基于超声相控阵检测技术的连杆检测方法研究
2019-01-08滕德金王东方滕德巧
滕德金,王东方,滕德巧
(南京工业大学 机械与动力工程学院,江苏 南京 211816)
0 引言
随着国民经济的发展,汽车已经成为人类最普遍的代步工具,然而汽车各零部件的材料、功能以及结构各不相同,汽车各零件寿命不尽相同,因此废旧汽车中存在大量可回收再利用的零部件[1]。汽车零件的废旧回收再利用技术是汽车行业未来发展的必然趋势,也有利于节约大量的自然资源,实现循环经济[2]。然而废旧回收的零部件必须满足其质量要求[3]。在汽车生产制造过程中,为保证汽车的安全性和可靠性,汽车零部件的质量尤为重要。如果关键的零部件内部出现缺陷或表面出现裂纹,在汽车运行交变应力的作用下,内部缺陷会向外延伸或者表面的裂纹变大,长期运行存在重大安全隐患。随着无损检测技术的飞速发展,已经成为零部件质量控制的重要手段[4-5]。
近年来国内外已有诸多学者对汽车零部件进行了各种方式的无损检测研究。通常对连杆的检测为磁粉检测,但因其效率低,漏检多,逐渐被超声检测取代,且超声检测也在汽车其他零部件上广泛应用。如杨晓霞[6]对汽车发动机内腔腐蚀研究,提出了利用超声相控阵技术对汽车发动机内腔腐蚀缺陷的检测方案;陆铭慧[7]利用超声相控阵成像技术和辅助检测软件开展对曲轴R区域的检测和连杆检测;董世运[8]用横波斜探头对连杆进行超声检测,采用小波降噪处理分析连杆缺陷;赵永利[9]对发动机连杆进行A型脉冲反射式超声检测连杆缺陷。但是针对废旧收回再利用的连杆而论,考虑到安全性,普通的超声检测方法已经无法满足回收再利用连杆的检测。本文主要运用无损检测技术的相控阵超声技术检测旧连杆是否符合回收再利用的质量要求。
无损检测常用的检测方法有超声检测、涡流检测、磁粉检测、渗透检测、射线检测和激光全息检测法。在汽车零部件加工工程中广泛应用,也是废旧回收汽车零部件质量控制的重要保证[10-12]。
超声检测法:以波动的形式在弹性介质中传播的机械振动特性对试件进行宏观缺陷检测。以其适用范围广、穿透能力强、定位较准确、灵敏度较高、对面积缺陷检出率较高、检测成本低等优点使其广泛应用在制造、石油化工、造船、航空航天、核能、军事工业、医疗器械以及海洋探测等领域。
涡流检测:利用电磁感应原理,检测该试件中有无缺陷或评定其技术状态的无损检测方法。涡流检测对象主要是非磁性的导电材料制品(管材、线材和棒材),既可用于大型设备,也可以用于生产过程的质量检测与监控等,对导电材料表面和近表面缺陷检测灵敏度高。
磁粉检测法:利用磁粉在缺陷的漏磁现象,来显示试件表面与近表面缺陷,直观显示缺陷的形状、位置、大小。磁粉检测几乎不受试件大小和形状的限制,检测速度快,工艺简单,费用低廉,但其局限于检测铁磁体材料及合金材料,不适用于非铁磁体材料。
渗透检测:利用毛细现象,通过渗透剂覆盖在试件表面来显示放大缺陷痕迹。渗透检测设备简单、携带方便、适合野外工作,适用于陶瓷、玻璃、塑料、粉末炼金等各种材料制造的零部件表面开口缺陷的检测。
射线检测:利用X射线、γ射线和中子射线易于穿透物体的特性,从而检测出物体内部缺陷的性质、大小、分布状况并作出评价分析。射线检测对体积型缺陷的检测灵敏度高,但对人体有害,对检测人员的操作要求比较高,检测时要做好必要的防御措施。
激光全息检测法:利用激光全息照相方法来观察试件的表面和内部缺陷。其特点是灵敏度高、适用范围广、定位准确、直观性强和非接触检测等优点。而工件内部缺陷过深或过于微小则不易检测,且其检测一般需要在暗室中进行。
随着无损检测技术的发展,主流的无损检测研究手段与技术不断创新发展,如X射线实时成像系统、相控阵超声检测系统、衍射时差超声检测、自动磁粉探伤系统、漏磁自动探伤系统以及新型渗透材料的出现等。此外,无损检测还增添了一些新的检测方法,如声发射检测、工业CT检测、红外检测、光纤检测、微波检测、振动与噪声检测、泄露检测等其他适合各不相同材料与场地的检测方法。到目前为止,已有将近50多种检测方法被列为无损检测的范畴。
1 连杆的疲劳失效与寿命分析
1.1 连杆疲劳失效分析
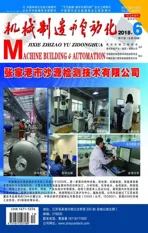
发动机连杆作为连接内燃机活塞与曲轴的重要零件,在曲轴连杆运转时,受力情况复杂,主要受到活塞与曲轴的作用力、顶部气体作用力、螺栓预紧力以及气缸壁的侧压力等,且连杆运动时既要随活塞作平移运动又要绕活塞销摆动,因此它还存在离心惯性力、往复惯性力、连杆与活塞接触表面的摩擦力以及其他阻力等力的作用[13-14]。图1是连杆受力分析图。
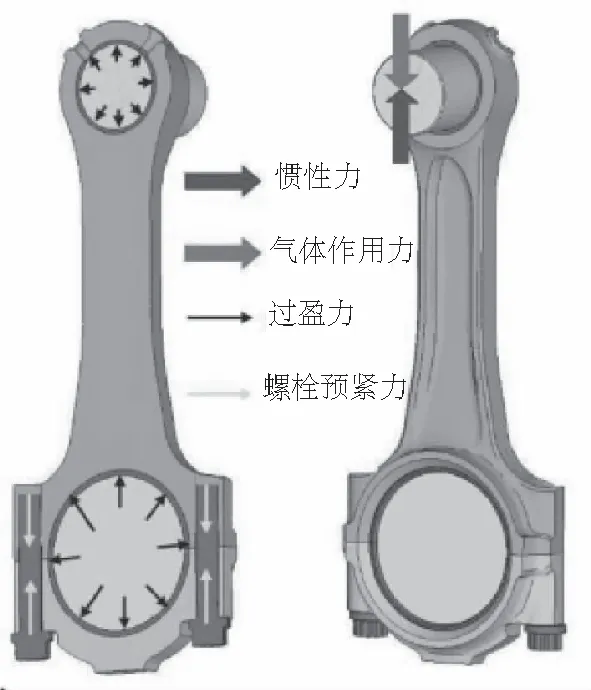
图1 连杆受力分析
长期以往,连杆极易发生连杆变形、折断、弯曲、扭曲、以及孔径变形与磨损等失效形式[15-16]。
1.2 连杆的疲劳寿命分析
根据冯志远、杨国旗等学者对发动机连杆在不同工况下,用有限元软件进行疲劳寿命分析可知,连杆在交变应力的作用下,杆身部位处于单轴应力状态。连杆小头油孔、小头与杆身过渡部位、大头与杆身过渡部位、连杆盖螺栓沉孔部位均处于多轴应力状态,这些都是极易发生疲劳断裂的潜在区域[17-18]。有限元分析结果如图2所示。

