三通道数码纺渐变纱产品设计
2019-01-10顾燕薛元徐志武于健陈联光
顾燕 薛元 徐志武 于健 陈联光
摘 要:针对目前国内外生产渐变纱的技术在精确控制纱线各分段长度内的颜色及长度方面具有较大的局限性等问题,介绍了三通道环锭数码纺纱机纺制渐变纱的数字化牵伸调控混纺比机理,基于三通道数码纺纱系统,分别建立了以品红、黄、蓝为基色的色相渐变体系模型,以白色或者黑色与三原色中任意两色组合为基色的色彩明度及饱和度与色相渐变体系模型;通过渐变颜色模型的建立,在每种模型中筛选了具有代表性的渐变颜色规律进行设计与纺制。通过纱线模拟图与实际纱线效果对比验证五基色三通道混合颜色模型的正确性,将纱线颜色多变的效果体现到布面上,设计出具有独特色彩渐变效果的织物。
关键词:数码纺纱;渐变纱;渐变模型;织物
中图分类号:TS104.1
文献标志码:A
文章编号:1009-265X(2019)06-0031-06
Abstract:The existing gradient colored yarn production technology at home and abroad has a great limitation in accurate controlling the color and length of yarns in different segments. In this study, the mechanism of the digital drafting regulation blending ratio for producing gradient colored yarn with three-channel digital ring spinning machine is introduced, and a color gradient system model with fuchsine, yellow and blue as primary colors and a color gradient system model of color value and saturability of the colors combining of white or black with two of the three primary colors are built respectively. Based on the gradient color models, the representative gradient color rules are screened out of each model for design and spinning. The correctness of the five-color three-channel mixed color model was verified by comparison between the yarn simulation map and actual yarn effect. The effect of changing yarn color was reflected on the cloth surface, and a fabric with a unique color gradient effect was designed.
Key words:digital spinning; gradient yarn; gradient model; fabric
渐变纱,即在纱线的纵向截面上,纱线的粗细或者颜色发生连续自然变化的纱线,表现在织物上即产生颜色柔和自然过渡的效果,目前市面上生产渐变纱及渐变织物主要是通过纱线分段段染技术,四色针梳机电脑控制并条技术或织物渐变色喷液着色技术,但染色工艺中染料的浸染程度,纱线或织物分段长度内染液渗透的长度或者宽度很难精确控制,并且若要达到纱线或者织物表面柔和的过渡效果需多种相近色相的染液,这大大增加了生产难度,降低染色效率,后道工序的水洗固色亦会造成环境的污染,不符合绿色生产的要求[1]。四色针梳机电脑控制并条技术,通过喂入条子的速度和时间不同,可生产分段颜色沿条子长度方向变化的熟条,但熟条制成纱线还得经过粗纱,细纱牵伸工序,则制成的纱线虽能产生纱线上颜色的变化,但颜色分段长度难以精确控制[2-3]。
