1-丁基-3-甲基咪唑氯盐增塑纺聚丙烯腈纤维及后续预氧化工艺的研究进展
2019-01-02李召岭党晓楠王清雯
李 翔,李召岭,党晓楠,王清雯
(1.镇江高等专科学校 医药与化材学院,江苏 镇江 212028; 2. 镇江市功能化学重点实验室,江苏 镇江 212028; 3. 东华大学 纺织学院,上海 201620; 4. 镇江出入境检验检疫局 法制风险管理科,江苏 镇江 212003)
碳纤维具有高轴向强度、高模量、低密度、高性能比、无蠕变等特点,被广泛用作高强度复合材料的增强材料[1-2]。目前聚丙烯腈(PAN)基碳纤维占全球碳纤维消费量的90%[3]。PAN基碳纤维生产过程涉及原料合成及原丝生产[4]、预氧化[5]、碳化[6]等工序。PAN原丝通常采用溶液纺丝方法制备[7-9],该方法使用大量有机溶剂,容易产生环境与健康问题,同时,制备的PAN原丝具有明显的皮芯结构,对PAN而言是一种结构上的缺陷。

1 增塑纺聚丙烯腈纤维的制备
1.1 原料的制备
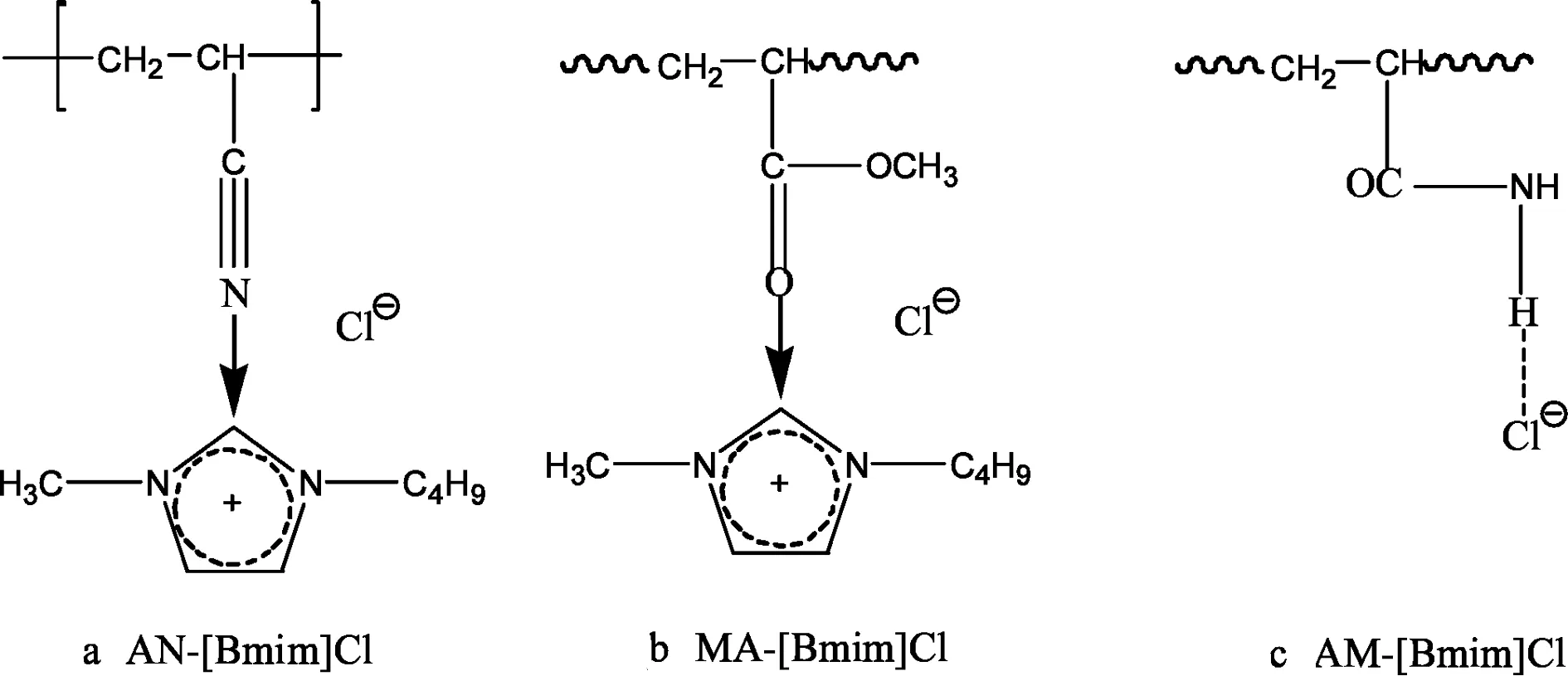
图1 PAN共聚物重复单体单元与[Bmim]Cl相互作用可能的示意图
高温下体系的流变实验表明,体系中的ILs含量越高,体系在高温条件下的黏度越稳定,即热稳定越高,增塑纺丝具备可行性,[Bmim]Cl在体系中的最佳含量为40%(wt)[24]。
