工字形三维机织复合材料的弯曲性能
2019-01-10黄耀丽吕丽华
黄耀丽 吕丽华


摘 要:为了解决当前常用的工字形铺层复合材料整体性不佳的问题,通过合理设计,在普通织机上织造3种不同厚度的工字形三维机织物,并选用VARTM(真空辅助树脂传递模塑)成型工艺将工字形三维机织物制备成复合材料,同时测试了该复合材料的弯曲性能,并且对比分析了不同厚度的工字形三维机织复合材料的力学性能及其差异。结果表明:工字形三维机织复合材料的厚度对其力学性能的影响非常显著,随着工字形三维机织复合材料中间厚度的增加,復合材料的载荷、弯曲强度以及总的吸收能量都表现出越来越好的趋势。
关键词:工字形;三维机织复合材料;普通织机;弯曲性能
中图分类号:TS101.2
文献标志码:A
文章编号:1009-265X(2019)06-0016-05
Abstract:In order to solve the problem of poor integrity of conventional laminated transverse H-shaped composites, 3D transverse H-shaped woven fabrics with three different thicknesses were fabricated with common loom based on reasonable design, and the 3D transverse H-shaped woven composites were prepared with VARTM molding process (vacuum assisted resin transfer molding process). Besides, the bending properties of the composites were tested, and comparison and analysis were made on the mechanical properties and differences of the 3D transverse H-shaped woven composites with different thicknesses. The results show that the thickness of 3D transverse H-shaped woven composites has a significant influence on its bending properties, and with the increase of interior thickness of 3D transverse H-shaped woven composites, the load, bending strength and total energy absorption of the composites take on an increasingly better trend.
Key words:transverse H-shaped; 3D woven composites; conventional loom; bending properties
传统工字形复合材料大多是将平面材料通过铺层的方式粘合并压制定型而成。虽然制作方法简单,但材料整体性较差、易分层[1]。如果采用机织法直接织造工字形三维机织物,再将其与树脂复合制成复合材料后就可解决以上问题,同时工字形三维机织物具有较大的厚度、质量小等优点,因此这种整体成型的复合材料方法受到越来越多的关注。
