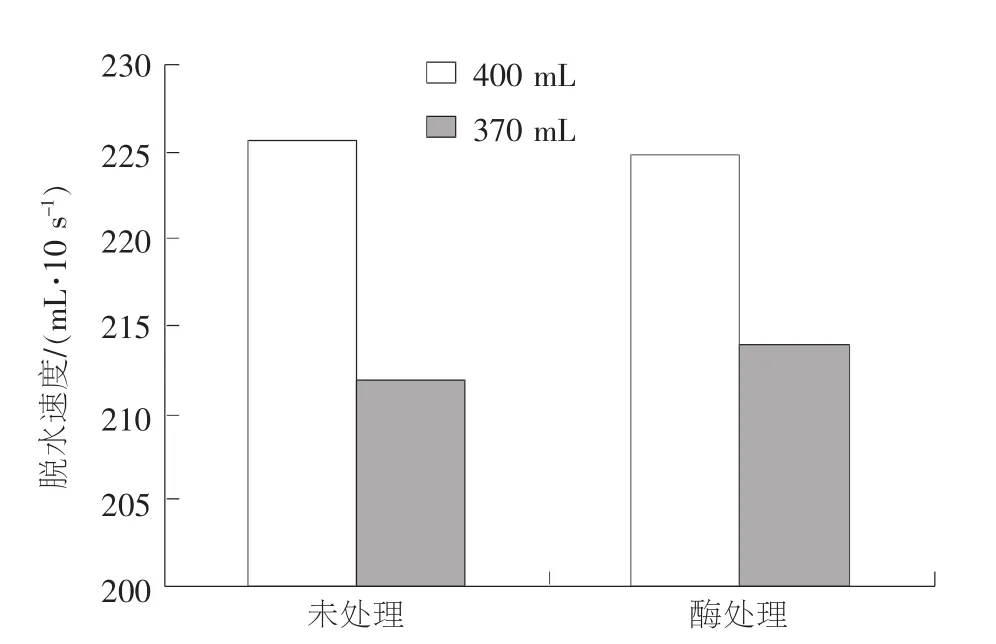
图4 打浆酶处理对浆料脱水的影响
由图4可见:400 mL游离度时,快速脱水量分别为226 mL/10 s和225 mL/10 s;370 mL游离度时,快速脱水量分别为212 mL/10 s和214 mL/10 s,未经酶处理与酶处理的脱水能力相当。该脱水数据与纤维质量分析数据具有对应性,在相同游离度的情况下,未经酶处理与酶处理的纤维长度、细小纤维含量及纤维宽度基本相当。
2.5 打浆酶处理对浆料物理物性的影响
打浆酶预处理浆料后,抄造手抄片,评估强度变化情况,其结果如图5所示。
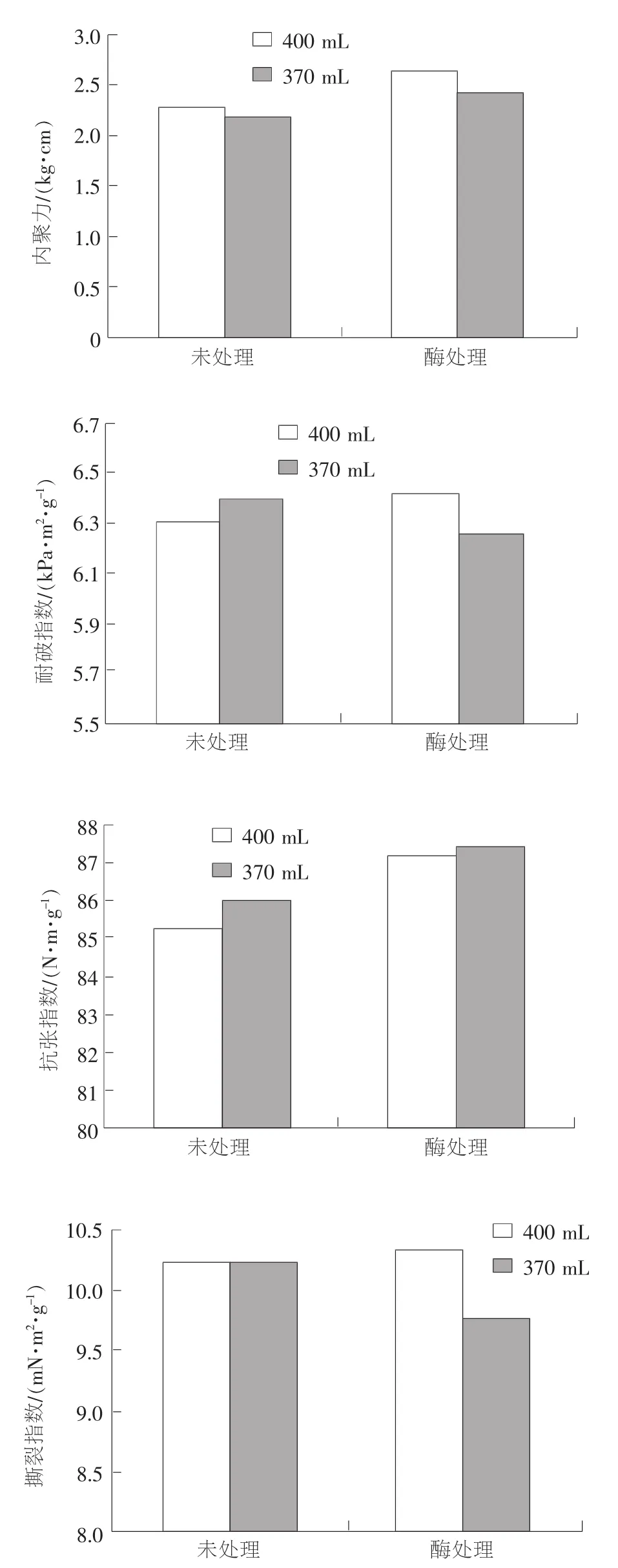
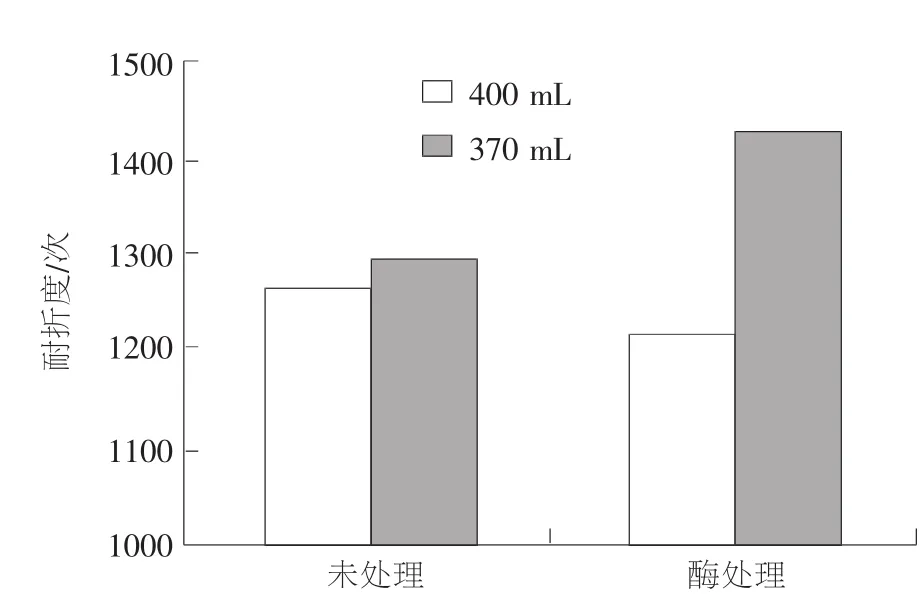
图5 打浆酶辅助处理对纤维强度的影响
从图5可以看出:针叶木浆在相同的游离度的情况下,采用酶处理后,内聚力和抗张指数均上升,400 mL和370 mL的游离度下,内聚力分别从2.29 kg·cm升至 2.63 kg·cm,以及 2.18 kg·cm 升至 2.43 kg·cm;抗张指数分别从 85.2 N·m/g上升至 87.1 N·m/g,以及86.0 N·m/g上升至87.4 N·m/g;而耐破强度及撕裂强度在高游离度(400 mL)时采用酶处理后均上升,耐破指数从 6.3 kPa·m2/g 