复合PVD涂层在冲压模具上的研究及应用
2019-01-09张海洲崔立春刘迪祥王淑俊
张海洲,崔立春,刘迪祥,王淑俊
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
随着汽车车身冲压件结构、造型复杂化及高强度板应用比例不断提高,冲压生产过程中的拉毛表面质量缺陷不断显现,除了要求冲压模具基体具有足够高的强度和韧性外,还要求其表面具备良好耐磨损性能、耐腐蚀性能、摩擦系数、疲劳性能等,以保证冲压模具的工作性能、使用寿命及冲压件表面质量。这些性能的改善,单纯依赖基体材料的改进和提高是非常有限的,而通过模具表面处理,往往可以收到事半功倍的效果[1]。
1 高强度板冲压模具表面处理类型
1.1 高强度板冲压模具表面处理类型
在高强度板冲压模具表面处理上,有金属碳化物扩散TD覆层处理技术和复合PVD(物理气相沉积)涂层技术。TD覆层是在一定的处理温度下,工件在特定介质中,通过热扩散在工件表面形成一层5~20um的金属碳化物覆层,为我公司现阶段成熟应用的高强度板冲压模具表面处理技术。复合PVD涂层是在工件上形成约50um离子氮化渗透加硬层并在表面形成约4~8um强化相纳米晶粒多层结构涂层。两种表面处理技术对比如表1所示。
从表1可看出,复合PVD涂层具备以下优势:低温处理,基材变形量小,补焊模具亦可做;模具可重复涂层,提升模具使用价值[2]。
1.2 复合PVD涂层技术

表1 TD与复合PVD技术对比
PVD涂层处理技术,是在模具镶块表面形成表面强化相,工艺温度500℃左右,基材变形量小,同时是一种清洁工艺,但PVD涂层与模具基体属于机械结合,涂层结合力效果一般。一般认为,模具镶块基材硬度越高,其对涂层支撑越好,涂层结合力表现越好。PVD结合等离子氮化(PN+PVD)即复合PVD涂层表面处理技术诞生。
复合PVD涂层技术,在模具基体上形成离子氮化渗透加硬层并形成表面强化相纳米晶粒多层结构,提高模具的硬度、耐磨性、抗咬合性及抗粘连性等,解决冲压生产拉毛、用油量大等问题。目前冲压成形模具运用广泛的为PN+AR系列,即等离子氮化+靶材CrAlTiN[3]。复合PVD涂层结构如图1所示,表层为PVD纳米晶粒多层结构,由内到外依次为应力吸收膜、应力吸收膜与高硬度膜交叉膜、低摩擦系数膜;中间层为低压等离子氮化层,硬度介于涂层与基体之间,对涂层起支撑作用,缓解冲击变形,提高模具抗疲劳磨损;内层为模具基材,高温回火热处理,保证模具尺寸精度。

