S7-400 PLC在重卷机组的应用
2019-01-07陈茂林赵良皓
李 强,陈茂林,赵良皓
(天津鞍钢天铁冷轧薄板有限公司,天津300308)
0 引言
S7-400 PLC由于具有抗干扰能力强、稳定可靠性高、故障率低等优点,在现今的工业控制领域得到了广泛的应用。本文主要介绍了S7-400 PLC在天津鞍钢天铁公司重卷机组的应用情况及常见的故障处理方法。
1 S7-400 PLC的概念及系统组成
1.1 S7-400 PLC的概念
S7-400 PLC采用模块化无风扇的设计,可靠耐用,同时可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,使用户能够根据需要组合成不同的专用系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
1.2 西门子PLC的系统组成
S7-400 PLC自动化系统采用模块化设计。它所具有的模板的扩展和配置功能使其能够按照每个不同的需求灵活组合。下面对重卷机组中使用的各种模块进行介绍。
1.2.1 电源模板
选用PS407模板,通过背板总线给S7-400模板供电,输入电压:120/230VAC。
1.2.2 CPU模板
选用CPU 416-2DP模板,内置Profibus DP接口使其能作为主站直接连接到Profibus DP现场总线;Profibus网数据传输率最大可到12M。
1.2.3 高速计数模板
