酱香型白酒制酒机械化生产试验的研究
2019-01-02程平言胡建锋向祖祥钟方达黄永光
张 健,李 波,程平言,胡建锋,向祖祥,钟方达,黄永光,胡 峰*
(1.贵州茅台酒厂(集团)习酒有限责任公司,贵州 习水 564622;2.贵州大学 酿酒与食品工程学院,贵州 贵阳 550025)
贵州习酒历史悠久,酿造环境独特,酱酒作为公司主导产品,年产优质酱香型白酒两万吨左右,坚守传统工艺,与时创新,纯粮固态发酵。酱香型白酒生产工艺特殊,其制酒生产工艺流程复杂,生产周期长,一年一个生产周期,主要包括二次投粮,九次蒸煮,八次加曲发酵,七次取酒等。酱香型白酒不同轮次酒质风格特点各不相同,大回酒三、四、五轮次酒品质最优,同一轮次窖池不同位置的发酵酒醅,又可产出酱香、醇甜和窖底香三个典型体[1-4]。
传统酱香制酒生产,从下沙、造沙到七轮次酒完成,仅利用行车进行转料,从润粮、上甑、摊晾、起堆均采用人工操作,且生产环境差,劳动强度大,人工成本高,生产效率较低等,因此不利于酱香白酒生产效益。由于其生产工艺的特殊性,目前国内还未有企业尝试酱香制酒机械化的应用,但机械化制酒的开展从润粮、上甑、摊晾、起堆全部进行机械化,机械化班组节约人力4~5人,显著的减少了人力成本,提高了生产效率。
国外日本烧酒工艺机械化走在前列[5-6];宝岛台湾酿酒行业机械化也早于大陆地区[7-8]。国内制酒机械化在液态发酵工艺生产方式的米香型、豉香型酿造企业基本实现了自动化,以桂林三花酒、玉冰烧为代表[9-10]。其他香型的白酒以湖北劲酒、江苏洋河、今世缘、内蒙河套、稻花香等行业大型企业,在机械化酿造方面大胆创新,一些酿造装备尝试投入,彻底改变了传统生产方式,为白酒产业走新型工业化道路奠定了良好的基础,也为中国白酒机械化做出示范[11-14]。
机械化制酒具有深远的意义,加快行业技术发展,促进产业转型升级;驱动示范建设效应,促进我省白酒工业经济发展,带动全国酱香白酒产业现代化发展,促进行业经济发展;提升企业生产技术水平,增强企业核心竞争力,为企业培养大批技术骨干人才,在企业形成人才兴企、人才强企的发展激情,提升企业生产技术水平,增强企业核心竞争力。