1.2 增塑纺丝过程中的工艺参数设定
陈磊等人[26]研究了喷丝板规格对PAN增塑纺丝过程的影响。研究结果表明,采用日本Abeφ25生产的单螺杆挤出机时,纤维的孔数设定为36。因为粉料进料困难,对孔数为48和60的喷丝板而言,泵供量较小,丝条容易发生断裂,使纺丝过程无法正常进行。
Yu课题组[27]采用孔径为0.3 mm的喷丝孔成功实现了PAN的增塑纺丝。陈磊等人[26]认为,喷丝板细孔的长径比应控制在3 ∶1,过小(2 ∶1),会发生漫流;过大(4 ∶1),则熔体在喷丝口挤出胀大严重,可能会阻塞喷丝孔。
Li等人[28]研究了纺丝速度对初生纤维性能的影响。实验结果表明,随纺丝速度的增加(200—500 m/min),初生纤维的力学性能先增加后降低,纺丝速度为400 m/min时,初生纤维的性能最佳。该课题组提出假设,即纺丝速度为500 m/min时,ILs来不及从取向结晶区域挤出,严重阻碍了分子链的取向结晶行为,不仅降低了初生纤维的结晶度及晶粒尺寸,而且引起了分子链的断裂,如图2所示[28],最终影响纤维的性能。
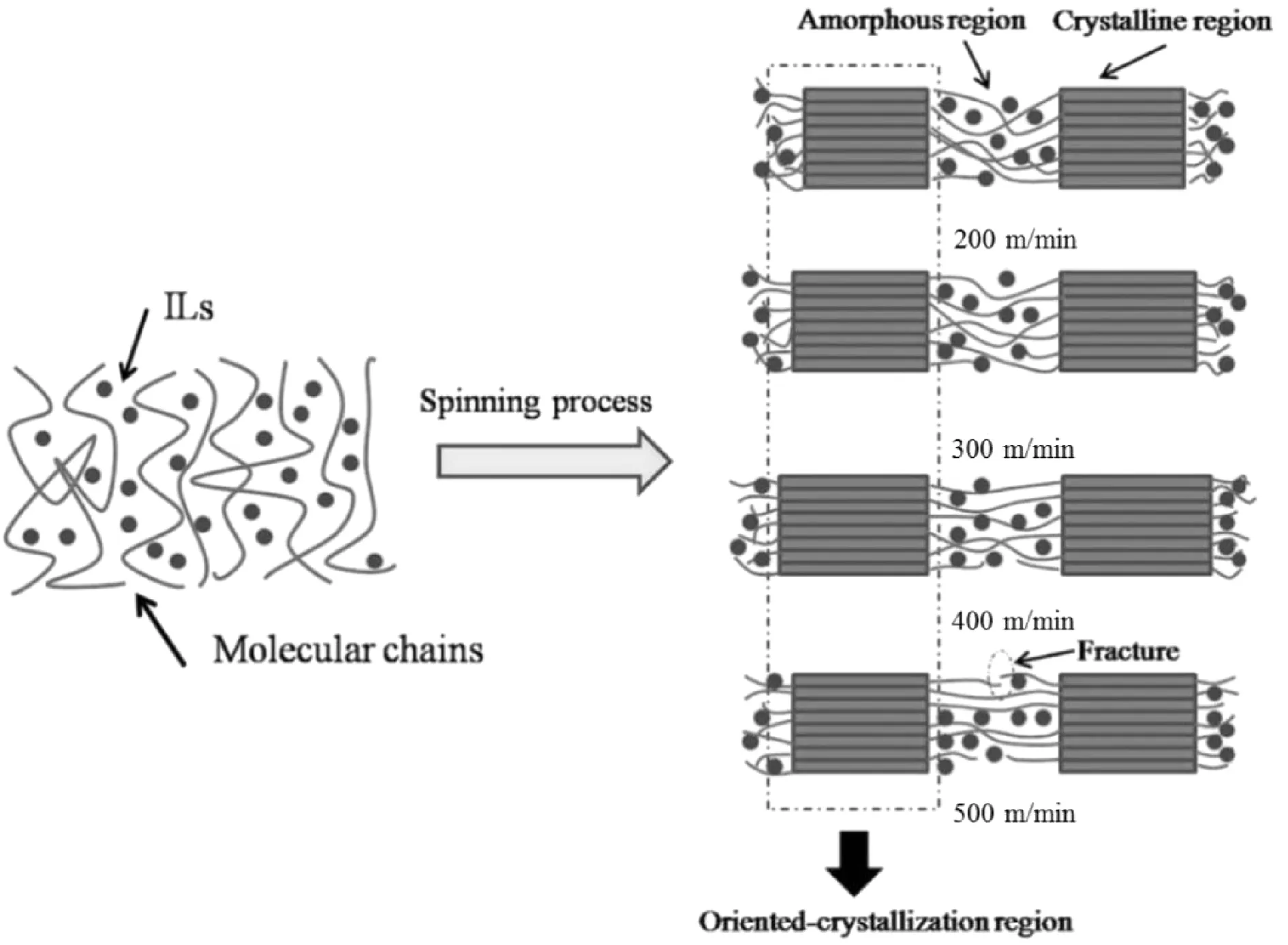
图2 PAN/[Bmim]Cl体系在不同纺丝速度下的纺丝过程
1.3 增塑纺丝过程中可能的化学反应