图2 连杆疲劳最短寿命区域
通过有限元软件分析结果表明,连杆最短寿命出现在连杆小头与杆身之间的过渡凹槽部位以及连杆杆身的中间部位。
2 连杆的相控阵超声无损检测研究
2.1 连杆的相控阵检测
由于汽车连杆多为锻钢件,其材质一般为碳素钢或合金,所以对连杆的无损检测方法普遍采用磁粉探伤法,但其仅仅局限于发现由连杆磁性材料的零件上的表面和亚表面的裂纹、夹杂物、气孔等。这种检测方法无法全方位准确地发现其裂纹位置,需要检测人员先前用肉眼去发现裂纹的潜在位置,再通过仪器来进行检测,这大大降低了检测的准确性与时效性。而超声波探伤法是一种不但能够检测到连杆表面和亚表面的裂纹、夹杂物、疏松等缺陷,还能够准确检测其内部缩孔、疏松等缺陷,例如其非金属材料夹杂的白点、夹层、气泡、内部裂纹等。然而常规的超声波检测对缺陷定位定量精度不是很高,不能准确地确定缺陷在待测物方向上的尺寸以及准确位置。
2.2 连杆的相控阵超声检测原理
相控阵超声技术发展已有20多年,初期主要用于医疗领域,而随着计算机技术的发展,使其在工业无损检测中的应用成为现实。其主要原理是通过控制超声声束的偏转与聚焦,通过有限的阵元有序排列构成的换能器阵列中各阵元的激励时序,调整各个阵元发射信号的波形、幅度和延迟来改变声波到达物体内某点的相位关系,实现空间的叠加合成,完成超声声束偏转和聚焦。其工作原理图如图3。