1 材料与方法
1.1 材料与试剂
机械化试验班和传统对照班堆积发酵过程、入窖发酵过程糟醅、1~7轮次的原酒等:贵州茅台酒厂(集团)习酒有限责任公司;DNA提取试剂盒:美国MP Biomedicals公司;引物由深圳市恒创基因科技有限公司合成;内标(2-乙基丁酸、乙酸正戊酯和叔戊醇混标)、无水乙醇(色谱纯),氯化钠、氢氧化钠、盐酸(均为纯):国药集团化学试剂有限公司。
1.2 仪器与设备
润粮系统:安丘耀发机器有限公司;上甑系统:武汉奋进电力技术有限公司;摊晾起堆系统:湖北纵横科技有限责任公司;行车抱斗系统:华瑞起重设备有限公司;SpeedCycler PCR仪:德国Analytikjena公司;GS junior高通量测序仪:美国Roche公司;GC 7890A气相色谱仪、CP-Wax 57 CB毛细管柱(50 m×0.25 mm×0.2 μm):美国安捷伦科技有限公司。
1.3 方法
1.3.1 取样方法
糟醅取样方法:对下沙、造沙至7轮次酒堆积发酵过程,每天采样,利用四分法取堆子上,中、中外,下、下外的糟醅各100 g,-20℃冷冻备用;窖池发酵过程中,每隔5 d取样,利用四分法取窖池中间点和边沿点上、中、下糟醅各100 g,-20℃冷冻备用。
酒样取样方法:根据窖池上中下不同层次糟醅,对机械化班组和传统班组每个轮次的各层次取酒保存备用。
1.3.2 实验方法
DNA测序:分别称取每个轮次堆积综合样10g、窖池发酵的糟醅综合样10g,加入灭菌玻璃珠,20mL灭菌0.1mol/L PBS悬浮,振荡5 min,300 r/min离心5 min,取上清,用磷酸盐缓冲液(phosphate buffer saline,PBS)重复洗涤沉淀3次,同样条件离心,将所有上清混匀。于10000r/min离心5min,收集细胞沉淀。5 mL PBS洗3次,离心5 min,将所有沉淀收集备用。采用试剂盒方法提取DNA,将所提DNA送生物工程(上海)股份有限公司进行高通量测序,通过分析得到堆积发酵、窖池发酵过程主要微生物群落结构。