上升至 6.42 kPa·m2/g,撕裂指数从 10.25 mN·m2/g提高至 10.35 mN·m2/g;在低游离度(370 mL)时采用酶处理后均下降,耐破指数从 6.39 kPa·m2/g 降至 6.26 kPa·m2/g,撕裂指数从 10.25 mN·m2/g降至 9.77 mN·m2/g;耐折度在高游离度(400 mL)时采用酶处理后下降,从1 270次降至1 218次,在耐折度在低游离度(370 mL)时采用酶处理后上升,从1 295次上升1 428次。对比图5的强度数据发现,除了耐折度在低游离度(370 mL)的条件下采用酶处理后达到最佳外,在高游离度(400 mL)的条件下采用酶处理后的纤维强度是最优的,优于高游离度(400 mL)及低游离度(370 mL)条件下未采用酶处理后的的纤维强度,这表明在适当提升酶处理的浆料磨浆游离度的情况下,对浆料的强度是有利的,可以避免酶处理对浆料造成的强度损失。
3 结论
(1)从针叶木浆的磨浆曲线来看,浆料在400 mL至350 mL的磨浆游离度时,能够达到最佳性能。
(2)打浆酶处理针叶木浆对于造纸打浆过程是有帮助的,可以有效地节降磨浆能耗。
(3)对比400 mL和370 mL的磨浆游离度下的针叶木浆物性,除耐折度在低游离度(370 mL)的条件下采用酶处理后达到最佳外,其余强度性能均是在高游离度(400 mL)时采用酶处理后达到最佳,优于未经酶处理的浆料。