用于带钢卷取长度(重量)检测与控制,选用FM350-2智能性8通道模块,可通过集成数字输入端直接连接门控信号,具有比较功能和能够通过集成数字输出端输出响应。最大计数频率200 kHz。
1.2.4 数字量输入模板
用于开关量的输入,工作电压DC24V。
1.2.5 数字量输出模块
用于开关量的输出,工作电压DC24V,晶体管型输出。
1.2.6 通讯处理器
用于将S7-400连接到Profibus和工业以太网能够实现PLC、交流变频器和HMI工程师站通讯减轻CPU的通讯任务,进一步增加连接性能。通过通讯处理器提高了S7-400的通讯能力,作为ET200分布式I/O系统或交流变频器的主站,与编程器和人机接口设备通讯。
1.2.7 扩展接口模块
用于ET-200模块化I/O站与Profibus DP网络的连接。
1.2.8 分布式I/O
ET200模块化I/O站:用于安装在操作台等I/O点较为集中的电气设备。
2 S7-400 PLC的应用及故障处理
鞍钢天铁重卷检查机组用于将来料带卷经切边、检查后进行重卷、分卷。S7-400 PLC是利用STEP7的硬件组态工具HW Config进行组态和参数化(如图1所示)。系统的编程语言为LAD和FBD混合编程,既可以缩短编程和调试时间,又节约了程序的优化时间。
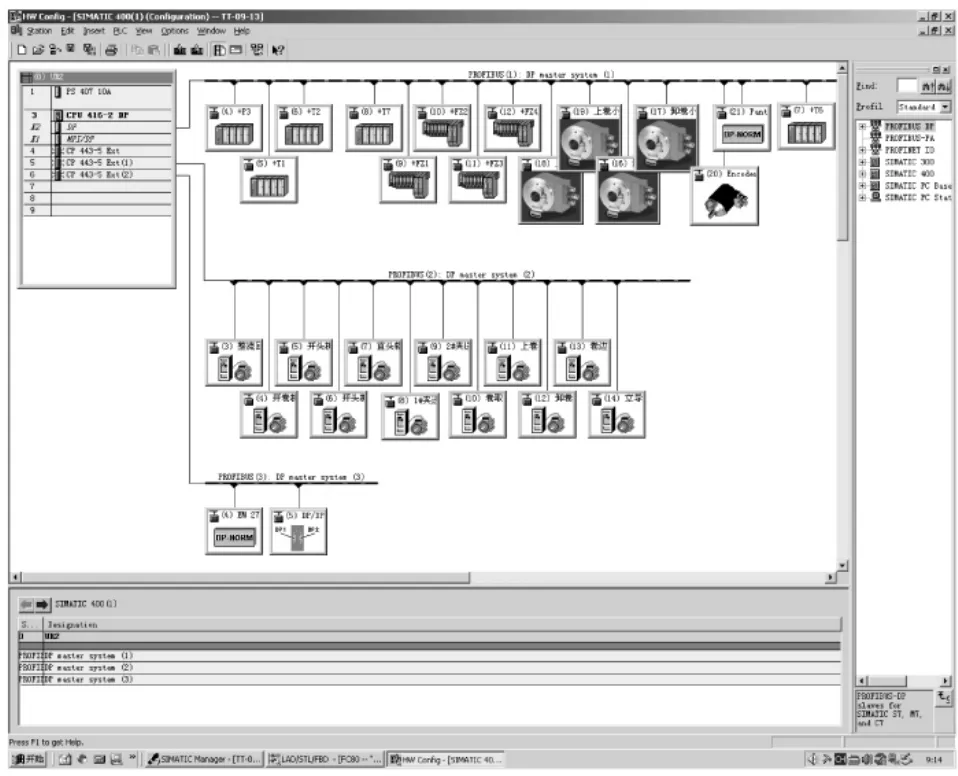
图1 S7-400组态图
以上卷小车的自动上卷程序为例,对S7-400 PLC程序的应用情况进行分析。本段程序主要介绍了上卷小车如何从存料台或交接鞍座连接到钢卷,经过对钢卷的测宽和测径,最后把钢卷穿进开卷机的芯轴。