环锭三通道数码纺纱机,可通过伺服电机分别控制三个组合后罗拉,使得后罗拉喂入速度的不同而改变三组喂入粗纱的牵伸倍数,从而实现喂入粗纱混纺比的变化,而通过改变控制面板中各混纺段喂入时间,则可实现分段长度的精确控制,通过改变粗纱的喂入颜色可实现渐变纱颜色的多样性。最终可实现渐变织物循环规律及品种的丰富变化[4-5]。
1 三通道數码纺实现色彩渐变的纺纱机理
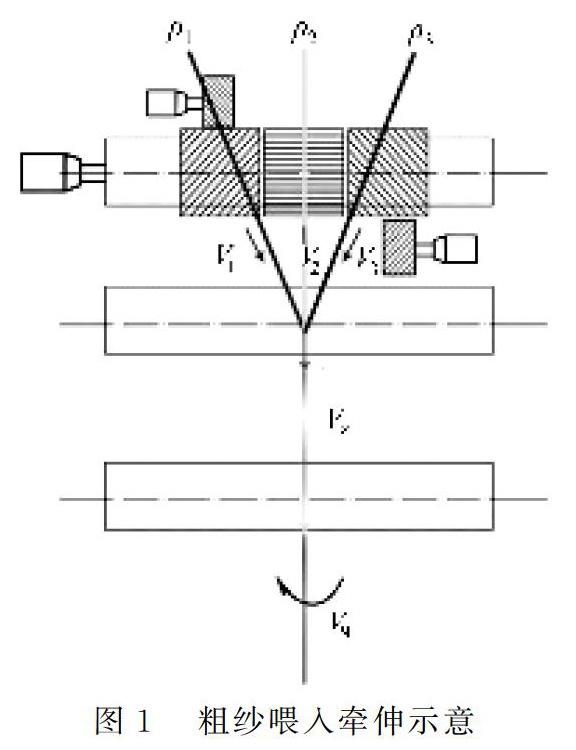
在三通道数码纺纱系统中,粗纱输入如图1,设三根不同粗纱1、2、3的线密度分别为ρ1、ρ2、ρ3,在线调控的前、中、后5个罗拉速度分别为Vq、Vz、V1、V2、V3。将色彩不同的3根粗纱ρ1、ρ2、ρ3喂入牵伸系统中,将3种不同颜色的纤维混纺成纱,就能够数字化调控各个通道粗纱的牵伸比,进而完成纤维按设计要求比例混合纺纱[6-8]。
2 渐变色彩组合模式设计
本文利用Photoshop软件在CMYK颜色模式下,在调色板中分别对红色、黄色、蓝色、黑色、白色进行数字化组分配比,根据三通道数码纺纱系统特性,在颜色总量和为100%的基础上,分别以单基色,双基色混色,三基色混色3种情况以10%为梯度对颜色配置进行数字化控制,具体配色模式方式描述如下:单基色以品红(M)、黄(Y)、蓝(C)为例,在Photoshop软件中利用矩形工具在白色底板上绘制一矩形色块,在拾色器(前景色)中调节CMYK百分比值,分别调节M、Y、C、K值等于100%则可得品红,黄,蓝,黑纯色色块,而调节M、Y、C、K值等于0时则可得纯白色块,而双基色混色则在拾色器中以10%为梯度在M+Y=100%,M+C=100%,Y+C=100%混色模式下调节两色色相变化,在M(Y,C)+K=100%混色模式下调节两色饱和度变化,最后通过设置k值=0,调节M、Y、C值分别等于0以10%梯度变化到100则实现单色明度的变化。三基色混色则在M+Y+C=100%,(M、Y、C≠0)混色模式下以10%为梯度调节色相变化,在M+Y+K=100%,M+C+K=100%,Y+C+K=100%(M、Y、C、K≠0)混色模式下以10%为梯度调节饱和度的变化,设定k值=0,调节混色模式为M+Y=90%、M+C=90%、Y+C=90%变化到M+Y=20%、M+C=20%、Y+C=20%(M、Y、C≠0),即此时明度值默认为10%~80%,来实现明度变化。单基色有5种模式即品红色、黄色、蓝色、黑色、白色的颜色,具体颜色效果如图2。
基于环锭三通道数码纺纱机的三色混色模式的建立如表1,可在5种颜色中随机挑选3种颜色以10%的梯度进行梯度混色配置,得到10种配色模式图,其中每种模式图中可形成66种颜色色块,其各喂入通道中的三色混色模式的混色配置如表1,3种颜色以A、B、C表示。
根据表1进行混色配比,则可得到图3三角色块所对应的颜色配方图。其中每一色块对应一种通道的混色配置模式。
当3种基色为三原色红、黄、蓝时即形成色相调控,当三基色为三原色中任意两种与白色时,则形成色相调控与明度调控,当三基色为三原色中任意两种与黑色时,形成色相调控与饱和度调控,当三种基色为黑色和白色与三原色任意一种时,则形成明度调控与饱和度调控,每3种基色混合形成66种颜色。
品红、黄、蓝三原色组成色相变化色块图如图3。
品红、黄与黑或白组成的色相饱和度与色相明度变化色块图如图4。
品红、蓝与黑或白组成的色相饱和度与色相明度变化色块图如图5。
黄、蓝与黑或白组成的色相饱和度与色相明度变化色块图如图6。
三原色中的某一单色(以黄色为例)与黑色及白色组成的饱和度与明度变化的色块图如图7。