图3 相控阵超声检测工作原理
相控阵超声技术的诞生成为工业无损检测的重要手段,它与传统的超声检测相比,具有以下优点:
1) 采用电子脉冲激励来控制声束聚焦和扫描,检测速度成倍提高。
2) 具有良好的声束聚焦与偏转控制,能对复杂几何形状的零部件进行检测。
3) 通过动态控制声束的偏转与聚焦,可提高检测分辨力、信噪比和灵敏度等性能。
4) 仿真成像技术解决几何复杂构件检测难题, 成像由各声束A扫数据产生,实际检测结合工艺轨迹追踪,同步显示A、B、C、D、P、3D扫描数据。
2.3 相控阵超声检测声束控制
在相控阵检测中,对于发射与接收部分,其核心是通过延时使各晶元发射超声波到达检测区域某点时的相位关系,实现声速偏转和声能聚焦,如图4、图5。超声声束的控制方式主要有声束偏转、聚焦以及偏转和聚焦的组合控制3种形式。
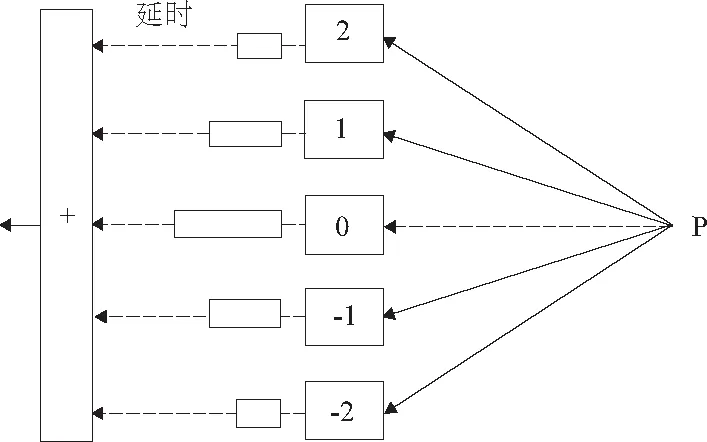
图4 超声声束偏转形式

图5 超声声束聚焦形式
a) 声束的偏转
图6设振元个数为n个,从左到右依次排列,tn为阵元n延时时间,θ为声束偏转角,d为阵元中心距,c为超声声速,可得相控阵超声声束偏转的延时法则为:
(1)

图6 超声声束的偏转
b) 声束的聚焦
据相控阵原理,实现声速的聚焦即为声速的相位叠加,使各阵元发射声波在聚焦点处同相位叠加增强声压,异相位声压抵消或削弱。图7所示为在发射声束时计算好延时时间,使声波达到聚焦效果。声束聚焦延时法则如下:
(2)

