C5/C6低温异构化装置生产运行总结
2019-01-10吴振华
吴 振 华
(中国石化塔河炼化有限责任公司,新疆 库车 842000)
中国石化塔河炼化有限责任公司(简称塔河炼化)300 kt/a异构化装置采用UOP公司Penex-DIH(异构化反应-脱异己烷塔)工艺技术,以600 kt/a连续重整装置的轻石脑油为原料,装置年开工时长按8 400 h 设计,操作弹性为60%~110%。该装置于2013年6月开始建设,2014年3月中交,2014年7月开车成功,到2018年3月,已经平稳运转3年以上,装置的操作、监控简单易行,异构化催化剂表现出良好的异构化性能,各项技术控制指标达到了设计要求,在塔河炼化车用汽油升级中起到了重要作用。本文主要对该装置2015—2018年运行的原料油组成和杂质含量、装置的操作条件、异构化产品性质、物料平衡及能耗等进行总结,并对装置运行过程中存在的问题进行分析,提出改进和优化的建议。
1 低温C5/C6异构化工艺技术路线
塔河炼化低温异构化装置采用UOP公司Penex-DIH工艺技术,以重整预加氢装置预分馏塔塔顶轻石脑油为原料,Penex-DIH异构化工艺流程示意见图1。该技术为异构化反应-正己烷循环反应工艺流程,包括原料油和补充氢脱杂质精制、原料油和补充氢的干燥脱水及再生、异构化反应、产物的稳定和碱洗脱氯、脱异己烷塔低辛烷值组分循环等单元。
来自重整预加氢装置的轻石脑油经脱氮、脱氯、脱水处理后,其中的氧、氮、硫和水质量分数均低于0.1 μg/g,与经过脱氧、脱氯、脱水处理后氧、水质量分数均低于0.1 μg/g的补充氢混合后进入异构化反应单元进行异构化反应,低辛烷值的正构烷烃转化为高辛烷值的异构烷烃,反应产物经稳定塔分离后,塔底产物经过脱异己烷塔,将产物中低辛烷值的n-C6和部分甲基戊烷返回到异构化反应单元进一步转化,最终异构化产物为异戊烷组分和高辛烷值的双甲基丁烷组分,并经精馏塔塔顶分离,通过调整脱异己烷塔的操作,控制塔顶产物中单甲基戊烷的含量,最终异构化产品研究法辛烷值达到85以上[1-2]。
2 低温异构化装置运行情况
2.1 异构化原料组成及主要杂质
2015—2018年异构化原料主要组成和杂质含量数据(平均值)见表1和表2。从表1可以看出,异构化原料组成总体控制良好,但由于上游装置的波动,C7+组分的含量高于设计值。低温异构化催化剂对原料中轻重组分的含量有严格要求。对于C4组分,在C5/C6异构化反应条件下,虽然不会对异构化催化剂的性能造成影响,但较多的C4组分会影响异构化液体产物的收率;对于较重的C7+组分,如果含量超过其控制指标,则在C5/C6异构化反应条件下,会发生裂解反应,造成反应温度难以控制,甚至飞温,C7+组分全部转化为C3、C4等较轻的组分,导致异构化产物的液体收率下降。