1.4 水浴牵伸过程中工艺参数的设定
后续牵伸是制备高性能PAN纤维的重要步骤。PAN初生纤维经过牵伸后,纤维的细度降低,分子链及微晶同时沿纤维轴取向[20]。聚丙烯腈纤维的牵伸需采用多级拉伸工艺,这不仅有助于分子链充分取向,提高纤维强度,而且有利于保护纤维结构,避免一次性高倍牵伸造成纤维分子链断裂。对增塑纺PAN初生纤维而言,水浴牵伸是最佳选择。因为初生纤维在牵伸过程中可同步除去水溶性[Bmim]Cl。增塑纺丝及水浴牵伸流程见图3[26]。增塑纺丝制备的PAN纤维需立即经过水浴牵伸工艺获得高性能PAN纤维。Li等人[28]认为,两级水浴牵伸工艺最适合增塑纺PAN纤维,第一、第二水槽的设定温度分别为60 ℃,100 ℃。调控滚轴之间的转速使纤维获得最大的牵伸倍数,纤维性能才能达到最优。
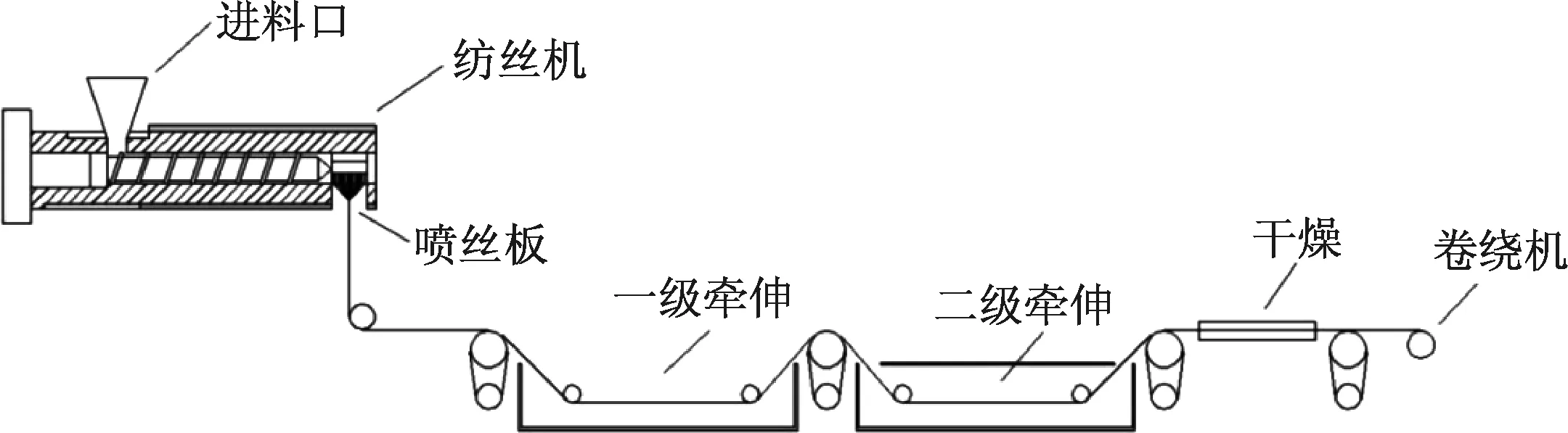
图3 增塑纺丝及水浴牵伸流程图
1.5 最终纤维的性能表征
最终纤维的表观及断面结构如图4和图5所示,其中图4a,图5a为增塑纺纤维,图4b,图4c,图4d,图5b为商品化溶液纺纤维[31]。增塑纺丝法制备的纤维表面比较光滑,断面接近于圆形,不存在皮芯结构;溶液法制备的纤维表面存在明显的沟槽与细纹,断面为腰圆形,存在明显的皮芯结构。不对称结构导致预氧化阶段热量从纤维表面向内部的传递不均匀,则生成的预氧化纤维内部结构不具备均一性,最终碳纤维在受拉伸时内部应力传递不均匀,导致纤维力学性能下降。