图1 复合PVD涂层结构
为验证复合PVD涂层技术在高强度板冲压模具上的可靠性,在瑞风S7项目上选取生产拉毛较严重的典型冲压件成形类模具进行工艺验证。
2 复合PVD涂层技术工艺验证
验证件信息如表2所示。
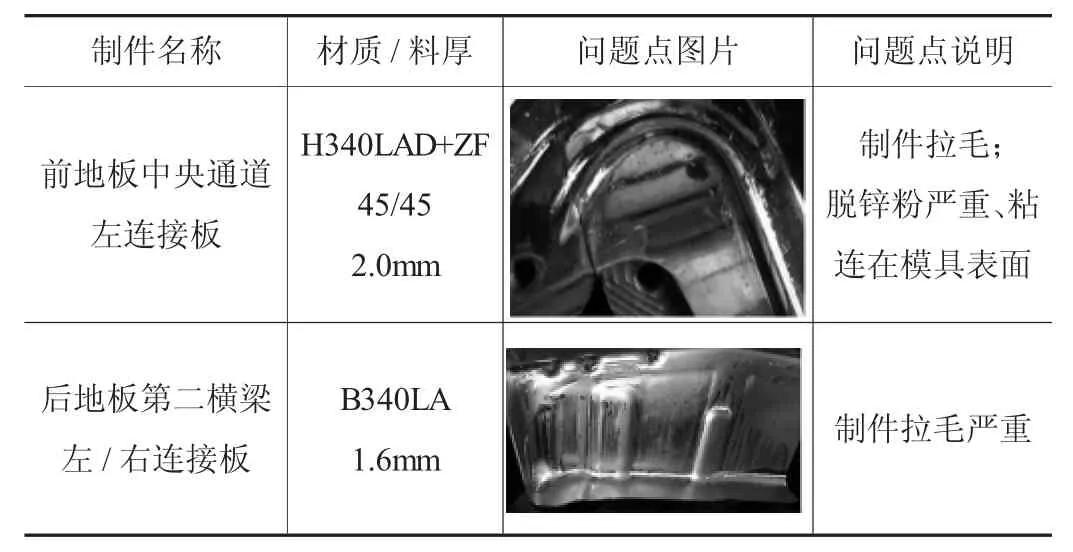
表2 复合PVD涂层工艺验证件信息表
2.1 工艺验证准备
热处理工艺回火温度对复合PVD涂层非常重要,若前者低于后者,会导致模具镶块经涂层处理后出现两大异常:模具镶块基材硬度降低;模具镶块变形量较大。复合PVD涂层技术工艺温度一般为480℃~500℃,所以对需要做复合PVD涂层的模具镶块热处理工艺回火温度必须>500℃(高温回火)、回火次数3次、HRC 55~61。
为保证复合PVD涂层效果、使用寿命及验证测试工作的顺利进行,对复合PVD涂层处理的冲压模具镶块进行硬度全检测,硬度均在HRC58~60之间,符合要求。
在涂层厂家进行复合PVD涂层处理后,用大理石平台,塞尺对镶块底面进行变形量检测,经检测,复合PVD涂层处理后镶块变形量很小,在每10cm范围内变形量仅0.01~0.02mm。如表3所示,对复合PVD涂层处理的镶块的主要性能指标硬度及结合力进行检测,均达到技术指标要求。
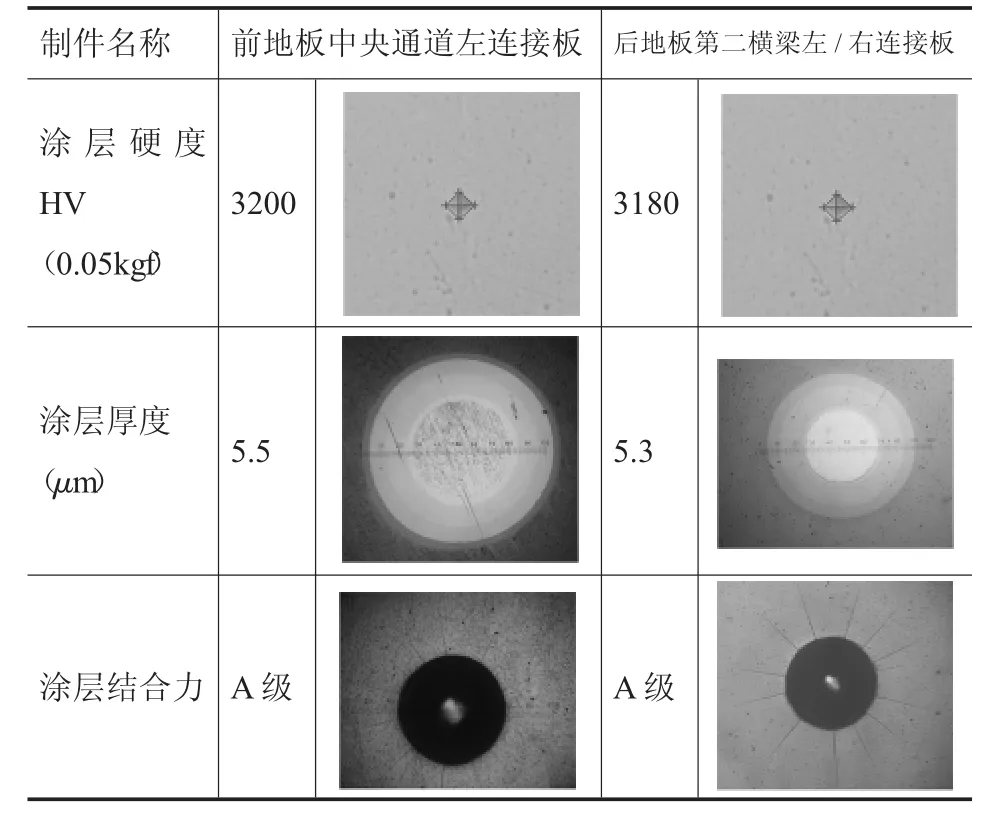
表3 复合PVD涂层检测报告
2.2 装配验证
复合PVD涂层技术处理的模具镶块具有变形量小的优势,在涂层厂家进行了镶块底面变形量检测,但由于镶块型面形状不规则,底面变形量检测不能准确、完全反应基材变形情况。工艺验证时,看装配过程中的定位销匹配难易程度、装配后镶块间隙及段差进行变形量的判定。
如图2所示,经验证,复合PVD涂层技术处理后的模具镶块可直接在原位置重新安装,无额外的研配工作,且装配完成之后的镶块拼缝间隙、台阶段差均为0.1mm左右,满足模具相关标准。

图2 装配验证
2.3 生产验证
复合PVD涂层技术处理的模具镶块装配过程很顺利,镶块拼缝状态基本和处理前一致。通过批量生产验证,发现能够有效解决冲压件生产拉毛问题。生产验证如表4所示。

表4 复合PVD涂层生产验证
2.4 复合PVD涂层与TD覆层在高强度镀锌板冲压模具上的对比验证
根据生产经验,高强度镀锌板冲压模具经模具表面处理,可优化生产过程中脱锌粉现象,但无法完全消除,特别是镶块拼缝处。如表5所示,为验证复合PVD涂层与TD覆层在高强度镀锌板冲压模具上对改善脱锌粉现象的效果,对前地板中央通道右连接板对应的模具进行TD覆层处理。通过批量生产验证,发现复合PVD涂层对改善脱锌粉现象优于TD覆层。

表5 复合PVD涂层与TD覆层在高强度镀锌板上的工艺验证对比
3 工艺验证结论
(1)复合PVD涂层能够有效解决高强度板冲压件生产拉毛问题,表面处理镶块变形量小,镶块拼缝质量比TD覆层好,大大缩短了模具装配时间和调试周期和成本,镶块拼缝处零件质量与表面处理前基本一致。
(2)复合PVD涂层工艺温度500℃左右,基本对模具基材性能无影响,可重复涂层次数达5~10次,较TD覆层有极大优势,可适用于需求冲次20万以上的冲压模具,便于重复处理,减少模具复制。
(3)最终采用何种措施来解决工件的拉伤问题,除要考虑效果的有效性外,还必须考虑产品的批量大小、实现的难易程度及其经济性等方面的问题,最后再选择最合适的方法。