从表1还可以看出,与设计值相比,实际运转中原料中C6组分与C5组分的比值高于设计值,有利于该装置异构化产物辛烷值的提高。由表2可以看出,对于原料油的杂质含量控制总体满足低温异构化技术的要求,但也存在氮含量偶尔超标的工况,氮通常与催化剂中的氯化物或HCl反应生成铵盐,铵盐会遮盖异构化催化剂的活性位,使异构化催化剂永久失活,因此必须在原料的精制部分予以清除[3-4]。
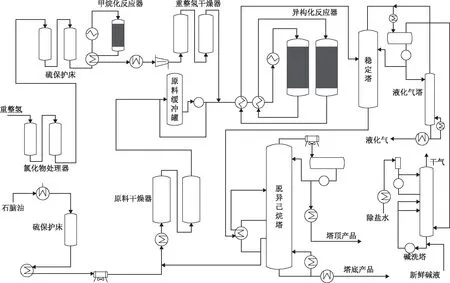
图1 Penex-DIH异构化装置工艺流程示意

表1 2015—2018年异构化原料主要组成 w,%

表2 2015—2018年异构化原料的主要杂质含量 μg/g
2.2 装置主要操作参数
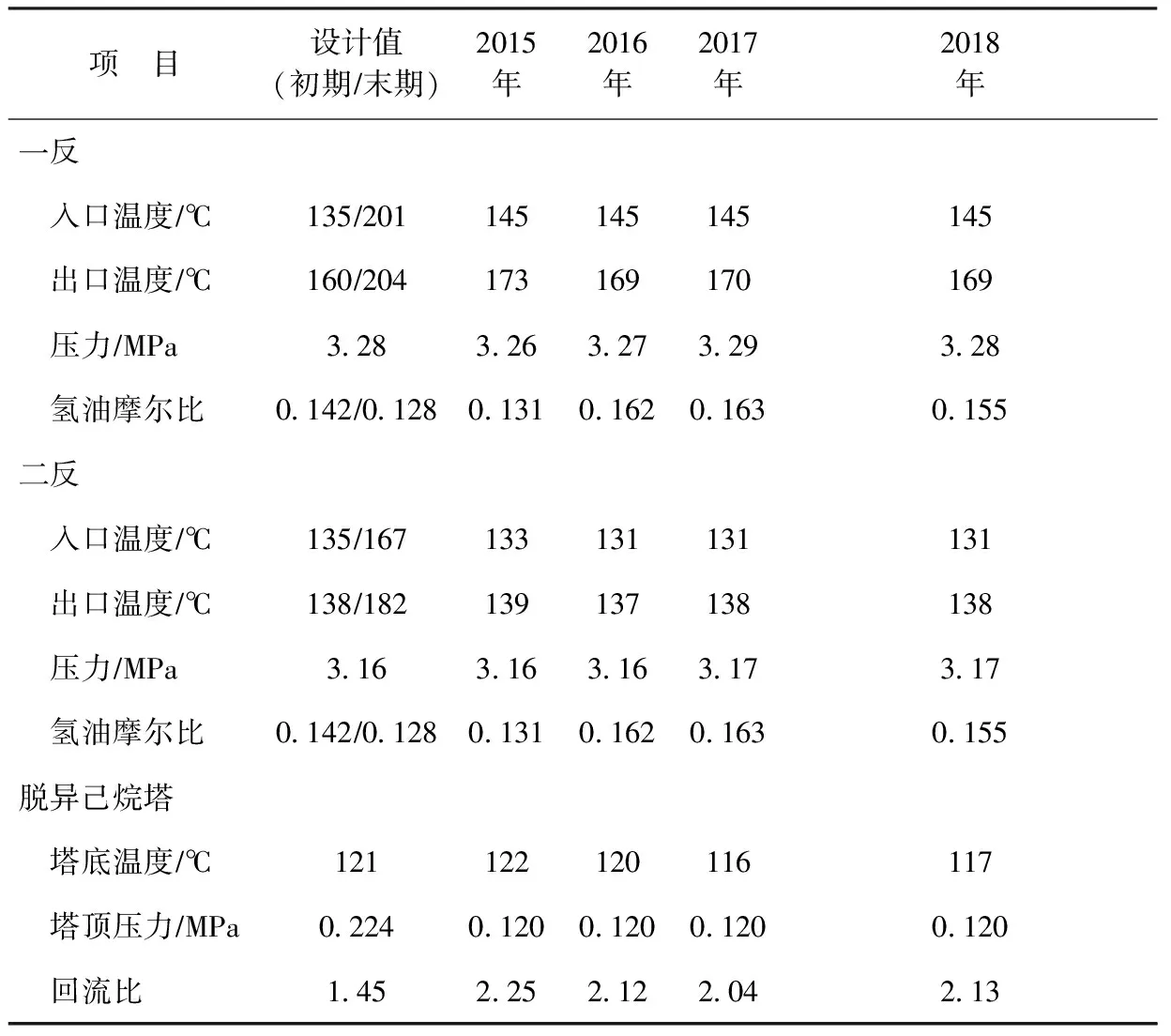
表3 2015—2018年装置主要操作参数
2015—2018年装置主要操作参数(平均值)见表3。从表3可以看出:装置的主要操作参数均在设计范围以内,第一反应器(一反)、第二反应器(二反)的入口和出口温度基本没有调整,说明低温异构化催化剂的异构化性能具有良好的稳定性,一反入口温度高于初期设计值,可能是由于原料中C7+组分偏高、加氢裂解反应剧烈造成的;由于该装置运行负荷一直偏低,为了维持反应器内良好的气液分配,采取了高于设计值的氢油比,提高了脱异己烷塔的回流比,增强了该塔的分离效率。
2.3 C5/C6异构化产品性质
2015—2018年C5/C6异构化产品性质(平均值)见表4。从表4可以看出:①2015—2018年异构化产品的辛烷值分别为85.7,85.2,85.1,85.0,均优于设计指标,表明该装置运行平稳、异构化催化剂的性能良好,能够生产研究法辛烷值大于85的C5/C6异构化汽油;②异构化产物中几乎不含苯,说明异构化反应过程不但将正构烷烃转化为高辛烷值的异构烷烃,还可以将原料中的苯通过加氢转化为环己烷,从而起到消除原料中苯的作用;③C5/C6异构化产物的蒸气压也是需要控制的指标,与设计值相比,异构化产品的蒸气压存在着偏高的问题,较高的蒸气压有可能增加出厂汽油的蒸气压,影响异构化汽油的调入比例。
表4 2015—2018年C5C6异构化产品性质

表4 2015—2018年C5C6异构化产品性质