白酒色谱骨架成分分析:取机械化试验班与传统对照班各轮次酒样10 mL,加入0.2 mL内标(2-乙基丁酸、乙酸正戊酯和叔戊醇混标),然后取2 mL进行气相色谱分析。
气相色谱分析条件:CP-Wax 57 CB毛细管柱(50 m×0.25 mm×0.2 μm);进样口温度230 ℃,分流比40∶1;升温程序:起始40℃,保持3 min,以2℃/min升温至80℃,不保持;再以7.5℃/min升温至215℃,保持29 min。
总酸总酯测定:按照T/CBJ 004—2018《固态发酵酒醅通用分析方法》中总酸总酯测定方法进行测定[15]。
1.3.3 计算公式
2 结果与分析
2.1 机械化设备研究成果
本研究以习酒公司制酒机械化试验为依托,通过试验研究探索酱香制酒机械化的可行性。通过研究公司成功开发了国内首套酱香白酒制酒机械化设备系统(润粮系统、上甑系统、摊晾起堆系统、行车抱斗系统),经过试验,取得一定的成绩,但总体还不能达到传统工艺标准,因此接下来将继续对各机械设备进行技术改进,不断试验研究,以期满足酱酒生产工艺要求。目前机械化设备取得的成果如下。
润粮系统:搅拌斗容积2 m3,润粮达到800 kg/甑工艺要求,可实现全自动加水、拌合润粮。第一代润粮机在润粮时搅拌不均,水分不能被红粮充分吸收、保温保湿效果差已停用。第二代润粮机改进为滚筒式润粮机,增加润粮周转粮盘,待下一年度生产试验。
上甑系统:按1.75 m3/甑条件,能够实现自动拌料、探汽上甑,满足上甑轻、松、薄、准、匀、平的工艺要求。第一代上甑机器人摆臂只能左右旋转180°导致上甑时不能很好的覆盖蒸汽,导致酒精分子损失;第二代机器人改进后,摆臂360°旋转,较少糟醅打散次数,很好的满足了生产工艺要求。
摊晾系统:摊晾机的摊晾处理量4~5 m3/h,实现自动摊晾、加曲、拌合、收料的全部过程。第一代摊晾机为地面摊晾机,在起埂、加曲搅拌、收料等达不到酱香白酒生产工艺要求而停用。第二代摊晾机采用输送板链摊晾,增大摊晾面积,增加风机,采用由上而下,移动吹风方式,目前仍在试验阶段。