通过这5个颜色在三通道模式的基础上进行组合,可以得到以上各种风格的渐变模式图,在每个颜色库中选择色相或者明度、饱和度相近的颜色色块进行选择设计,能够更加简单明了的确定渐变纱各分段长度的颜色设置,为渐变纱渐变段颜色的选择提供了颜色设计基础。
3 渐变纱颜色模式的选择与设计
3.1 明度渐变纱
明度是指颜色的明暗程度,渐变纱明度的变化常采用纺纱过程中通过混入一定比例量的白色粗纱来实现。在色相明度的三角色块图上选择明度变化的单边上的相邻色块配置在纱线色段上。以蓝色明度变化为例,在色块图上选择斜边所对应的各色块配置在明度渐变纱的相邻色块,形成明度渐变纱的宏观示意图,在环锭数码纺纱机的后罗拉喂入蓝、白两色粗纱,通过不同时段内各通道的牵伸倍数的变化实现粗纱混纺比的变化,从而纺制出紗线明度色彩的渐变效果,其明度渐变纱的模拟效果及纱线实物如图8。
3.2 饱和度渐变纱
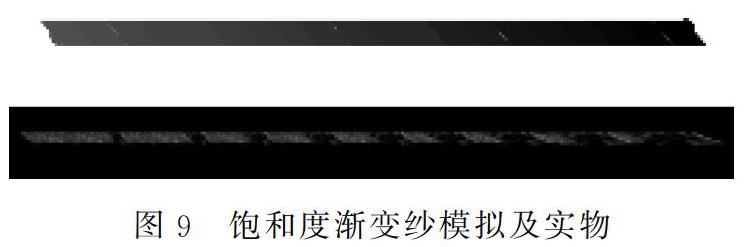
饱和度是指色彩的鲜艳程度,渐变纱饱和度的改变,主要通过混入一定比例梯度的灰色来实现。在渐变色库中选择色相-饱和度的三角色块图上选择饱和度变化的单边上的相邻色块配置在纱线色段上。以红色饱和度变化为例,在色块图上选择斜边所对应的各色块配置在明度渐变纱的相邻色块,形成饱和度渐变纱的宏观示意图,在后罗拉处喂入红、黑两根粗纱,改变不同时段内红、黑两根粗纱所在通道的牵伸倍数实现黑红两根粗纱混纺比的变化,从而纺制出饱和度变化的渐变纱,其饱和度渐变纱的模拟效果及纱线实物如图9。
3.3 色相渐变纱
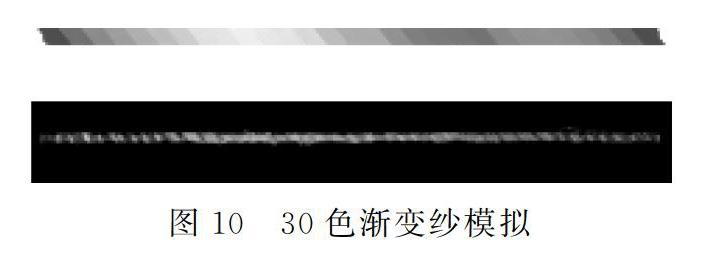
各色相在配色圆环上的距离不同,则可形成各颜色色相间的对比,渐变纱的相邻色段色相的选择一般在配色圆环中选择角度小于60°的相邻色相图,色彩的色相比较接近,从而表现出各色相柔和过渡的效果,这类纱一般称为渐变纱。在色相变化的渐变色块图上,选择色块图三条相邻边上的各相邻色块配置在纱线的相邻色段,形成红、黄、兰渐变的30色彩渐变纱宏观图,红、黄、蓝作为三原色,它们两色之间两两组合,色彩效果较为明艳,可呈现出红橙黄绿青蓝紫彩虹状的外观效果,红黄蓝色相渐变纱的纺制通过在后罗拉处喂入红、黄、蓝3根粗纱,不同时段内粗纱混纺比不同,则通过混纺比的变化改变各通道的牵伸倍数,实现渐变纱纱线长度上饱和度的变化。其色相渐变纱的模拟效果及纱线实物如图10。
3.4 12色暖色渐变纱设计
在色相渐变三角色块图上选择了12种相近色,渐变颜色跨度设计较小,在一个暖色系当中选择粉红到淡黄色,在不失活泼的前提下保证了颜色带给人温馨的感觉。其纱线颜色模拟微观图及纺制的纱线如图11所示。
3.5 30色活力渐变纱设计
在30色渐变纱设计中,本次品种选择为色相与明度渐变结合,白色作为一直不变的时尚色与略显稚嫩的蓝色结合,让蓝色不再冰冷,与温暖的黄色结合,产生生机勃勃的绿色,多种颜色的层次变幻将冬天冰雪尚未消融,宝贵的生命便已发芽的景象印刻在心中,在色相-明度色块图中选择三条相邻边上的各相邻色块配置在纱线的相邻色段。纱线颜色的模拟效果及纺制的纱线实物如图12。
4 数码纺色相渐变纱工艺设计
以纺制12色红、黄、蓝暖色渐变纱为例,介绍了三通道纺制渐变纱的主要工艺参数设定。其他渐变纱的纺制参数设置相近,只需在此基础上改变粗纱的颜色,混纺比的设置及分段时间的变化即可。
4.1 实验原料
干定量均为4.3 g/10 m的长绒棉粗纱,粗纱颜色有红、黄、蓝。
4.2 实验设备
江南大学与经纬榆次联合研制的JWF1551三通道环锭数码纺纱机。
4.3 12色渐变纱的纱线规格
纺制等线密度色彩渐变纱,线密度为27.76 tex(21S),捻度为679捻/m。纱线的分段时间为5 s,纺纱锭速为8 000 r/min,前罗拉线速度为11.78 m/min。表2为渐变纱各分段长度内的牵伸倍数设置。
5 三通道纺色彩渐变纱纺纱产品设计
