热输入对激光焊接800 MPa级微合金化碳锰钢接头显微组织和力学性能的影响
2019-01-02,
,
(1.四川交通职业技术学院,成都 610031; 2.安徽工业大学材料科学与工程学院,马鞍山 243002)
0 引 言
800 MPa级微合金化碳锰钢是一种应用较广的高层建筑用钢,具有易焊接、抗震性好、力学性能良好等优点。该微合金化碳锰钢在使用时需要通过焊接来连接,如果焊接工艺选取不当或者焊接工艺参数控制不好,会极大地影响焊接件的综合力学性能,从而对整体结构安全造成隐患[1]。虽然采用常规电弧焊、等离子焊等方法焊接微合金化钢具有生产成本低、操作方便等优点,但是热影响区会产生软化、晶粒显著粗化等问题,难以获得高质量焊接接头。激光焊接具有热输入小、加热冷却速率快以及热影响区窄等优势[2],可以有效解决上述问题。在激光焊接过程中,热输入是影响激光焊接接头组织与性能的重要技术参数,通过调整焊接速度可以实现对热输入的控制。对800 MPa级微合金化碳锰钢而言,当焊接速度小于2 cm·s-1或者大于3 cm·s-1时,激光焊接接头的成形质量较差[3],因此将焊接速度控制在2~3 cm·s-1(对应热输入为1.27~1.90 kJ·cm-1)范围内进行研究。作者在1.27,1.52,1.90 kJ·cm-1热输入下分别对800 MPa级微合金化碳锰钢板进行了激光对接焊,研究了热输入对焊接接头显微组织和力学性能的影响,为激光焊接工艺在微合金化钢中的推广应用提供参考。
1 试样制备与试验方法
1.1 试样制备
母材为800 MPa级微合金化碳锰钢板(厚度5 mm),由唐山钢铁集团有限责任公司生产;焊接材料为ER80-G焊丝,直径1.4 mm,市售。母材和焊丝的化学成分如表1所示。根据国际焊接学会(IIW)推荐的碳当量计算公式计算得到试验钢板和焊丝的碳当量分别为0.44和0.54。

表1 试验钢板和焊丝的化学成分(质量分数)Table 1 Chemical composition of tested steel plate and welding wire (mass) %