起堆系统:起堆机处理量与摊晾机匹配,可实现机械自动起堆。第一代起堆机系统采用自动升降旋转实现自动起堆,存在的不足是在上堆过程中糟醅经多次打撒和绞拌,糟醅变稠腻,在低位起堆时因糟醅落差大,上堆糟醅紧,影响升温发酵。第二代起堆系统将直筒落料改为摇臂板链机输送出料,有效地解决糟醅出料时落差大,起堆糟醅过紧的问题,正在试验阶段。
行车抱斗系统:实现粮食、糟醅出窖,入窖的机械转运。
2.2 制酒机械化试验堆积发酵温度、时间分析研究
试验结果表明,机械化试验各轮次堆积发酵过程堆子的顶温达到50℃左右,中温达到40℃以上,底温32℃左右,温度都能达到工艺要求;堆积发酵时间二轮次时达到190h,五、六轮次堆积时间最短,堆积时间在65 h左右,堆积发酵指标对比见表1。

表1 堆积发酵指标对比Table 1 Comparison of stacking fermentation indexes
通过表1分析,机械化试验班各轮次的顶温总体略低于传统班组相应均值,中温、底温和传统班组相应时期的温度均值基本一致;堆积发酵时间机械化试验班总体比传统班组均值延长,明显高于传统班组均值,这表明虽然堆积温度满足工艺要求,但机械化堆积发酵升温速度较传统慢,堆积时间延长,因此将进一步对机械化制酒堆积发酵研究,改善堆积发酵效果,满足工艺要求。
2.3 机械化试验堆积发酵过程主要微生物群落结构研究
通过对2~7轮次堆积发酵过程的糟醅取样,进行DNA高通量测序分析,结果见图1。由图1可知,堆积发酵过程中有细菌27个门类,主要门为Firmicutes、Proteobacteria、Bacteroidetes,共656个属,图1A细菌属热谱图可以得出细菌主要属有Bacillus、Lactobacillus、Kroppenstedtia等;真菌9个门类,主要门为Ascomycota、Basidiomycota,共159个属;图1B真菌属热谱图可以发现主要真菌属有Byssochlamys、Candida、Thermomyces、Thermoascus、Rasamsonia 和 Aspergillums等。