图7 超声声束的聚焦
c) 声束的偏转聚焦
如图8所示,设相控阵偏转聚焦的焦点与法线的夹角为θ,超声换能器的阵元数目为n,相邻阵元中心间距为d,焦距为F,tn为第n个阵元的激励时间,则晶片位置、延迟、焦距和偏转角度应该满足以下关系式:
(3)
图9 超声声束的偏转聚焦
通过图8几何关系求解第n个阵元的延时时间为:
(4)
按照泰勒级数展开后,舍去其中大于二阶的多项式,得到相邻的两个阵元的聚焦延时为:
(5)
2.4 相控阵阵元的辐射声场声压
实际中相控阵超声传感器阵元是具有一定几何尺寸的,不能将其简单的看作理想点源来处理,但是可以将阵元看作是无限多个理想点源组成,如图9所示。
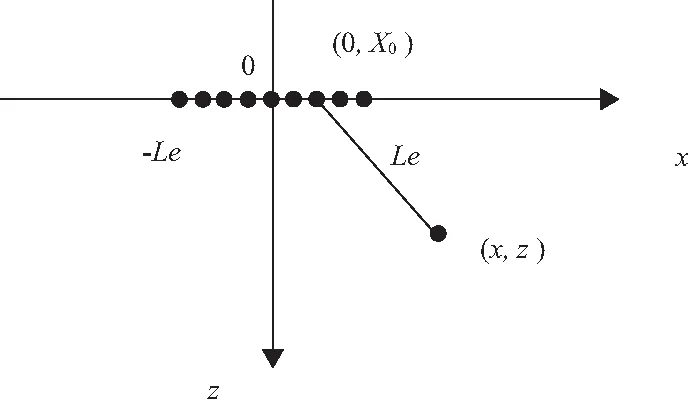
图10 相控阵阵元的辐射声场
设阵元尺寸为2Le,信号强度为i(x0),x0[-Le,Le],则阵元在点(x,z)的辐射声压为:
(6)
化简可得相控阵声场中的任意一点(x,z)处的声压表达式为:
(7)
式中:a为传感器阵元离散点源的间距,m=1,2,…,M。
通过以上公式可得阵元数为64时的相控阵探头的辐射声场,用MATLAB软件描述可得。图 10是相控阵换能器阵元数位64时的直入射声场,图11给出了相控阵换能器阵元数为64时的斜入射聚焦声场。

图10 阵元数为64时的直入射声场图像
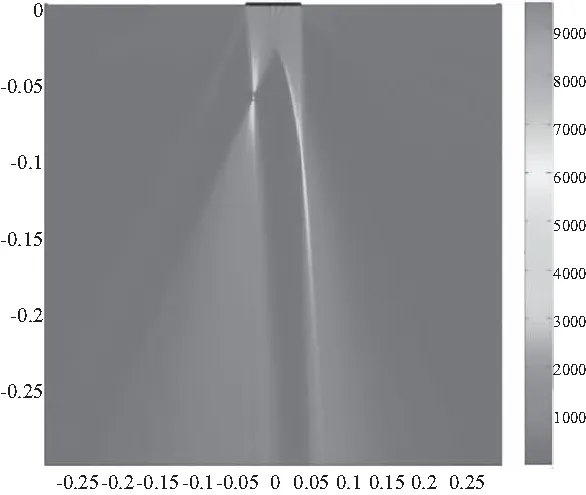
图11 阵元数为64时的斜入射声场图像
3 连杆的相控阵超声无损检测实验
以国家超声检测标准JB/T10659—2015《无损检测 锻钢材料超声检测 连杆的检测》为依据对汽车连杆进行无损评价。由于单振元的聚焦能力弱,而多振元对同一个点进行聚焦后会通过叠加作用大幅度提高该点的声压幅值,这样能够提高聚焦点处的回拨幅值,提高缺陷回波识别效果,因此参与子振元的数量越多,其聚焦效果越好[19]。
常规超声检测一般分为连杆大头、小头和杆身3个部分,按照不同的灵敏度分别进行超声检测。考虑连杆杆身“工”字形,中部、大头、小头位置结构复杂及大、小头部位超声近场区干扰、过渡圆角过多等问题,在检测时一般要考虑用多个超声探头同步进行检测,而且很容易产生一些漏检与误判,而采用相控阵超声技术检测则无需采用多个探头就可以简单、快速、准确地定位连杆缺陷的位置。本文选取OmniScanMX超声波探伤仪的相控阵超声检测设备进行检测,线阵列探头尺寸为25×25mm,其仪器与探头如图12。试件连杆的材质为45钢,纵波声速为5 920m/s,横波声速为3 240m/s,仪器和探头参数如表1所示。