应用线切割方法将钢板加工成尺寸为120 mm×75 mm×5 mm的试样,经打磨、清洗、吹干后,采用JKY/315009型高功率光纤激光器对120 mm长边进行对接焊(间隙为0 mm,无坡口),激光功率3.8 kW,离焦量为-2 mm,焊接速度分别为2.0,2.5,3.0 cm·s-1,对应的热输入为1.90,1.52,1.27 kJ·cm-1,保护气为纯度99.99%的高纯氩气,流量为22 L·min-1。
1.2 试验方法
在焊接接头焊缝区取金相试样,在砂纸上逐级打磨,经抛光机抛光后,用4%(体积分数)硝酸酒精溶液腐蚀,在SU5000型高新热场式场发射扫描电镜(SEM)上观察显微组织。使用Wilson402MVD型显微维氏硬度计测试显微硬度,载荷2.94 N,保载时间10 s,以焊缝为中心向两侧母材,每隔0.2 mm取点测试。根据GB/T 228.1-2010,在Instron 5965型万能拉伸机上进行拉伸试验,拉伸速度为3 mm·min-1,拉伸试样的尺寸见图1(a),厚度为 3 mm,标距为30 mm。根据GB/T 229-2007,在Instron ceast 9000系列摆锤式冲击试验机上进行-40 ℃冲击试验,冲击试样的尺寸见图1(b),开V型缺口,缺口分别位于母材和焊缝,缺口深度2 mm。用SU5000型高新热场式场发射扫描电镜观察冲击断口形貌。

图1 拉伸和冲击试样的形状和尺寸Fig.1 Shapes and dimensions of tensile and impact specimens
2 试验结果与讨论
2.1 宏观形貌
由图2可见:在不同热输入下,焊接接头上下表面均较为平整,未见局部堆积、飞溅、未焊透和裂纹等缺陷;当热输入为1.27,1.52 kJ·cm-1时,焊接接头上下表面均未出现塌陷,成形较好,而当热输入增加至1.90 kJ·cm-1时,焊接接头上表面出现深度约为1 mm的塌陷,成形质量相对较差;随着热输入的增加,焊接接头上下表面焊缝的宽度增加,且下表面焊缝宽度小于上表面的。这主要是因为在激光焊接过程中,焊缝的宽度与热输入有直接关系:在较低的热输入下,熔化的金属较少,凝固后的焊缝宽度较小[3]。