将主要的优势功能细菌、真菌属与公司《贵州酱香型白酒固态发酵群体微生物结构及功能的研究技术报告》[19]中的堆积发酵过程细菌、真菌门属对比分析,结果表明机械化试验班主要功能微生物与传统工艺一致,说明机械化生产试验不影响堆积发酵过程中的主要功能微生物。
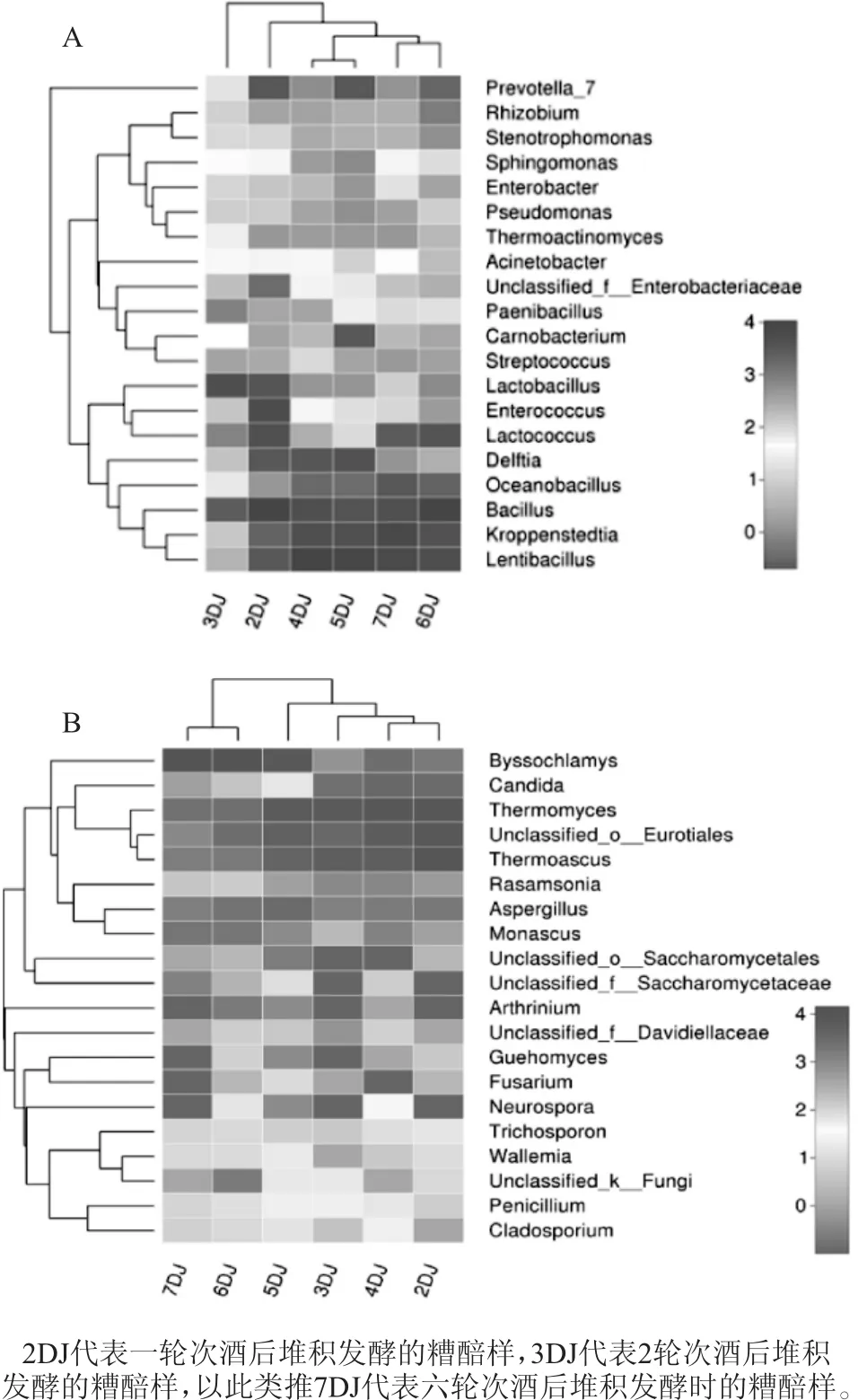
图1 堆积发酵过程细菌和真菌属热图Fig.1 Heatmap diagram of the bacterial and fungal genus in the accumulation fermentation process
2.4 机械化试验窖池发酵过程主要微生物群落结构研究
对二至七轮次窖池发酵过程糟醅采样进行DNA高通量测序绘制热图,结果见图2。由图2可知,细菌有40个门类,主要为Firmicutes、Proteobacteria、Bacteroidetes等,共830个属,从图2A细菌热谱图分析发现主要的细菌属有Lactobacillus、Bacillus等;真菌有9个门类,主要为Ascomycota、Basidiomycota等,共539个属;图2B真菌热谱图分析发现主要真菌属有Thermoascus、Candida、Aspergillums等。将主要的优势功能细菌、真菌属与公司《贵州酱香型白酒固态发酵群体微生物结构及功能的研究技术报告》[19]中的窖池发酵的细菌、真菌门属对比分析,结果表明机械化试验窖池内的主要功能微生物与传统工艺一致,说明机械化生产试验不影响窖池中的主要功能微生物群落结构。
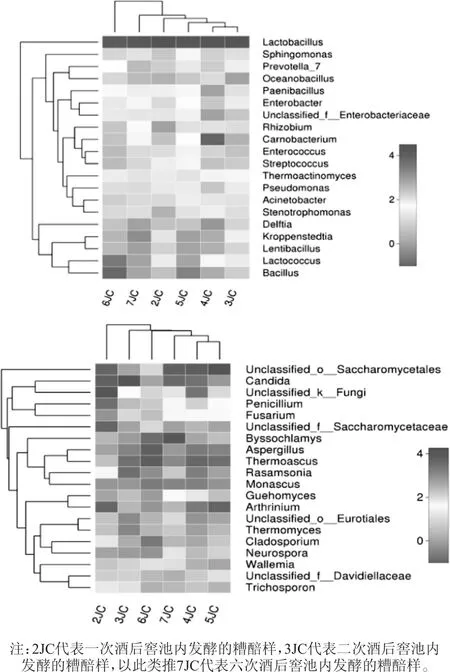
图2 窖池发酵过程细菌和真菌属热图Fig.2 Heatmap diagram of the bacterial and fungal genus in the fermentation process of pits
2.5 制酒机械化试验出酒对比分析