图12 OmniScan MX超声波探伤仪与线阵列探头

阵列参数数值阵元数量64阵元宽度/mm1.5阵元间距/mm0.1阵元中心频率/MHz3.5采样率/MHz100
连杆试件照片以及成像区域如图13,连杆试件上有3个孔作为模拟缺陷:杆身位置A(直径为1mm的盲孔,孔深3mm)、连杆小头与杆身过渡凹槽部位B(直径为1mm的盲孔,孔深5mm)。
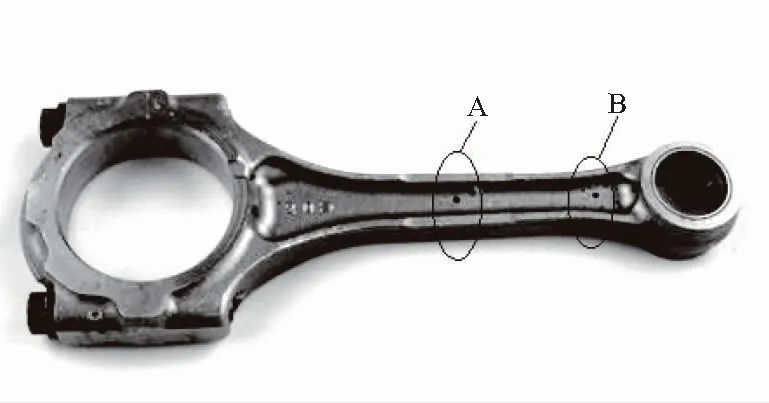
图13 连杆人造缺陷A、B位置
实验过程中,先确定超声波声束覆盖曲轴检测范围和缺陷存在的大概位置以及探头的位置、参数,尤其是扫查的角度范围,通过检测软件建立起基本的模型参数,实现声束控制的可视化。通过辅助软件根据检测过程中获得的声束声程与角度,自动标定反射点的位置,根据软件识别缺陷的信号类型,并对缺陷进行定位。
探头置于不同位置,声束的截面随着声束入射点至缺陷处的弧长而变化,调整相控阵探头位置及声束绘制的角度,使声束覆盖缺陷的最佳位置,采用超声耦合剂进行无缝粘结,再进行聚焦延迟校准、灵敏度校准和DAC曲线校准等,以提高检测的准确性与适用性。A、B处的人工缺陷定位结果如图14、图15。

图14 相控阵超声检测缺陷A位置
通过辅助定位分析软件得出连杆缺陷的位置与实际人造缺陷位置进行对比,可知辅助的定位分析软件可以满足定位要求,便于对缺陷定性定位,提高检测的效率(表2)。

图15 相控阵超声检测缺陷B位置
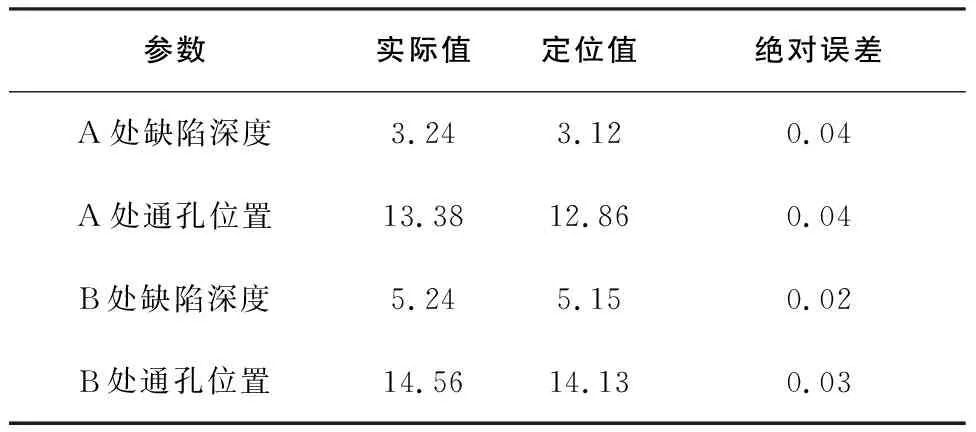
mm
4 结语
文章通过相控阵超声检测方法,结合检测仪器的辅助软件功能对连杆杆身和连杆小头与杆身过渡凹槽区域进行了检测研究。通过研究发现:1) 相控阵超声检测的声束聚焦偏转特性,具有更高的灵敏度和准确性,采用相控阵对旧连杆检测是有效可行的;2) 通过辅助软件,对相控阵超声检测连杆的重点区域进行工艺指导,能对缺陷的位置以及类型进行更加准确可视化的定位与判定,从而快速地分辨出缺陷的真伪,提高检测效率;3) 通过辅助软件成像系统检测的缺陷结果与人工实际的缺陷位置对比,绝对误差很小,可知其定位相当有效可行;4) 利用相控阵超声检测技术相较于常规的超声检测技术,结合辅助软件检测仪器与探头可以更好地应用于汽车其他复杂零部件的检测,这为汽车废旧零部件的回收利用提供了有效的检测方法,并对保证回收的零部件质量提供有力依据。