2.2 显微组织
由图3可见,由于热影响区粗晶区冷却速率较快,在3种热输入下焊接接头热影响区粗晶区的组织都为板条马氏体(LM),原始奥氏体晶界如图中白色线条所示。根据GB/T 6394-2002,对距表面1.5 mm处的热影响区粗晶区的晶粒尺寸进行统计。当热输入为1.27,1.52,1.90 kJ·cm-1时,热影响区粗晶区的平均晶粒尺寸分别为9.3,10.6,12.1 μm。
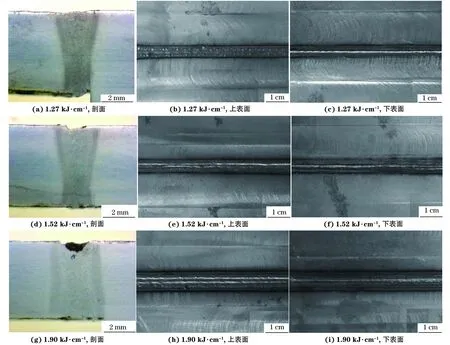
图2 不同热输入下激光焊接接头的宏观形貌Fig.2 Macroscopic morphology of laser welded joints under different heat inputs: (a,d,g) profile; (b,e,h) upper surface and (c,f,i) lower surface
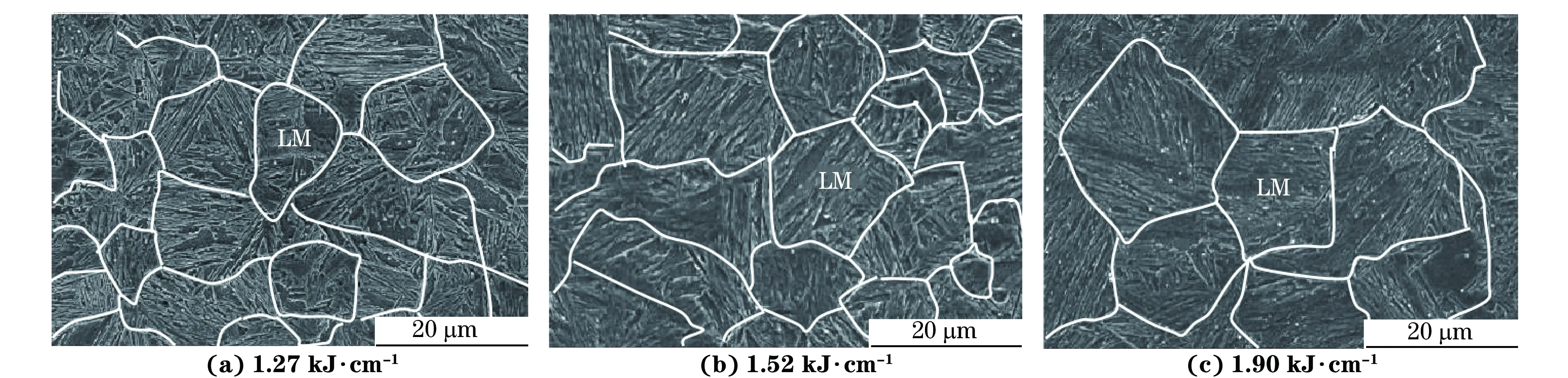
图3 不同热输入下激光焊接接头热影响区粗晶区的显微组织Fig.3 Microstructures of coarse-grained heat affected zone of laser welded joints under different heat inputs
由此可见,随着热输入的增加,热影响区粗晶区的晶粒尺寸不断增大,这主要是因为热输入的增加提高了峰值温度,延长了高温停留时间,从而使晶粒发生粗化[4]。
由图4可见:在3种热输入下,焊接接头热影响区细晶区的显微组织均由尺寸约3 μm的细晶铁素体(F)和在铁素体晶界处的马氏体-奥氏体(M-A)组元组成;随着热输入的增加,热影响区细晶区的晶粒尺寸并未明显增大,且都明显小于粗晶区的,这主要是因为细晶区远离焊缝,受热输入的影响较小[5]。