通过试验分析,传统班组和机械实验组的出酒率结果如图3所示,机械化试验前三轮次出酒与传统班组均值基本一样,没有显著差异;从四轮次酒开始,机制化试验班出酒低于传统班组均值,最终累计出酒率为64.27%,传统班组平均出酒率累计为71.10%,相差6.8个百分点,制酒机械化试验出酒率总体低于传统班组均值,因此将继续对各机械化设备进行技术改进升级,吻合工艺要求,提高机械化制酒出酒率。
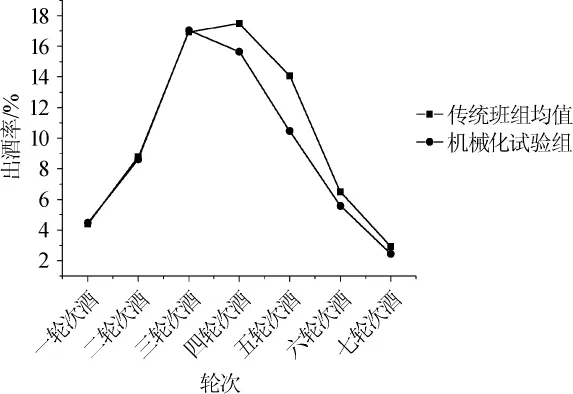
图3 传统班组和机械试验组的出酒率对比Fig.3 Comparison of liquor yield between traditional group and mechanical group
2.6 制酒机械化试验口感品评质量等级对比分析
通过对传统班组和机械实验组的轮次酒口感品评,质量等级见表2。由表2可知,机械化试验班酱香、二甜等级略高于传统,一甜低于传统,混合与次品基本相当,机械化试验优质品率为64%,传统班组优质品率为66.56%,机械化制酒优质品率低于传统班组,但优质品率达到公司标准,下一步将改进完善设备以满足传统生产工艺要求,提升优质品率。
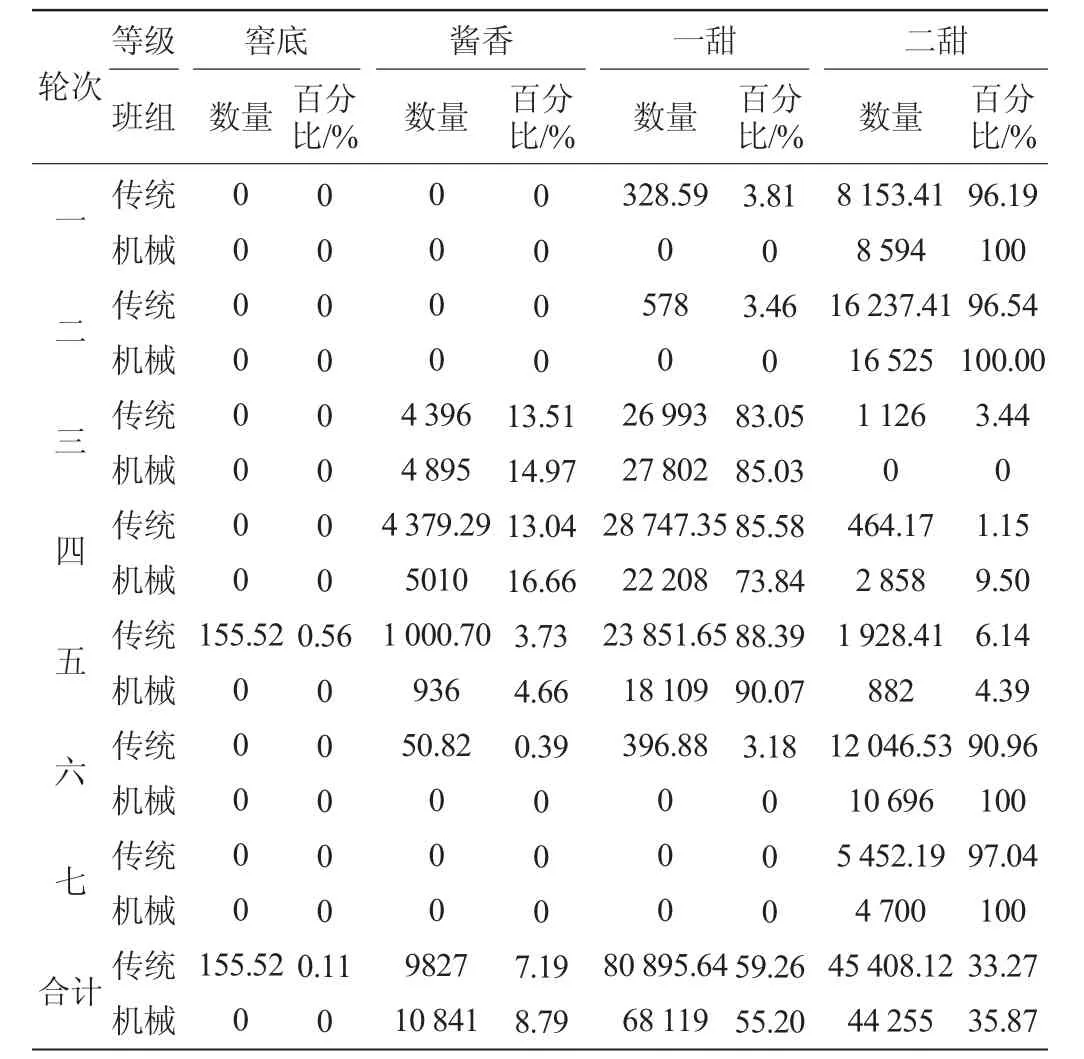
表2 1-7轮次基酒口感等级Table 2 Taste grade of 1-7 rounds base liquor
2.7 制酒机械化试验各轮次酒样色谱骨架成分分析、总酸总酯对比研究
对机械化试验班3~7轮次样酒色谱骨架成分进行色谱分析,其结果见表3。通过对机械化试验班与传统班组3~7轮次原酒色谱骨架主要成分显著性差异分析,结果见表4。结果表明各轮次之间结果差异不显著(P>0.05),所以机械化试验班样酒色谱骨架成分与传统班组酒样基本吻合,未出现显著性差异,说明机械化制酒对原酒的色谱骨架成分未造成不利影响。
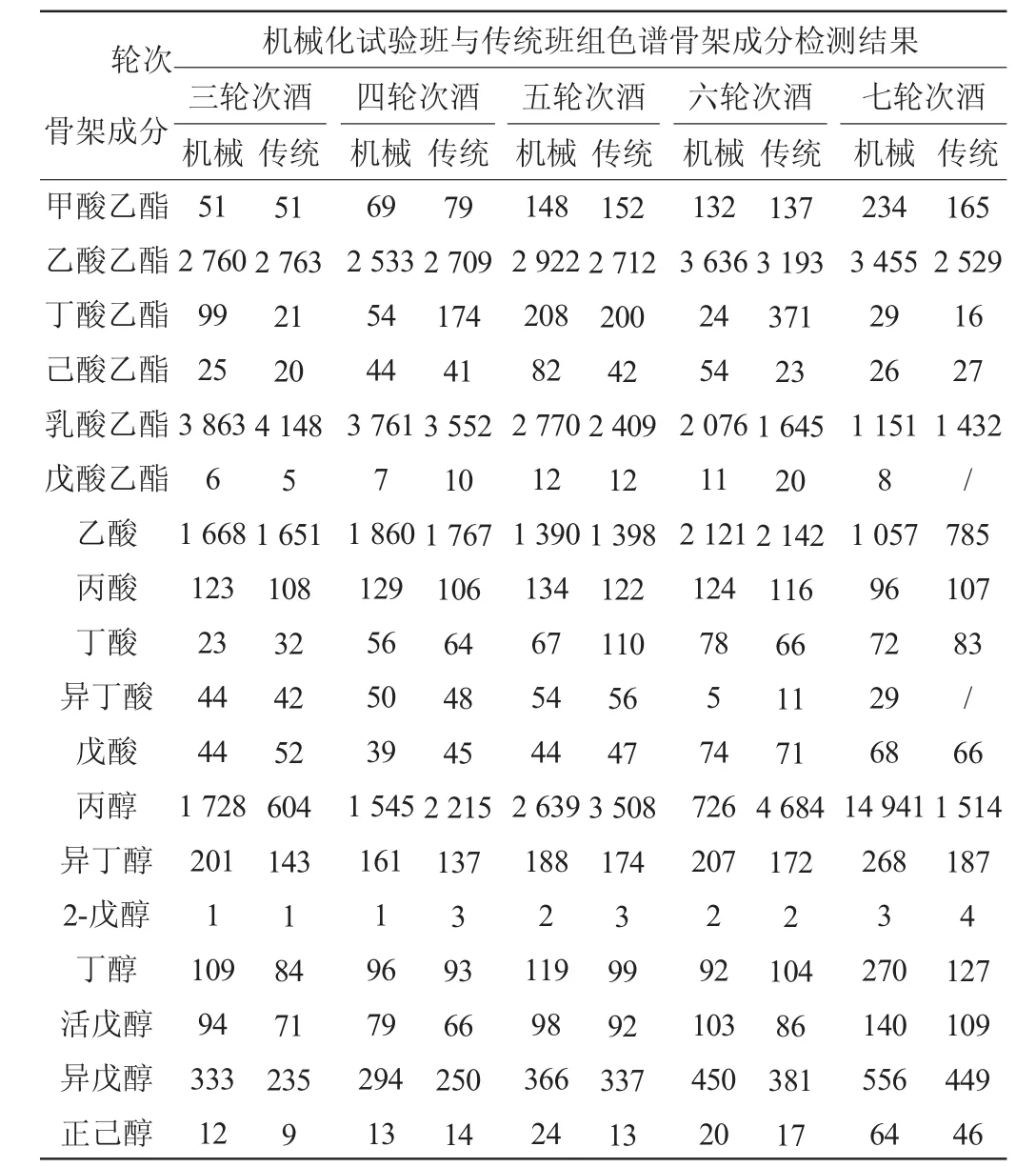