商品化纤维、增塑纺PAN纤维的力学性能指标见表1[28]。增塑纺PAN纤维的断裂强度达到6.01cN·dtex-1,略高于商品化纤维的断裂强度,但初始模量低于商品化纤维。同时,增塑纺PAN纤维力学性能指标的变异系数值略高于商品化纤维,这是因为工业化生产时纺丝稳定性更高。
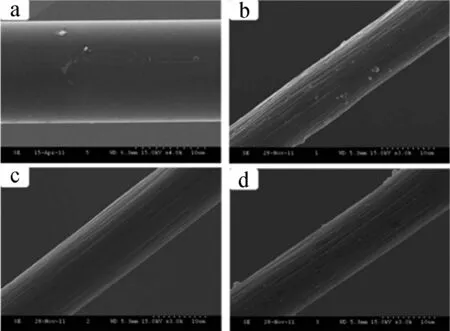
图4 PAN前驱体纤维表面SEM图
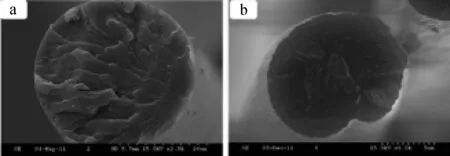
图5 PAN前驱体纤维表面SEM图
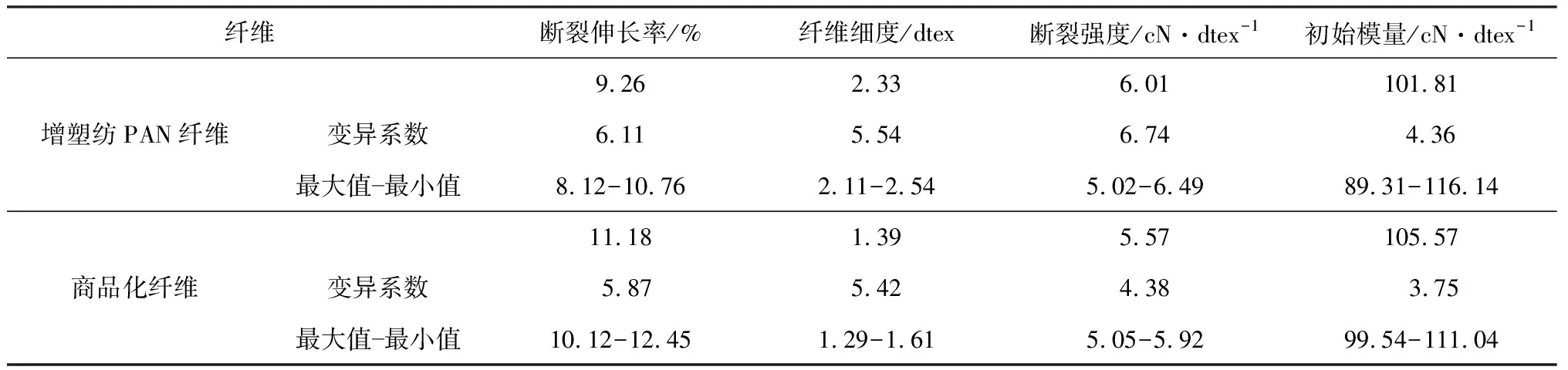
表1 增塑纺PAN纤维、商品化纤维的力学性能
2 PAN纤维预氧化
目前鲜见关于增塑纺PAN纤维预氧化的报道,只能获得少量研究信息。Li等人[19]的研究表明,相同的预氧化工艺条件,增塑纺PAN纤维的预氧化程度明显高于商品化纤维。纤维的截面在230 ℃时呈现大块状堆叠结构,并有明显的沟槽,在260 ℃时呈片状发散结构,分别如图6a,图6b所示。Zhang等人[32]的研究表明,温度超过230 ℃或稳定化时间超过20 min,化学反应的速率明显减慢。