由图5可见,在3种热输入下,焊接接头热影响区混晶区的组织均由尺寸不等的铁素体和M-A组元组成,且都沿钢板轧制方向呈带状分布,这主要是因为轧制带上的缺陷能够成为形核点和扩散通道。在热影响的作用下,碳元素沿轧制带扩散至奥氏体中,冷却时析出细小的铁素体,而没有溶入奥氏体的铁素体发生粗化[6],从而形成尺寸不等的铁素体。当热输入增加至1.9 kJ·cm-1时,M-A组元明显粗化。
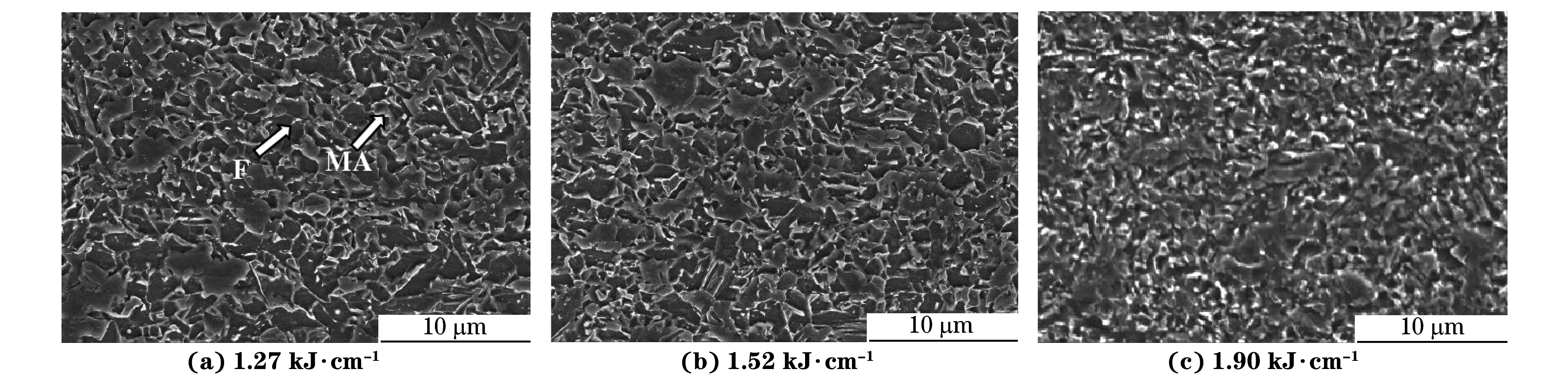
图4 不同热输入下激光焊接接头热影响区细晶区的显微组织Fig.4 Microstructures of fine-grained heat affected zone of laser welded joints under different heat inputs

图5 不同热输入下激光焊接接头热影响区混晶区的显微组织Fig.5 Microstructures of mixed-grained heat affected zone of laser welded joints under different heat inputs
由图6可以看出,当热输入为1.27,1.52 kJ·cm-1时,焊缝区组织都为板条马氏体,较低热输入下的板条马氏体的交织程度相对较轻;当热输入增至1.90 kJ·cm-1时,除板条马氏体外,焊缝中还形成了少量粒状贝氏体(GB)以及在原奥氏体晶界处的铁素体组织。在较低热输入(1.27,1.52 kJ·cm-1)下,焊缝冷却速率较快,凝固过程中的铁、碳原子来不及扩散而形成了板条马氏体组织;在较高热输入(1.90 kJ·cm-1)下,焊缝冷却速率变慢,碳原子扩散能力增强,导致在奥氏体晶界形成了铁素体以及沿晶界向内生长的粒状贝氏体[7]。
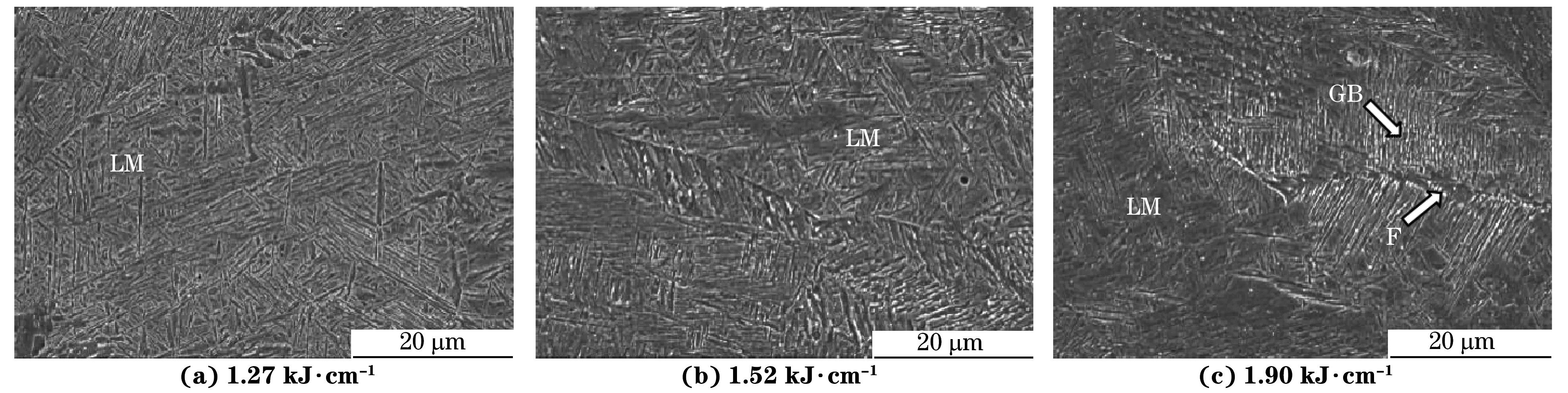
图6 不同热输入下激光焊接接头焊缝区的显微组织Fig.6 Microstructure of weld zone of laser welded joints under different heat inputs
2.3 显微硬度