渐变纱色彩的渐变主要体现在布面效果上,本次设计纺制的渐变纱主要采用HC21K系列染色试验编织机将设计纱线纺制成纬编织物,观察不同颜色搭配制成的明度渐变、饱和度渐变、色相渐变纱及设计纺制的12色、30色渐变纱的布面效果,布面如图13—图16所示。
从图13、图14的各三原色单色明度与饱和度渐变的布面效果图可知,当单色的明度与白色明度值越接近时,则渐变的效果越自然,如黄色的明度与白色明度较接近,所以布面上呈现出的黄色明度渐变的效果较好,且布面上单色横杠较为不明显。而品红色与白色的明度差异值较大,则布面过渡效果较为生硬,布面上单色红白横杠较突出。同理当单色饱和度越接近黑色时,则布面过渡效果越明显,此时布面呈现出的渐变效果如图,红色饱和度较黄,蓝色较大,所以布面过渡效果较自然,而黄色明度较大,而饱和度较小,所以布面上过渡过程中黄色与黑色横杠较为突出。
图15中三原色红、黄、蓝两两组合形成了红-黄渐变,黄-蓝渐变、红-蓝渐变,3个布面渐变的效果上没有明显的单色横杠的出现。从明度、饱和度及色相渐变布面图上可以看出,纯色明度的渐变效果给人轻快浅淡的感觉,让人如沐春风,而纯色饱和度的渐变效果给人沉闷稳重的感觉,而色相渐变纱,不同的原色配合给人的感受也不同,如红-黄色相的变化,红色给人的感觉很突出,红-黄配色给人一种前进兴奋的感觉,而蓝色较淡雅,所以黄-蓝渐变给人一种后退沉静的感觉。而红-蓝渐变,整个布面明度较低,给人一种沉闷的感觉。
图16分别以温暖、活力,艳丽为主题,设计了3种布面效果图,暖色渐变纱选取的几种纱线的色相、明度、饱和度都很接近,且选取的暖色调配色效果,所以其布面效果较温馨,而活力渐变纱选取的红、黄、白三色渐变,给人一种活力淡静又充满春天气息的感觉,而三原色的色相差异较大,所以给人一种艳丽突出的感觉[10]。
6 结 语
利用三通道环锭数码纺纱机可纺制分段长度及颜色精确变化的渐变纱,介绍了三通道数码纺纱机纺制渐变纱的主要牵伸机构及纺制原理,并在系统原理基础上利用Photoshop软件在CMYK颜色模式下建立了基于五基色3种颜色的混合模拟颜色库,在颜色色库中选择合适的相邻颜色色块,对应纺纱中具体的粗纱混纺比设计纺制明度、饱和度及色 相渐变的渐变纱,在纱线外观颜色模拟基础上,通过各分段时间内混纺比的设置换算出各通道牵伸倍数从而纺制出相对应的渐变纱,并将这些渐变纱在小圆机上进行织物打样织造,通过布面设计使得这些色彩渐变效果更直观的呈现出来,最后分析了颜色的选择对布面的色彩效果的影响。
参考文献:
[1] 张瑞林,曾祥慧,朱宝湘.段染纱线仿真模拟中的颜色渐变实现方法[J].计算机系统应用,2010,19(7):197-200.
[2] 陆卫国.毛精紡渐变针织纱加工初探[J].上海毛麻科技,2016(4):9-11.
[3] 唐懿蓉.多色渐变织物纺纱工艺设计的研究[D].西安:西安工程大学,2012(6):8-12.
[4] 薛元,高卫东,杨瑞华.三通道数码纺纱:纱线的柔性数字化加工技术[J].纺织导报,2017(8):46-50.
[5] 薛元,易洪雷,陈伟雄等.数控耦合式复合纺纱系统构建和三基色混配色纺纱工艺研究[J].嘉兴学院学报,2014(6):15-20.
[6] 薛元,高卫东,杨瑞华等.三组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国,CN201510140910.4[P].2015-06-17.
[7] 薛元,高卫东,杨瑞华等.双组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国,CN201510140954.7[P].2015-03-27.
[8] 高卫东,郭明瑞,薛元,等.基于环锭纺的数码纺纱方法[J].纺织学报,2016,37(7):44-48.
[9] 顾燕,薛元,高卫东,等.采用三通道数码纺的色彩渐变纱性能[J].纺织学报,2018(02):62-67.
[10] 黄元庆.渐变色彩的视觉审美价值[C].亚洲色彩论坛,北京:中国流行色协会,2004.
