对内衬塑复合钢管生产工艺的改进
2018-12-23袁润超
袁润超
(广东华捷钢管实业有限公司,广东 中山 528402)
对内衬塑复合钢管生产工艺的改进
袁润超
(广东华捷钢管实业有限公司,广东 中山 528402)
对内衬塑复合钢管工艺与设备进行了介绍,对现有的工艺设备进行了改进,并对新复合工艺进行了调试,新复合工艺采用淋浴水冷的冷却方式进行生产;分析了热熔胶在复合时的温度对内衬塑复合钢管的影响,旨在不影响复合产品质量的前提下提高热熔胶的黏合强度。
内衬塑复合管;水冷复合;热熔胶;镀锌钢
从20世纪末开始,钢塑复合管在给水方面得到了广泛的发展和应用。涂塑复合钢管和内衬塑复合钢管是钢塑复合管的两种主要产品。过度的采水加上大量的水质恶化导致饮用水处理时不得不往水中加入各种添加剂,因此,镀锌管内壁的生锈以及锈水的外渗严重影响人的身体健康是一个极其重要的问题,而钢塑复合管的出现则很好地解决了这个问题。内衬塑复合钢管是一种将塑料管与镀锌钢管的内壁黏合的复合产品。内衬塑复合钢管具备塑料管和镀锌管的优点,即卫生、环保、安全、刚性、塑性等。广东华捷钢管实业有限公司自从响应国家禁用镀锌管在给水方面的应用之后,便开始大力推行内衬塑钢管,到目前为止,内衬塑复合管的结合强度基本稳定在了9.0 MPa以上,远在国家标准之上。根据国家标准《GB/T 28897—2012钢塑复合管》中7.5条的要求,冷水用内衬塑复合管的钢管基管与内衬塑料层之间的结合强度不应小于1.5 MPa。因此,主要采用加压、加热融化热熔胶使塑料管黏结在镀锌钢管内壁的方法,工艺流程主要为:拉筋(有需要)→套管工序→复合工序→端面切割。
1 内衬塑复合工艺改进的原因
内衬塑复合是将塑料管与镀锌管内壁贴合之后放置在中频钢塑管复合机上,在两端对钢管内部进行加压,控制钢管的速度移动钢管,将需要复合的钢管在中频设备上进行加热复合。中频加热后采用空冷,冷却时间过长使热熔胶的黏性减弱,导致生产陷入停滞,大大影响了生产效率,特别是在广东夏季持续高温的天气下,降温尤为困难。
内衬塑复合生产中热熔胶采用了AP150,内衬塑材料采用了PE管。原计划中频温度加热到150℃以上,由于空冷降温较慢,导致内衬塑复合管上持续的热传导和能量集聚。为了防止热熔胶随着温度的降低和冷却时间的延长,进而导致黏合强度降低,因此,中频加热温度勉强控制在130~150℃,而热熔胶的完全流体化的温度在150℃左右,PE管软化温度最低在140℃以上。由于温度不够使热熔胶处于软化状态而非流体状态,此时黏合能力较差,而且PE管也未能完全软化紧贴镀锌管内壁。由于黏合能力极弱,因此极易出现管端分离和塑料管起皱等不合格管,需要重新进行中频复合工序,严重影响了生产进度和产品质量。
AP150热熔胶的主要性能为可塑性强和粘度高但是耐热性能和黏合强度较差,热熔胶的使用温度和冷却时间应控制在一定范围之内,温度过高时极易氧化和热分解,温度降低时粘度降低、黏合能力下降,易造成管端分离或起皱起泡等现象。所以,必须控制好加热温度、冷却时间以及不断地对内部进行充压和优化冷却设备的冷却效果。只有这样,才能使热熔胶达到一个更好的黏合强度。
2 内衬塑复合工艺水冷复合新工艺
水冷复合新工艺的原理为将塑料管与镀锌管内壁贴合,两端用夹具夹紧。为了提高热熔胶的黏合强度,因此,在进行中频加热时,两端夹具持续对管内进行充压,使内衬塑料管与管壁紧贴,再利用中频加热设备对镀锌管、塑料管以及热熔胶进行加热,控制好温度(通过设置PLC程序上的正反向出力来控制)。中频加热设备是固定住的,将需要复合的镀锌管和内衬的塑料管以一定的速度从管一端到管另外一端经过已经调好需要加热到的温度的中频加热设备进行加热,加热过后再经过淋浴水冷区进行温度速降,直到已加热的复合管全部经过水冷区后结束,之后经过端面处理后检查复合效果即为复合结束,平面CAD如图1所示。