表3 机械化试验班与人工传统班组色谱骨架成分检测结果Table 3 Determination results of chromatographic skeleton components of mechanical group and traditional group mg/L
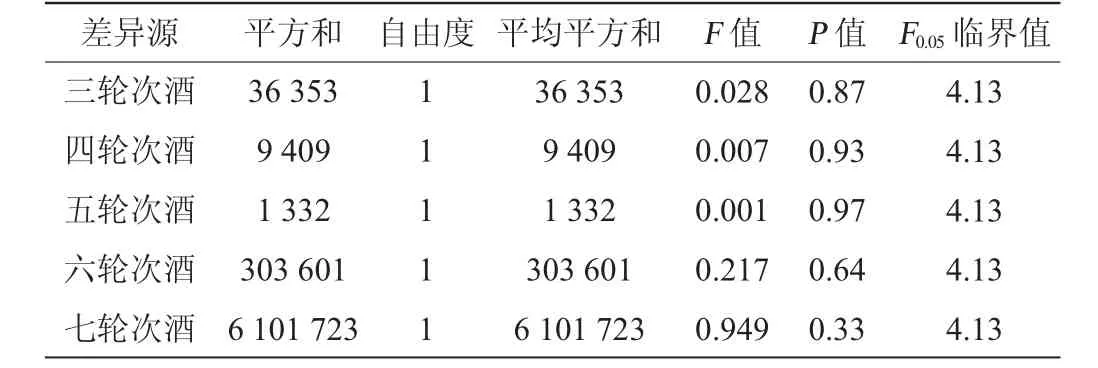
表4 轮次酒色谱骨架成分显著性差异分析Table 4 Significant difference analysis of chromatographic skeleton components in the round liquor
通过对3~7轮次机械化与传统班组样酒总酸和总酯含量测定分析,机械化试验班的总酸略低于传统班组平均值,总酯含量略高于传统班组平均,显著差异分析结果见表5和表6。由表5及表6可知,总酸显著性分析P=0.84>0.05,总酯显著性分析P=0.35>0.05,因此机械化试验班与传统班组总酸总酯均值未出现显著差异。
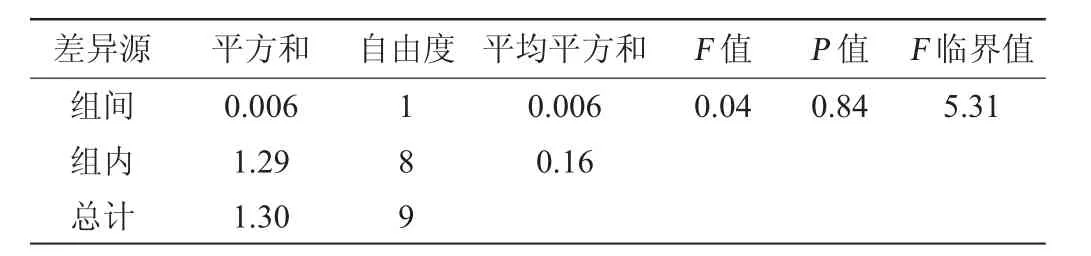
表5 轮次酒总酸显著性差异分析Table 5 Significant difference analysis of total acid content in the round liquor

表6 轮次酒总酯显著性差异分析Table 6 Significant difference analysis of total ester content in the round liquor
2.8 讨论
堆积发酵温度和时间不足,可能与机械起堆方式,多次糟醅打撒,糟醅变腻,堆子较紧,不利于堆积过程中的微生物有氧的发酵,导致升温慢,堆积时间变长[20],机械摊晾起堆是整个机械化制酒的难点,第二代摊晾机采用输送板链摊晾,增大摊晾面积,增加风机,采用由上而下,移动吹风方式;第二代起堆系统将直筒落料改为摇臂板链机输送出料,有效地解决糟醅出料时落差大,起堆糟醅过紧的问题,目前试验基本满足要求。窖池主要为无氧发酵过程,试验发现窖池微生物群落结构较堆积过程丰富,能充分利用堆积前体生香,进行发酵产酒,研究表明窖池微生物群落结够与传统生产一致[21]。