CT80钢级连续油管焊接接头在不同质量分数NaCl溶液中的电化学腐蚀行为
2019-01-02,,
, ,
(1.西安石油大学材料科学与工程学院,西安 710065;2.中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室,西安 710077)
0 引 言
连续油管(Coiled Tubing,CT)又称为挠性油管、盘管或柔管,是指将油管钢卷绕在卷筒上拉直后直接下井的长油管,其钢级在CT80~CT110范围内[1]。连续油管广泛应用于油田修井、钻井、完井、测井、增产、采油、采气等作业过程,贯穿了油气开采的全过程[2-3]。连续油管的服役环境恶劣,受力复杂,经常会发生腐蚀、疲劳、应力腐蚀开裂等失效[4-5],在国外腐蚀失效的占比达51%[6],国内油田也发生过因腐蚀而导致的失效[7-8]。
连续油管通常采用高频电阻焊接连接。高频电阻焊接具有生产效率高、制造成本低、尺寸精度高、使用效果好等优点。在焊接过程中接头经历了一系列复杂的热循环作用,导致其不同区域的显微组织和化学成分不均匀,因此成为连续油管腐蚀失效的主要部位。在石油天然气行业,连续油管在作业过程中通常会遇到Cl-、CO2、H2O、H2S等腐蚀性介质,其中Cl-具有较强的穿透性,会破坏油管钢表面的氧化膜,使氧化膜变得疏松多孔且易剥落而造成严重的腐蚀[9-11]。
国内外学者对连续油管的组织与性能研究得较多[12-14],其中对腐蚀性能的研究主要集中在其沟槽腐蚀行为[15-16],以及温度和矿化度对母材电化学腐蚀行为的影响规律等方面[17-18],而有关Cl-浓度对其腐蚀行为,特别是对焊接接头腐蚀行为的影响研究较少。为此,作者在不同质量分数NaCl溶液中对CT80钢级连续油管焊接接头的母材和焊缝进行了电化学腐蚀试验,研究了母材和焊缝的电化学腐蚀行为,为延长连续油管的使用寿命,提高连续油管作业的安全性提供参考。
1 试样制备与试验方法
试验材料为CT80钢级连续油管焊接接头,母材CT80油管钢的化学成分见表1,接头显微组织见图1。由图1可知:母材的显微组织主要为铁素体+珠光体,焊缝的主要为魏氏体+回火马氏体;焊缝的晶粒明显大于母材的,这是因为焊缝区在焊接过程中因温度较高而产生过热,导致原奥氏体晶粒急剧长大,在冷却过程中形成硬而脆的粗晶。

表1 CT80油管钢的化学成分(质量分数)Table 1 Chemical composition of CT80 tubingsteel (mass) %

图1 CT80钢级连续油管焊接接头的显微组织Fig.1 Microstructure of welded joint of CT80 grade coiled tubing: (a) joint at low magnification; (b) base metal and (c) weld
在CT80钢级连续油管焊接接头母材区和焊缝区(以焊缝为中心)分别切取尺寸均为11.5 mm×10.5 mm×2.5 mm的片状试样,试样背面焊接铜导线,用100#~1000#砂纸逐级打磨尺寸为10 mm×10 mm的工作面,再用去离子水和酒精清洗,非工作面用环氧树脂密封。在由蒸馏水和分析纯NaCl配制而成的质量分数分别为3.5%,5.0%,7.0%的NaCl溶液(pH为6.8~7.0)中进行电化学腐蚀试验,电解池为1 L的玻璃电解池,采用三电极体系,辅助电极为铂片,参比电极为饱和甘汞电极(SCE),工作电极为片状试样,使用PARSTAT2273型电化学测试仪测定试样的开路电位、动电位极化曲线和电化学阻抗谱(EIS),试验温度为室温。开路电位的测试时间为2 h;极化曲线测试时的扫描速率为0.2 mV·s-1;交流阻抗谱测试的频率范围为10 mHz~100 kHz,采用信号幅值为10 mV的正弦波,用ZSimpWin软件对数据进行分析,获得电化学腐蚀过程的等效电路和电化学参数。在控电位的电化学极化过程中,电极的极化电位和极化电流密度的关系满足Butler-Volmer方程[19]:

(1)
式中:I为极化时的净电流密度;E为极化电位;Icorr为自腐蚀电流密度;Ecorr为自腐蚀电位;ba为阳极Tafel常数;bc为阴极Tafel常数。
在弱极化区超电位范围内,η=E-Ecorr<50 mV。利用式(1)对试验测得的极化曲线进行解析,即可求出ba,bc和Icorr的值。
2 试验结果与讨论
2.1 开路电位
由图2可见,在不同质量分数的NaCl溶液中,母材和焊缝试样的电极电位随时间的延长均先呈下降趋势,且在0~0.5 h内快速下降,0.5 h后缓慢下降,最后趋于稳定。取时间为2 h的电极电位作为试样的开路电位。由表2可知:在不同质量分数NaCl溶液中,母材试样的开路电位均高于焊缝试样的,说明母材的电化学活性较小,腐蚀热力学趋势较小,热力学稳定性优于焊缝的;随着NaCl溶液质量分数的增加,母材和焊缝试样的开路电位均下降,说明二者的热力学稳定性下降。腐蚀电位是阳极和阴极反应互相耦合的混合电位,腐蚀电位越低,材料的热力学稳定性越差。

图2 母材和焊缝试样在不同质量分数NaCl溶液中的电极电位随时间的变化曲线Fig.2 Electrode potential vs time curves of base metal and weld samples in NaCl solutions with different mass fractions