程序1为上卷小车从存料台或交接鞍座连接到钢卷的过程(见图2)。首先,程序通过两个限位开关来判断接取钢卷的位置,之后通过限位开关和比较功能块来实现钢卷的定位,从而完成接取钢卷的动作。
程序2为上卷小车在接取钢卷后测量钢卷宽度的过程(见图3)。首先,程序通过测宽光栅上升沿和下降沿的变化,获得横移编码器的两个数值#width1_1和#width1_2,然后将两个数值做减法,可得到#width1_3,即钢卷的宽度。
程序3为上卷小车在接取钢卷后测量钢卷半径的过程(见图4)。首先,程序通过上卷小车测径完成点1#光电开关,得到上升编码器的一个数值MD1460,之后通过上卷小车测径完成点1#光电开关的下降沿变化,得到上升编码器的另一个数值MD1464,MD1460 减去 MD1464 得到数值#temp3_6。根据公式sin1.396263=R/(#temp3_6-R),计算出钢卷的半径R(MD1450)。上卷小车测径完成点2#光电开关的动作和计算原理同1#相同。
程序4为上卷小车将钢卷穿进开卷机芯轴的过程(见图5)。首先,将4130减去#width_half(钢卷宽度的一半),得到数值#L_x;再用#width1_2减去DB12.DBD8,得到数值 #L_act;最后,用 #L_x 减去#L_act,得到了数值#Lx_Lact(上卷小车到开卷机芯轴的实际行走距离)。根据数值#Lx_Lact与MD140(HMI上卷小车标定)的比较,得出钢卷在开卷机芯轴的实际位置。
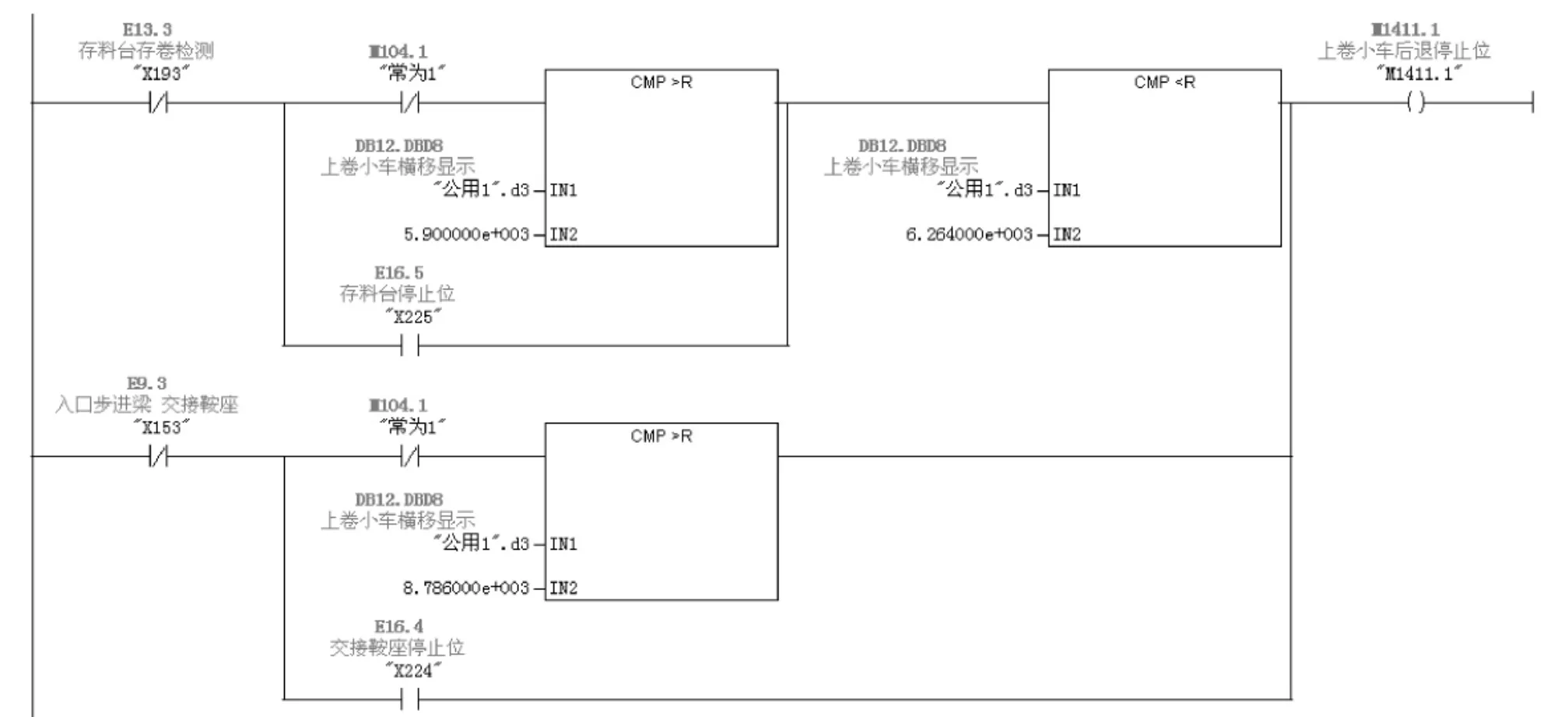