这表明增塑纺PAN纤维的结构有利于促进化学反应。Liu[27]研究了预氧化过程中张力对纤维结构及性能的影响。结果表明,随外加张力的增加,反应程度、芳构化指数、碳收率和密度呈现先增加后降低的趋势,而结晶尺寸、结晶度和断裂强度的变化趋势与之相反。建议预氧化过程采用0.56 cN·dtex-1的外加张力。
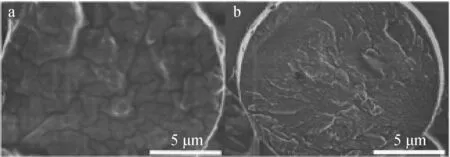
图6 预氧化纤维的截面结构图
3 结束语
本文总结了国内外[Bmim]Cl增塑纺PAN纤维的相关研究,论述了PAN/[Bmim]Cl体系的相容性、高温下的稳定性、增塑纺丝工艺参数设定、纺丝过程中的化学反应、水浴牵伸参数设定及最终纤维的性能表征。目前增塑纺丝的研究处于初级阶段,增塑纺丝过程需要关注以下几点:
1) 采用强吸水性[Bmim]Cl时,配料需要在恒温恒湿条件下进行,环境湿度最好控制在20%左右。配料过程吸入大量水分可能会对纺丝过程的稳定性造成巨大影响。
2) 相关研究表明[29-30],在增塑纺丝过程中PAN分子链发生了环化、氧化及脱氢反应,形成了特殊的梯形结构,但未深入研究该结构对后续预氧化纤维结构的影响。
3) 浴牵伸阶段,[Bmim]Cl迅速溶解于水。由于[Bmim]Cl属于微毒性溶剂[32],需经过溶剂回收以达到节约成本及环境保护目的,但鲜见后续溶剂处理的相关报道。