表2 母材和焊缝试样在不同质量分数NaCl溶液中的开路电位Table 2 Open circuit potential of base metal and weldsamples in NaCl solutions with different mass fractions
2.2 极化曲线
由图3可见,母材和焊缝试样的极化曲线均具有典型的阳极溶解特征,没有钝化现象。
由表3可知:在不同质量分数NaCl溶液中,焊缝试样的自腐蚀电位均比母材试样的更负,与开路电位的结果一致;随着NaCl质量分数的增加,母材和焊缝试样的自腐蚀电位均负移,阳极和阴极Tafel常数均减小,但阴极Tafel常数减小的幅度较小,自腐蚀电流密度增大;焊缝试样的自腐蚀电流密度高于母材试样的。由法拉第第二定律可知,自腐蚀电流密度越大,腐蚀速率越大,相应的耐腐蚀性能越差。由此可知,母材的耐腐蚀性能优于焊缝的。这是因为熔融的焊缝金属在冷却和凝固过程中发生收缩,导致焊缝区存在较大的残余应力,较大残余应力的存在使得焊缝区在腐蚀环境中易发生沟槽腐蚀;此外,在焊接过程中焊缝区部分微量元素易发生贫化,导致焊缝区和与其相邻的母材之间产生较大电位差,从而使焊缝区发生较为严重的腐蚀[16,20]。Cl-是导致腐蚀的主要因素,其半径较小,可以穿透或破坏材料表面的氧化膜,使氧化膜疏松多孔且易剥落,从而加速腐蚀。随着NaCl质量分数的增加,Cl-1浓度增大,对试样表面氧化膜的破坏作用增强,因此腐蚀速率增大。

图3 母材和焊缝试样在不同质量分数NaCl溶液中的极化曲线Fig.3 Polarization curves of base metal and weld samples in NaCl solutions with different mass fractions

NaCl质量分数/%Ecorr/mVba/(mV·dec-1)bc/(mV·dec-1)Icorr/(mA·cm-2)母材焊缝母材焊缝母材焊缝母材焊缝3.5-976-1 021248.6232.4102.994.64.6586.6245.0-1 007-1 032241.6225.796.692.14.8537.9557.0-1 009-1 060207.3190.691.287.65.1668.325
2.3 电化学阻抗谱
由图4可知:在不同质量分数NaCl溶液中,母材和焊缝试样的电化学阻抗谱均呈现一个时间常数,即高频容抗弧,母材试样的容抗弧半径大于焊缝试样的;随着NaCl质量分数的增加,母材和焊缝试样的容抗弧半径减小。
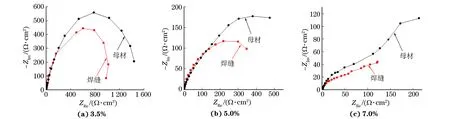
图4 母材和焊缝试样在不同质量分数NaCl溶液中的电化学阻抗谱Fig.4 Electrochemical impedance spectroscopy of base metal and weld samples in NaCl solutions with different mass fractions
由图4得到的等效电路见图5,图中:Rs为从参比电极到工作电极的溶液电阻元件;Qdl为双电层电容的常相位角元件(考虑到弥散效应,未采用电容元件);Rt为电荷传递电阻元件。
使用图5的等效电路对图4的阻抗数据进行拟合,结果见表4,表中:Rs为从参比电极到工作电极的溶液电阻;Qdl为双电层电容;n为弥散指数;Rt为电荷传递电阻。极化电阻为溶液电阻和电荷传递电阻之和(Rs+Rt)。极化电阻越大,材料的耐腐蚀性能越好。由表4可以看出:随着NaCl质量分数的增加,母材和焊缝试样的极化电阻减小,且在相同质量分数NaCl溶液中母材试样的极化电阻大于焊缝试样的,说明母材的耐腐蚀性能优于焊缝的;随着NaCl质量分数的增加,弥散指数减小,说明弥散效应增大[21]。一般认为弥散效应是由于电极表面不平整引起的。在质量分数为7%的NaCl溶液中,母材和焊缝试样的弥散效应最大,推测是由于试样表面腐蚀产物分布不均匀造成的。
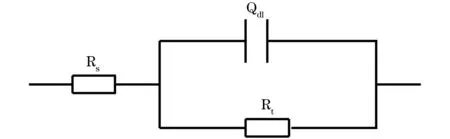
图5 母材和焊缝试样在NaCl溶液中的等效电路Fig.5 Equivalent circuit of base metal and weld samplesin NaCl solutions

表4 母材和焊缝试样在不同质量分数NaCl溶液中的电化学阻抗谱拟合结果Table 4 Fitting results for electrochemical impedance spectroscopy of base metal and weld samples inNaCl solutions with different mass fractions
3 结 论
(1) 在质量分数分别为3.5%,5.0%,7.0%的NaCl溶液中,CT80钢级连续油管焊接接头母材的开路电位高于焊缝的,即热力学稳定性高于焊缝的;随着NaCl质量分数(即Cl-1浓度)的增加,母材和焊缝的开路电位和自腐蚀电位均负移。
(2) 母材和焊缝在不同质量分数NaCl溶液中均具有明显的阳极溶解特征,没有钝化现象;随着NaCl质量分数的增加,母材和焊缝的自腐蚀电流密度增加,腐蚀速率增大,且在相同质量分数NaCl溶液中,焊缝的腐蚀速率大于母材的。
(3) 母材和焊缝在不同质量分数NaCl溶液中的电化学阻抗谱均为具有一个时间常数的高频容抗弧;随着NaCl质量分数的增加,母材和焊缝的极化电阻减小,腐蚀速率增大。