工字形复合材料是一种在工程应用中常见的结构复合材料,其力学性能已经受到了广泛的关注[2-4]。Zhou等[5]测试了工字形三维编织复合材料的冲击性能,结果表明,复杂的编织结构对编织复合材料的应力分布有明显的影响。郑春红等[6]研究分析了三维编织工字形三维复合材料的弯曲性能,结果表明编织参数对于该复合材料的弯曲性能有着显著影响。黄故等[7]测试了工字形三维机织复合材料的弯曲性能,测试结果表明,工字形三维机织复合材料的弯曲载荷居于较高水平,在中等强度的载荷条件下,不会产生大的变形。杨萍等[8]采用局部/整体均匀化的方法对三维编织的工字形复合材料进行了宏观的力学性能模拟。He等[9]研究了二维C/SiC工字形复合材料在弯曲载荷作用下的破坏形式,结果表明,由于层合复合材料的特点,该复合材料会在破坏过程中发生分层现象。目前工字形三维机织复合材料弯曲力学性质研究文献较少,其力学性质、破坏损伤机理及模式还需要进一步探讨。高雄等[10]分析了不同结构的三维机织复合材料在不同方向上的弯曲性能,结果表明正交结构的复合材料在各个方向上的性能比较平均,总体弯曲性能最好,这也是笔者在设计工字形三维机织物时选用正交分层结构的理论依据。马亚运等[11]研究了双轴向与四轴向经编复合材料弯曲性能。本文研究的重点是将该工字形三维机织复合材料作为一种承重结构件来应用,而承重结构件的承重能力最直观的评价方法就是在弯曲受力过程中的所能承受的最大力以及破坏方法。长期以来本课题组对于其他异形三维机织物以及复合材料方面的研究也为本论文的顺利开展提供了理论依据[12-13]。
本文选用低价、环保的玄武岩纤维,在普通织机上,低成本织造了不同厚度的工字形三维机织物。并采用VARTM成型工艺将其与树脂复合制成复合材料,并对该复合材料进行弯曲测试,分析其力学性能。研究结果将为工字形三维机织复合材料在以后的工程应用中提供良好的理论基础。
1 实 验
1.1 工字形三维机织物的设计
为了解决工字形三维机织物的高度在使用普通织机织造时受到织机综框数目限制的问题,采用压扁还原的方法织造了不同厚度的工字形三维机织物,一共采用两个纹板就可以达到织造效果。如图1所示,A1、A3区的织物组织结构相同,在织造过程中采用同一块纹板进行织造,A2区的织物组织结构不同于A1、A3区,因此采用另外一块纹板进行织造。
A1和A3部分为工字形三维机织物的法兰部分,即上翼和下翼,A2为工字形三维机织物的腹板部分,即中间的梁。具体以高度20 mm、厚度2 mm的工字形三维机织物为例,说明A1、A2、A3各自的对应位置,图2为压扁还原后的工字形三维机织物示意图。
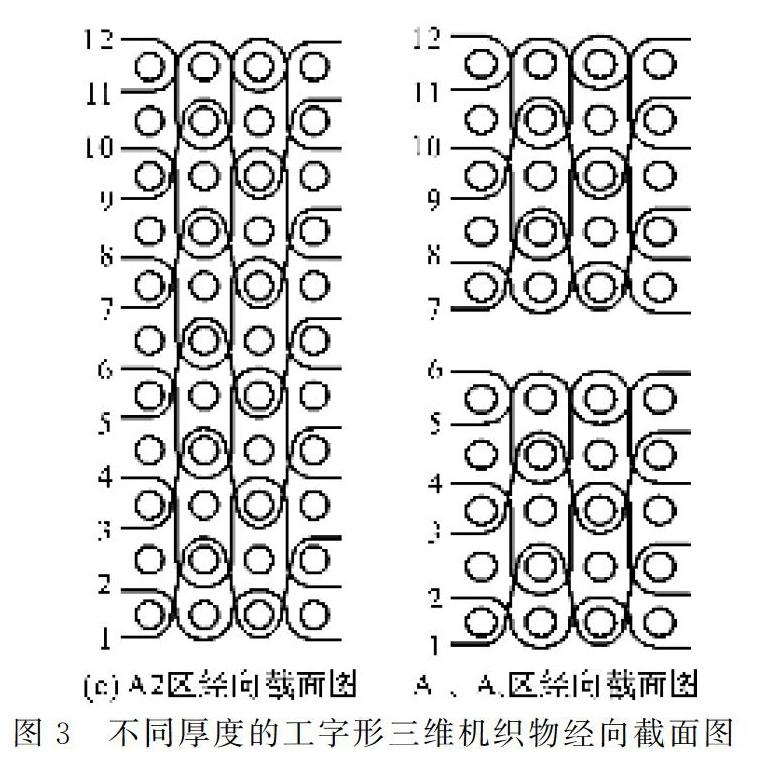
A1、A3区采用双层织物设计方法,A2区采用平板状的织物设计方法,为使A2区的织物结构紧密,同时纱线层数增多,抗剪切性能良好,A1、A2、A3区的织物结構都采用了正交分层结构。图3(a)、图3(b)、图3(c)分别为厚度2、4、6 mm的工字形三维机织物的经向截面图,圆圈表示纬纱,线条表示经纱。
图4(a)、图4(b)、图4(c)分别为厚度2、4、6 mm的工字形三维机织物的纹板图。
1.2 工字形三维机织物的织造
a)原料选择:经、纬纱均采用800 tex玄武岩长丝(浙江石金玄武岩纤维有限公司),与其他高性能纤维如碳纤维、玻璃纤维相比,玄武岩纤维具有很好的力学性能,兼具低价、环保的性能。
b)织机选择:采用SGA-598型半自动普通小样织机(江阴市通源纺机有限公司)来织造工字形三维机织物。
c)穿综:采用顺穿法。在穿综过程中,厚度6、4、2 mm的工字形三维机织物分别使用12页综框、8页综框、4页综框。
d)钢筘的选择与穿筘方法:为了减少织物的孔隙,选用筘号为40(即540齿/10 cm)的钢筘。每筘齿穿入一个组织循环的纱线,梁厚为6、4、2 mm的工字形三维机织物的筘入数分别为12、8、4,当筘入数较大时,通常需要将经纱分成几股绑在经轴上,以减少纱线的黏连,同时为了防止织造过程中纱线因摩擦而起毛羽,需要给经纱进行少量的喷水从而减少表面毛羽浮起。
1.3 工字形三维机织复合材料制备
真空辅助树脂传递模塑成型工艺,简称VARTM成型工艺。相比起其他工艺来说,该工艺成本低、浪费少,最主要的是材料上产生的空隙较少[14-16]。因此选用VARTM成型工艺来制备复合材料。