图7中BM为母材,HAZ为热影响区,WS为焊缝区。由图7可见:在3种热输入下,焊接接头的截面硬度分布均呈马鞍形,焊缝硬度最高,其次为热影响区的,其中热影响区粗晶区的硬度高于细晶区的(靠近焊缝为粗晶区);随着热输入的增加,焊缝区和热影响区粗晶区的显微硬度呈现逐渐减小的趋势。结合图4、图6分析可知:随着热输入的增加,焊缝中出现了硬度相对较低的铁素体和粒状贝氏体,导致焊缝硬度降低;粗晶区中的组织虽然都是板条马氏体,但是其晶粒长大,造成硬度减小[8]。
2.4 拉伸和冲击性能
母材的室温抗拉强度为815 MPa,屈服强度为742 MPa,伸长率为22%,-40 ℃冲击功为20.5 J。在3种热输入下,焊接接头的室温拉伸断裂位置均位于母材区。由表2可以看出,在3种热输入下,焊接接头的抗拉强度、屈服强度均高于母材的,断后伸长率与母材的相当或略低于母材的;随着热输入的增加,焊接接头的屈服强度增大,而抗拉强度和断后伸长率变化较小;随着热输入的增加,焊缝区的冲击功先增大后降低,当热输入为1.52 kJ·cm-1时最大;当热输入为1.27 kJ·cm-1时焊缝的冲击功低于母材的。
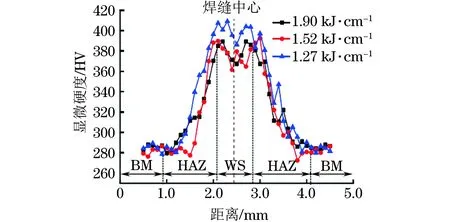
图7 不同热输入下激光焊接接头的截面显微硬度分布Fig.7 Cross-section microhardness distribution of laser weldedjoints under different heat inputs

表2 不同热输入下激光焊接接头的拉伸和冲击性能Table 2 Tensile and impact properties of laser welded jointsunder different heat inputs
2.5 冲击断口形貌
由图8可以看出,在焊接接头焊缝区的冲击断口上均存在纤维区和放射区(如位置A所示),且在断口边缘处出现了剪切唇(如位置B所示),未见脆性断裂区的存在,呈现韧性断裂特征。
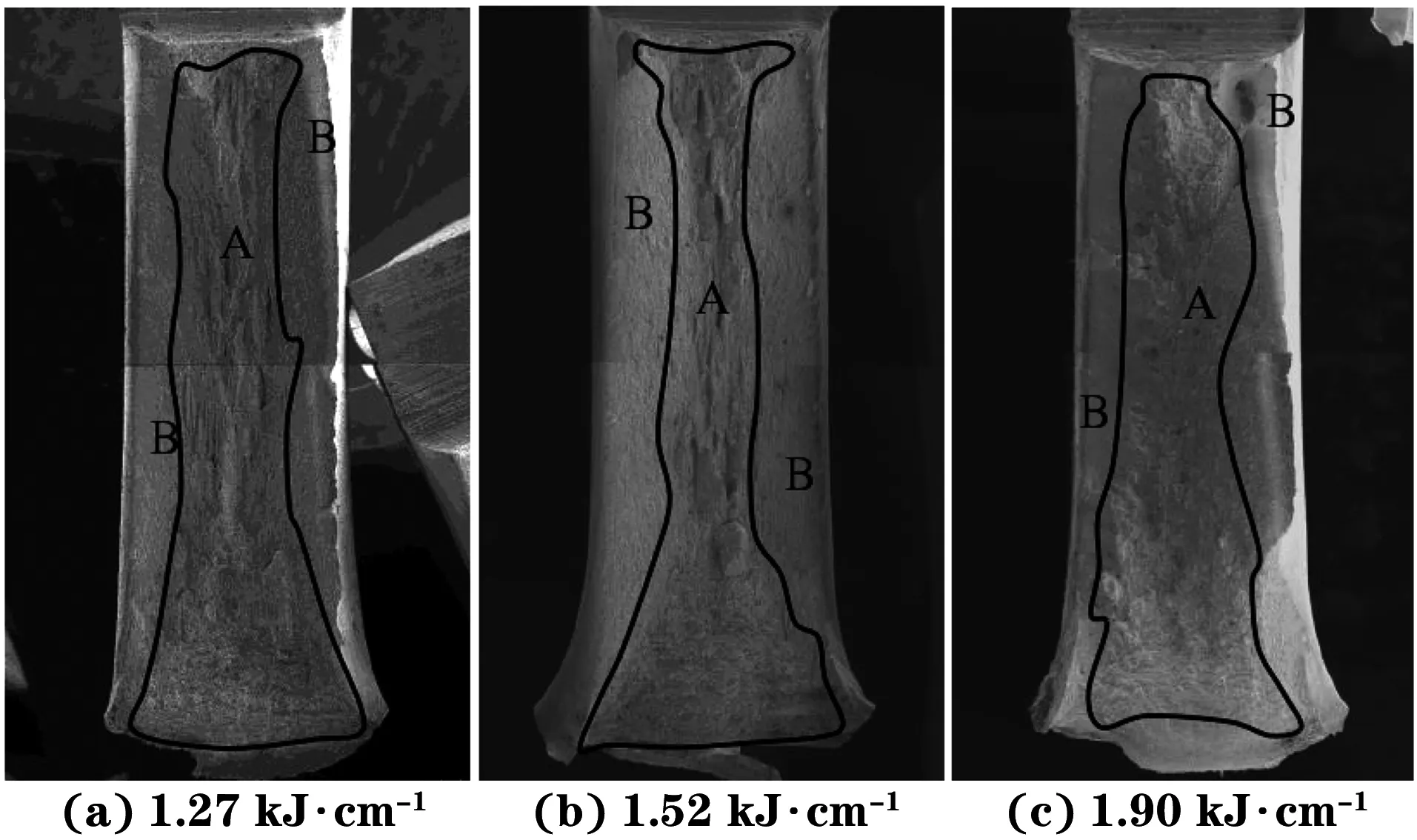