项 目设计值2015年2016年2017年2018年质量分数,% 正丁烷0.600.050.020.142.08 异戊烷34.3930.7429.4230.1027.05 正戊烷11.209.449.179.368.60 环戊烷1.521.711.581.351.76 2,2-二甲基丁烷17.2723.3123.5826.7621.20 2,3-二甲基丁烷4.995.345.144.914.72 2-甲基戊烷12.7413.1412.9411.6412.10 3-甲基戊烷5.065.545.834.655.52 正己烷1.752.032.351.852.41 甲基环戊烷1.521.611.971.822.87 环己烷3.393.393.884.415.89 苯<0.01<0.01<0.01<0.01<0.01 C7+2.492.602.401.712.70蒸气压∕kPa88.090.588.090.092.0研究法辛烷值85.085.785.285.185.0
2.4 装置物料平衡及能耗
2015—2018年装置物料平衡及能耗(平均值)见表5。从表5可以看出:2015—2018年异构化汽油收率分别为91.68%,93.08%,93.20%,93.70%,实际运转数据均高于设计值,而且逐年增加;从能耗指标来看,均低于设计值,呈现逐年递减的趋势。

表5 2015—2018年装置物料平衡及能耗
3 装置存在的问题及优化措施
3.1 异构化原料在线水含量监测不准确
原料中水的存在会使低温异构化催化剂永久性失活,失活催化剂无法再生只能更换,严重影响催化剂寿命及装置长周期运行。异构化原料干燥系统包括原料油以及补充氢干燥脱水2个独立的脱水单元,采用2罐串联操作方式,在线实时监测前置干燥器出口水含量,当水质量分数大于0.1 μg/g时,前置干燥器切出系统进行干燥剂再生处理,后置干燥器继续投用,前置干燥器再生结束后串入系统投用,如此循环操作,控制异构化原料中的水含量处于基本无水的状态。在正常操作中,通常采用每个干燥器一周再生一次的方式以期最大限度地脱除原料中的水,降低原料中水对异构化催化剂异构化性能的影响。
原料的干燥及再生系统采用UOP公司专利技术,异构化装置有3台在线水分析仪分别测量原料油和反应用氢脱水后水含量以及装置开工过程中临氢系统酸化处理过程中的水含量。由于仪器选型的问题,在装置运转过程中,有的水分析仪存在测量精度不准确、时常失真的现象,不能准确监控和判断异构化原料的实际干燥效果。为此,需要根据实际工况选择测量量程合适的高精度检测探头并增加对探头监测精度的校正次数,同时在装置运行过程中,严格执行操作规程,加强对在线水分析仪系统的维护,防止杂质对水分析仪精密探头的污染。
3.2 异构化原料的问题及优化
对于C5/C6异构化技术,有如下的特点:在异构化原料油组成一定的情况下,采用的异构化流程不同,得到异构化产物的辛烷值不同;反之,异构化流程相同,原料油组成发生变化,则得到异构化产物的辛烷值也不尽相同,C5/C6异构化流程的选择与异构化原料油的性质有重要的关系[5-6]。