环氧乙烯基树脂V-118(无锡钱广化工原料有限公司),采用与之配套的固化剂和促进剂。按照树脂∶固化剂∶促进剂=100∶5∶5配比;将配好的溶液从进料口利用真空抽入真空袋内,室温固化24 h,放在80 ℃烘箱里熟化8 h得到工字形三维机织复合材料。工字形三维机织物在下机以后就采用高度分别为20、40、60 mm的矩形模具进行固定,在固化以之后再取下模具。
1.4 弯曲性能测试
依据GB/T 9341—2008/ISO 178:2001《塑料弯曲性能测试》。将试样制备成长120 mm、宽30 mm的样品,最终得到3种不同厚度的工字形三维机织复合材料,如图5所示。在TH-8102S万能试验机上进行测试,测试速度设为10 mm/min,得到载荷-位移曲线、能量吸收柱状图。
2 结果与讨论
2.1 弯曲载荷-位移曲线
工字形的三维预制件由于常常被用来做承重结构,因此探究工字形三维机织复合材料在受力过程中所能承受的载荷随位移以及时间的变化是十分必要的。通过三点弯曲测试得到不同厚度的工字形三维机织复合材料的载荷-位移曲线如图6所示。
由图6可知,在相同位移下,弯曲载荷随着复合材料厚度的增加而增加,而且复合材料厚度对其弯曲载荷的影响较为显著,这说明弯曲载荷对于该复合材料的厚度是敏感的。同时,尽管厚度不同,但工字形三维机织复合材料的载荷-位移曲线都可以大致分成3个阶段:第一阶段即材料刚刚受到压力的作用,曲线呈现直线上升的趋势,直至出现屈服点;第二阶段即随着位移的增加(压力的继续作用)曲线逐渐趋于平缓,达到破坏点(最大载荷点);第三个阶段即随着压头的继续向下,材料达到最大载荷,因此曲线会出现急剧的下降。
为了更明显地反映出工字形三维机织复合材料的厚度对载荷的影响,从中提取了3个不同厚度的最大载荷,通过式(1)得到材料的弯曲强度,并做对比,如表1所示。
式中:σ为弯曲强度,MPa;P为破坏载荷,N;L为复合材料的测试跨距,mm;b为复合材料试样的宽度,mm;h为复合材料试样的厚度,mm。
由表1可知,随着厚度的增加,工字形三维机织复合材料最大载荷和弯曲强度都有着明显的增加,最大载荷的变化尤为明显。这是因为工字形三维机织物从结构上来说分为两部分:边缘部分和主体部分,两端为边缘部分,中间为主体部分。
在受力过程中,工字形三维机织复合材料的主要支撑部位是中间的梁,因此该部位的厚度对整个材料性能的影响都是最大的。
2.2 能量吸收柱状图
能量也是衡量材料力学性能的一个重要指标,因此在Origin8.0中对载荷-位移曲线进行积分得到材料的最大吸收能量,从而得到能量吸收柱状图。图7为不同厚度的工字形三维机织复合材料的能量吸收柱状图。
从图7可以看出,能量随着复合材料厚度的增加,其材料所能吸收的能量具有很大的差异,原因跟工字形三维机织复合材料的主要支撑部位是中间的梁有关,因此不同的厚度对其材料的能量吸收性能的影响巨大。
3 结 论
通过制备工字形三维机织复合材料,解决了当前常用的工字形铺层复合材料整体性不佳的问题;同时通过对比同一高度不同厚度工字形三维机织复合材料的载荷-位移曲线和能量-位移曲线,得出以下结论:工字形三维机织物从结构上分为边缘部分和主体部分,两端为边缘部分,中间为主体部分。在受力过程中,工字形三维机织复合材料的主要支撑部位是中间的梁,因此该部位的厚度对整个材料的性能的影响是最大的。随着工字形三维机织复合材料中间厚度的增加,该工字形三维机织复合材料的载荷、弯曲强度以及总的吸收能量都表现出越来越好的趋势,且改善明显。
参考文献:
[1] YU F, XIONG J J, LUO C Y, et al. Static mechanical properties of hybrid RTM-made composite I-and Π-beams under three-point flexure[J]. Chinese Journal of Aeronautics, 2015,28(3):903-913.