图8 不同热输入下激光焊接接头焊缝区的冲击断口宏观形貌Fig.8 Macroscopic morphology of impact fracture in weldzone of laser welded joints under different heat inputs
由图9可以看出:当热输入为1.27 kJ·cm-1时,焊缝区冲击断口中可见少量细小的等轴状韧窝以及大量尺寸较大且较浅的抛物线状韧窝,这是因为在较小的热输入下,熔池凝固时的冷却速率较快,组织均匀性相对较差[9],导致形成了尺寸不一的韧窝;当热输入增加至1.52 kJ·cm-1时,冲击断口可见大量细小韧窝,说明焊缝的韧性很好,这是因为此热输入适中,焊接熔池的冷却速率适宜,焊缝区硬脆性较小[10];当热输入增加至1.90 kJ·cm-1时,冲击断口由等轴状韧窝和抛物线状韧窝组成,且等轴状韧窝的分布较为均匀,抛物线状韧窝的尺寸有所减小,这说明焊缝的冲击韧性比热输入为1.27 kJ·cm-1时的好,这是因为此时的热输入较高,焊接熔池冷却速率较慢,使得焊缝组织中除形成板条马氏体外,还形成了韧性相对较好的粒状贝氏体+铁素体组织[11]。
3 结 论
(1) 在3种热输入下,激光焊接接头焊缝区的上下表面较为平整,未见局部堆积、飞溅、未焊透和裂纹等缺陷,但当热输入为1.90 kJ·cm-1时,焊缝区出现了塌陷。
(2) 热输入对焊接接头不同区域显微组织的影响很小,3种热输入下焊缝区和热影响区粗晶区的显微组织均为板条马氏体,热影响区细晶区的为细晶铁素体和M-A组元,混晶区由尺寸不等的铁素体和M-A组元组成;随着热输入的增加,热影响区粗晶区的晶粒尺寸增大,细晶区的晶粒尺寸未明显增大。
(3) 在3种热输入下,激光焊接接头的截面硬度分布均呈马鞍形,焊缝区的硬度最高,热影响区的次之,其中热影响区粗晶区的硬度高于细晶区的;热输入对焊接接头拉伸性能的影响较小,接头均在母材区发生断裂;在3种热输入下激光焊接后,焊接接头焊缝区的冲击断口都为韧性断口,随着热输入的增加,焊缝区的冲击功先增大后降低,当热输入为1.52 kJ·cm-1时最大,为23.4 J。