针对出酒与质量等级差异问题,考虑机械化试验过程,成熟度远远达不到传统生产方式,因此公司经继续加大科研投入力度,多试验,多探索,在试验中发现问题,解决问题,将机械化制酒各设备系统技术改进完善,满足传统工艺各关键环节,驱动示范建设效应,促进我省白酒工业经济发展,带动全国酱香白酒产业现代化发展,增强企业核心竞争力。
3 结论
根据公司酱香制酒机械化试验需要,联合国内先进的设备厂家成功研制了国内首套从润粮、上甑、摊晾起堆、入窖的酱香生产设备系统。
通过机械化制酒生产试验分析研究,各重要指标均符合公司标准,制酒机械化试验取得一定成绩,但传统生产比较还有一定差距,接下来将对机械设备进行改进提升,满足传统工艺要求。现阶段实验结果主要有:(1)堆积发酵温度符合工艺要求,但发酵升温慢于传统生产,堆积发酵时间较人工生产延长;(2)堆积发酵和窖池发酵过程中的主要功能微生物群落结构丰富,和传统《贵州酱香型白酒固态发酵群体微生物结构及功能的研究技术报告》中主要优势细菌、真菌门属保持一致。(3)制酒机械化试验年度出酒、优质品率略低于传统班组,但试验阶段等取得这样的成绩也值得肯定;色谱骨架成分与传统生产完全吻合,总酸总酯与传统班组平均接近,机械化制酒没有对原酒中的总酸总酯含量造成不利影响,因此机械化制酒可以考虑继续试验,然后推广应用。
通过机械化开展促进酱香白酒酿造的传承和提升优质酱香型白酒生产方式融合,提升传统优质酱香型白酒酿造的机械化和自动化水平;降低企业生产劳动强度、提高生产效率;促进传统产业生产节能降耗;稳定、提高优质品率;带动、促进酱香型白酒酿造技术发展,引领贵州传统白酒产业向现代产业发展转型升级;提升贵州白酒的竞争力,加快实现贵州白酒产业发展目标。
制酒机械化的研究,为酱香白酒机械化开创了先河,能加快酱香白酒行业两化融合,推进酱酒机械化进程,同时节能降耗,节约成本,提高工作效率。但成功道路上仍有坎坷,接下来将继续针对酱香机械化存在不足改进、创新,最终建立起达到传统生产标准的机械化生产线。