图2 上卷小车从存料台或交接鞍座连接到钢卷的过程图
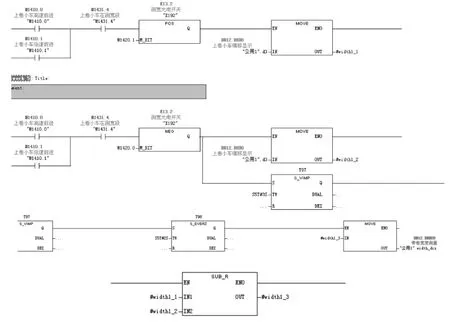
图3 上卷小车在接取钢卷后测量钢卷宽度的过程图
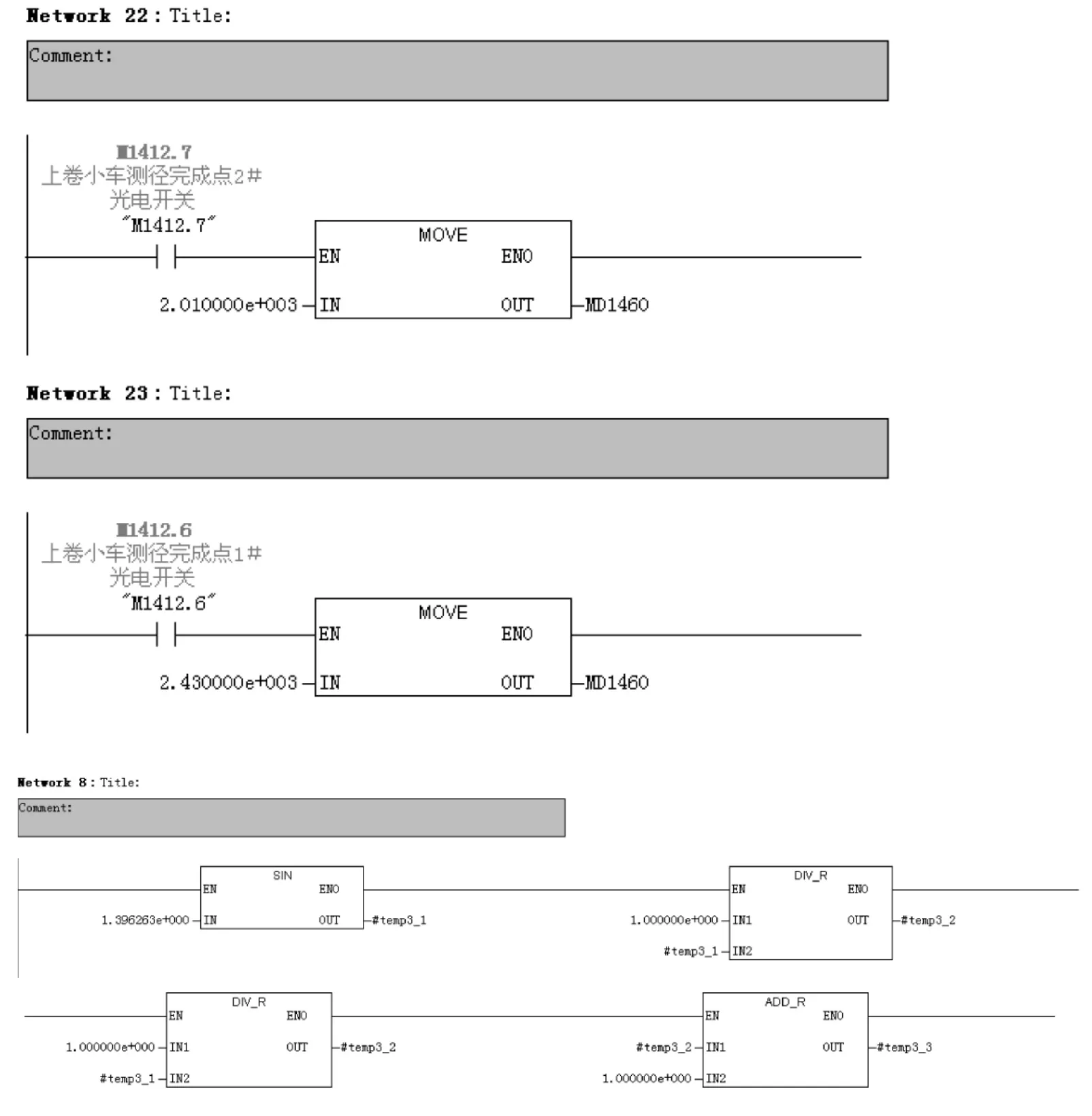
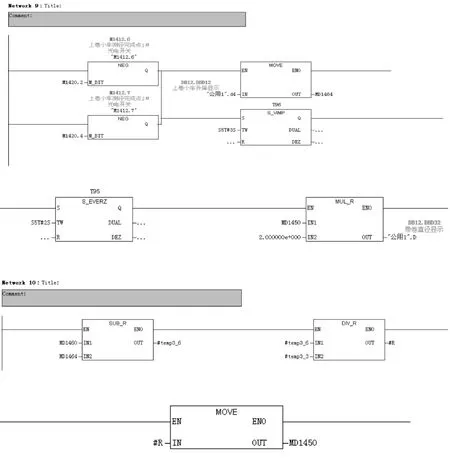
图4 上卷小车在接取钢卷后测量钢卷半径的过程图
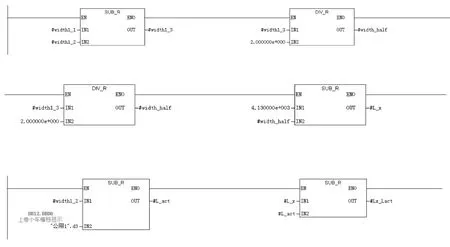
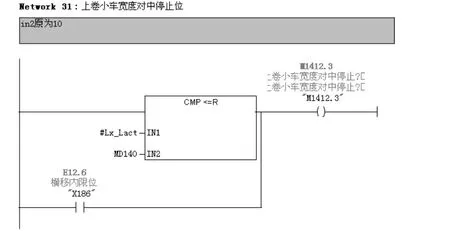
图5 上卷小车将钢卷穿进开卷机芯轴的过程图
在日常维护中出现的常见问题及处理方法:每年对S7-400的电池进行更换,以免在长时间断电的情况下造成程序丢失。S7-400对运行环境的温度要求比较高,必须保证在低于40℃的环境中运行。自投产以来,S7-400曾出现过CPU所有指示灯闪烁、CP443故障灯亮、电源模块指示灯正常的故障现象,通过将电源模块断电,拔出储存卡,重新通电,CPU恢复正常,说明为储存卡(CF)损坏,将其更换即可。另外,还曾出现过CPU一直处于STOP状态,重新通电后仍不能恢复正常,通过更换CPU模块重新组态后,恢复正常。
3 结束语
本文主要对S7-400 PLC的组成和硬件进行了介绍,同时结合现场实例说明了S7-400 PLC的应用过程,以及S7-400 PLC一些常见故障问题的处理方法。只有不断掌握硬件和程序,才能解决现场出现的各种故障问题。