3 内衬塑复合工艺改进效果
通过增加淋浴水冷设备,可防止热熔胶流体在持续高温时的氧化和热分解。对热熔胶的快速冷却有利于缩短冷却时间,也有利于提高黏合强度。通过调整复合设备的正反向出力数据,可以在保证内衬塑复合管质量的前提下,将中频加热的温度从130~150℃提高到适合热熔胶充分流体化的温度。此温度范围能够使热熔胶更加充分地融化、流体化,并提高粘度和对内衬塑复合管的黏合强度,也有利于PE塑料管的软化膨胀,使其紧贴镀锌管内壁,大大改良了内衬塑复合管产品的质量,使得生产速度加快,生产效率也进一步提升。热熔胶对于内衬塑复合钢管的黏合强度也由之前的5.0 MPa左右提高到了7.0 MPa左右。
但在改进后的试生产中,内衬塑复合产品出现了质量上的不稳定,部分内衬塑复合管的内PE塑料管起皱起泡现象比较突出。经过现场工艺跟踪发现,该现象产生的主要原因是由于局部热量较为集中使热熔胶流体持续加热导致出现了氧化和热分解的现象,进一步影响了热熔胶的粘度,可能是淋浴水冷的冷却效果并不是很理想。经过调整之后,复合设备运行逐渐平稳,温度再次提高到更加合适的温度范围内,如表1所示。表1中的正反向出力数据是用来调整温度范围内的一些数据,温度会随着其数据的增大而增高。而内衬塑复合管的黏合强度也由原来的7.0 MPa左右提高至10.0 MPa左右,不仅改善了产品质量,也进一步提高了复合效率。
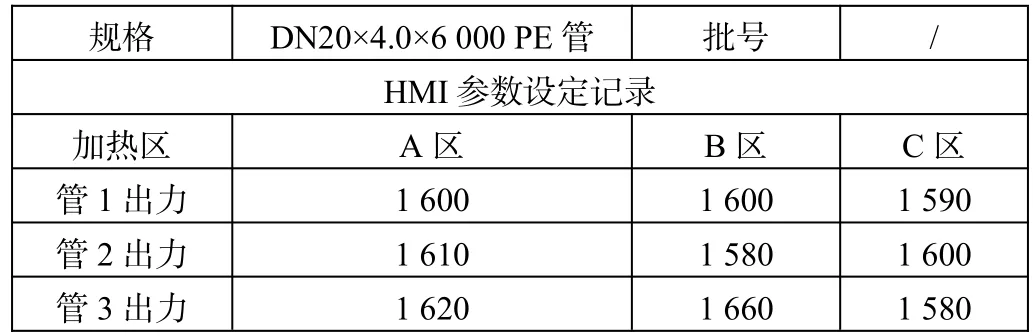
表1 DN20×4.0×6 000内衬塑复合管第4次调试参数
生产时记录的温度与黏合强度的关系如图2所示。
如图2所示,随着温度的升高,黏合强度呈现上升的趋势。并不是一味地升温就可以提高内衬塑复合管的黏合强度,图2中的关系只是在温度为一定范围内的样本统计结论。而当温度过高时,热熔胶原本就处于完全流体化,但是继续加热会使热熔胶剧烈氧化与热分解,导致其粘度降低,这样状态下的热熔胶会导致PE管的受损,难以有效的黏合内塑料管和镀锌钢管内壁,严重影响了内衬塑复合管的质量。
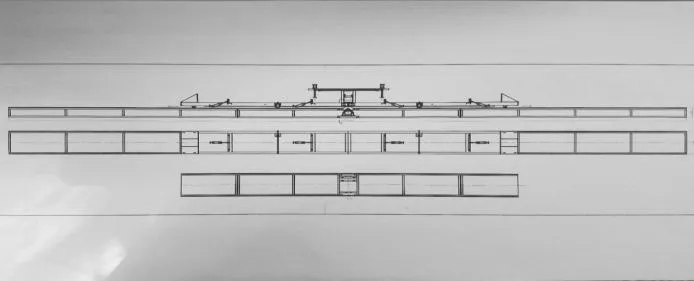
图1 改进后内衬塑复合设备CAD图
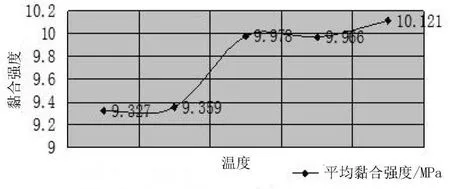
图2 温度与黏合强度的关系
4 结束语
本文所介绍的有关内衬塑复合管的工艺和设备上的改进都是基于大量的生产和工作所获得的宝贵经验以及团队的合力协作共同成就的成果,每一步成功都来之不易。内衬塑复合管在生产之中需要注意的是镀锌管的质量、塑料管的质量、热熔胶的性能、复合生产的速度控制、冷却强度、压缩气流量控制、中频加热温度、当然还有设备操作等。在添加调整了冷却设备后,则相应的各种工艺条件及设备的操作也都需要调整。在生活中,如果要判断内衬塑复合管的优劣,则直接观察复合管或是测试塑料管与镀锌管内壁的黏合强度即可。目前,国内外的内衬塑复合管主要采用加压加热的方式来进行生产,当然,对于内衬塑复合管的工艺和设备上的改进还将继续,而这只是一小步而已。
[1]上田茂雄.日本的自来水管材[J].上海建材,1999(03).
[2]沈淦荣,杨伟芳,徐志茹.新型给水用钢塑复合管的技术现状与发展前景[J].给水排水动态,2008(05).
[3]浙江金洲管道科建股份有限公司,天津友发钢管集团有限公司,上海莘天实业有限公司,等.GB/T 28897—2012钢塑复合管[S].北京:中国标准出版社,2012.
TG335.7
A
10.15913/j.cnki.kjycx.2018.01.065
2095-6835(2018)01-0065-02
袁润超,男,工程师,主要从事钢管制造及其深加工相关工作。
〔编辑:张思楠〕