原料中的C5组分只经过一次异构化反应,C6组分经过了多次异构化反应,所以对于Penen-DIH流程,原料中C6组分含量越高,最终异构化产物的辛烷值越高。如果要进一步提高异构化产物的辛烷值,需要对异构化原料进行优化以增加原料中的C6组分。
3.3 防止催化剂床层飞温
低温异构化催化剂具有较高的低温异构化活性,尤其在装置突然停电导致补充氢氢压缩机突然停运,极易发生催化剂床层的温度快速升高造成飞温,在此情况下,严格执行操作规程至关重要。在装置恢复过程中,反应器内任何一处的温度超过规定温度(60 ℃),不得进料,此时可通过开工旁路迅速切换反应进料到稳定塔,保持补充氢流量对反应器进行吹扫冷却,直到催化剂床层达到60 ℃。如果反应器床层发生飞温,温度上升至232 ℃以上,则必须将反应器隔离,并紧急卸压至火炬,以保护异构化催化剂的活性。
3.4 干气中氢气回收利用问题
异构化装置的反应用氢采用一次通过流程,平均流量约为1 500 m3/h(标准状态),由于异构化催化剂具有较低的裂解活性,在正常生产期间,反应产物干气中的氢体积分数在62.59%左右,这股干气经碱洗脱氯后至全厂燃料气管网烧掉后排放,按年计约有700 t纯氢白白燃烧掉,造成资源的浪费。建议进行技术改造,将异构化装置的干气通过膜分离或并入重整再接触装置提纯后,进入氢气管网回收利用。
3.5 干燥单元双轨道球阀内漏的问题
低温异构化装置的原料油和补充氢干燥脱水及自动再生系统是异构化装置的技术核心之一,目的是确保异构化反应进料中的水质量分数低于0.1 μg/g,即使原料中的水低于该数据,为保证干燥再生系统的正常运转,也需要至少1周再生1次,以便对催化剂进行更好的保护。正常操作条件下,原料的干燥再生系统为电脑程序控制双轨道球阀动作来实现运行和再生等操作步骤的自动运行。
从运行过程来看,该系统主要存在的问题是双轨道球阀内漏导致再生自动充压困难,无法满足自动切换操作,需要人为干预方可执行下一步骤,给装置平稳运行带来一定的影响,需要尽快更换质量稳定的轨道球阀门,消除由于轨道球阀内漏对装置平稳运行的影响。
4 结束语
塔河炼化采用UOP公司Penex-DIH技术的临氢异构化装置自2014年开工以来总体装置运行稳定,异构化产品的研究法辛烷值在85以上,装置的操作数据和异构化产品的质量均达到设计指标;异构化汽油收率高于设计指标,能耗低于设计指标。通过对存在问题设备的分析,提出了相应的改进措施及建议;提出了提高异构化原料在线水含量分析精度、增加异构化原料中C6组分含量提高产品辛烷值、防止催化剂床层飞温、回收干气中氢气等措施。