[2] KIM N, LEE J. Lateral buckling of shear deformable laminated composite I-beams using the finite element method[J]. International Journal of Mechanical Sciences, 2013,68(3):246-257.
[3] HAMADA H, NAKATANI T, NAKAI ASAMI, et al. The crushing performance of a braided I-beam[J]. Composites Science & Technology, 1999,59(12):1881-1890.
[4] PETERSON K, UNDERHILL J, CARLSON BARRY, et al. The mechanics of plastic-aluminum composite I-beams[J]. Composite Structures, 2016,136:241-250.
[5] ZHOU H L, HU D M, ZHANG W, et al. The transverse impact responses of 3-D braided composite I-beam[J]. Composites Part A Applied Science & Manufacturing, 2017,94:158-169.
[6] 郑春红,周光明,董伟峰,等.三维五向编织复合材料工字梁弯曲性能研究[J].玻璃纤维,2014(5):39-45.
[7] 黄故,马崇启,林国财,等.三维机织复合材料的研究[J]纺织学报,1999,20(1):4-6.
[8] 杨萍,成玲,陈利,等.三维编织复合材料工字梁的弯曲性能分析[J].天津工业大学学报,2002,21(2):40-42.
[9] HE Z B, ZHANG L T, CHEN B, et al. Failure behavior of 2D C/SiC I-beam under bending load[J]. Composite Structures, 2015,132:321-330.
[10] 高雄,胡侨乐,马颜雪,等.不同结构厚截面三维机织碳纤维复合材料的弯曲性能对比[J].纺织学报,2017,38(9):66-71.
[11] 马亚运,高晓平,穆东明.双轴向与四轴向经编复合材料弯曲性能对比实验研究[J].现代纺织技术,2018(1):5-8.
[12] 吕丽华,黄耀丽,崔婧蕊.蜂窝状三维整体机织复合材料的弯曲性能及其有限元模拟[J].纺织学报,2017,38(11):56-60.
[13] LU·· L H, ZHANG X F, LIU G B, et al. Mechanical Properties of 3D Woven Basalt Fiber Composite Materials: Experiment and FEM Simulation[J]. Journal of Fiber Science & Technology, 2016,72(1):33-39.
[14] 梅啟林,冀运东,陈小成.复合材料液体模塑成型工艺与装备进展[J].玻璃钢/复合材料,2014(9):52-61.
[15] SCHENKE M, EHLERS W. Numerical investigation of vacuum-assisted resin transfer moulding (VARTM) within deformable fibre fabrics[J]. Pamm,2016,16(1):479-480.
[16] JIN L M, YAO Y, YU Y M, et al. Structural effects of three-dimensional angle-interlock woven composite undergoing bending cyclic loading[J]. Science China, 2014,57(3):501-511.
