高碳磨球钢生产工艺实践
2018-12-20王立青杨仁强戎广平唐以宁
王立青,杨仁强,黄 雁,戎广平,唐以宁
(芜湖新兴铸管有限责任公司,安徽 芜湖 241002)
高碳磨球钢是制作耐磨钢球的主要钢种,广泛应用于冶金矿山、水泥建材等领域。世界每年钢球的消耗量在3000-5000万吨,其中中国钢球消耗量在300-500万吨,是钢球消耗大国,另外南美市场对钢球需求也很旺盛[1]。由于用户对球磨机钢球用钢的质量要求十分严格,且作业环境的恶劣,要求其必须具有较高的纯净度和均匀性,具有很高的耐磨性,良好的组织结构和表面质量[2]。以下主要介绍国内某厂生产高碳磨球钢(B2G)的工艺流程及工序标准,并就其综合性能进行了分析。
1 工业生产试验方案
1.1 化学成分控制
根据用户的需求,同时综合考虑其力学性能,B2G钢的化学成分控制如表1所示。
1.2 生产工艺路线
B2G钢的生产工艺路线为:120 t氧气顶底复吹转炉→120 t LF钢包精炼炉→120 t RH真空脱气炉→Φ300连铸机→收集→缓冷→加热→水除磷→开坯→连轧。

表1 B2G钢的元素含量(质量分数,%)Table1 chemical composition of B2G steel(quality fraction, %)
1.2.1 转炉生产工艺
转炉为顶底复吹,其入炉料主要为铁水、铁块和废钢,根据金属收得率,一般总装入量都控制在(140±2)t。为实现出钢温度、终点钢水P的含量满足工艺要求,一般采用高拉补吹的方式进行冶炼。冶炼结束后,采用挡渣锥出钢,减少钢水下渣量,下渣量一般小于300公斤/炉。为控制气体含量,一般要求出钢时间不超过3分钟,同时保证不得散流出钢,而且出钢结束后控制好钢包底吹氩气的效果,防止底吹氩气量过大造成钢液面裸露吸气和二次氧化。
出钢过程中加铝块脱氧,用高碳锰铁、高碳铬铁、硅锰进行合金化。为了降低出钢后B2G钢的钢水氧含量,在冶炼的过程中强调转炉终点碳含量的控制,同时在炉后采用Al块+Al粒混合脱氧,其中Al线喂入量是依据炉后化学成分适量补加。
1.2.2 精炼炉生产工艺
在钢包进站后,LF炉要及时加入脱氧剂,缩短成白渣(碱度R≥3.0、渣中(FeO)<0.5%)时间并持续保持15 min以上。在冶炼过程中要注意气体含量的控制,因此除调整成分外,禁止底吹氩气强搅拌。同时在冶炼过程中,严格控制原辅料加入量,其中石灰300-500 kg、轴承钢精炼渣105 kg、适量化渣剂,及时调整渣况。强化精炼前、中期成分调整操作,减少调整成分次数,提高调整成分命中率。渣料加入标准为精炼过程中,加入适量铝粒、SiC强化渣面脱氧,全程进行扩散脱氧,钢水进站根据目标值调整铝线喂入量,控制第二样钢中 [Al]=0.035%~0.050%,保证出LF精炼前钢中的[Al]s为0.030%~0.040 %,同时为使钢中夹杂物变性上浮,在冶炼结束时,适当加入一定量的硅钙钡,但需注意的问题就是加入硅钙钡有一定的增Si量,故冶炼时需考虑Si的含量。
1.2.3 RH真空脱气工艺
在LF钢包精炼炉出站时,钢水温度和钢中的[Al]s必须合格。如果钢中的[Al]s未达到0.030%~0.040 %,要先进行喂铝线操作。RH抽真空时间控制在20 min左右,以使真空度达到所要求的极限真空度67 Pa,并持续保持极限真空度15 min以上。破真空后根据钢水的成分先喂钙线,喂线后软吹氩搅拌并保证软吹时间≥20 min。同时要关注钢液中气体含量,可采用定氧仪、定氢仪进行检测。
1.2.4 连铸生产工艺
连铸生产过程中质量关键点主要是气体控制、铸坯的裂纹控制及偏析控制。因此,在浇铸前要进行氩气置换,同时要对中包包盖、钢包套管、结晶器套管等关键部位进行密封,防止钢水吸气的同时要防止浇钢絮流。结晶器进回水温差一般控制在5~7℃,且二次冷却要采用气雾弱冷的方式。通过查阅相关文献,针对高碳钢需通过优化电磁搅拌来控制偏析[3]。经前期优化实验得知,结晶器电磁搅拌电流为180 A,搅拌频率为3 Hz,末端电搅电流为400 A,搅拌频率为8 Hz,正反转时间为8s-3s-8s条件下,工艺效果最佳。
1.2.5 冶炼过程中温度控制工艺
为保证生产顺行和连铸低过热度浇注,在生产过程中要严格控制各工序温度达标率,其各工序温度控制要求如表2所示。

表2 过程温度控制表Table 2 Process temperature control scale ℃
1.2.6 加热工艺参数
为保证产品质量,B2G钢种在炉时间较其他优特钢偏长,具体如表3所示。

表3 加热工艺参数Table 3 Heating process parameters
2 实验结果
2.1 化学成分
该厂本次生产了3炉B2G磨球钢,从检测的结果来看,其化学成分均满足协议要求,虽出现1炉次C含量超内控要求,经与客户协商,对B2G钢性能影响较小,其化学成分如表4。
2.2 铸坯表面及低倍组织检测情况
为保证产品质量,轧制前对铸坯的表面进行检查,同时跟踪铸坯低倍组织情况,如图1所示。
从检查的结果分析可知,铸坯表面无质量缺陷,且铸坯低倍经锯切、车光、酸洗后,发现低倍组织正常,未见表面裂纹、中心缩孔等缺陷。
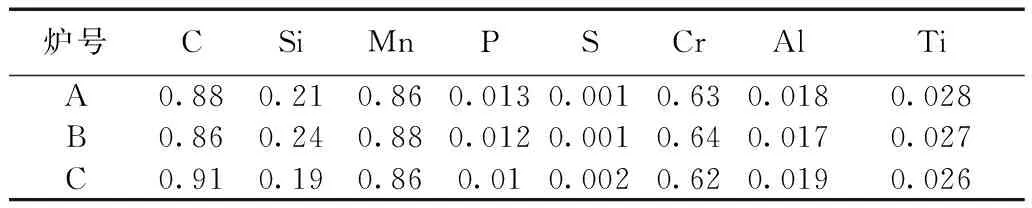
表4 B2G钢成品化学成分(质量分数,%)Table 4 Chemical composition of B2G finished steel(quality fraction, %)

(a)铸坯表面质量检查 (b)铸坯低倍检查图1 铸坯表面及内部质量情况
2.3 碳偏析检测
因磨球钢对材料硬度有严格要求,故在实际生产过程中通过对二冷冷却强度、电磁搅拌参数进行优化控制。生产实践证明,在现有工艺参数条件下,B2G钢产品碳偏析控制较好,具体如表5所示。

表5 铸坯碳偏析情况Table 5 Carbon segregation in billet
备注:碳偏析极差为最大值与最小值之差
2.4 气体控制情况
在冶炼过程中,通过采取保护浇铸、优化精炼炉送电制度及原辅料烘烤等方式,本次开发生产的B2G磨球钢气体含量控制较好,满足技术协议要求,如表6所示。
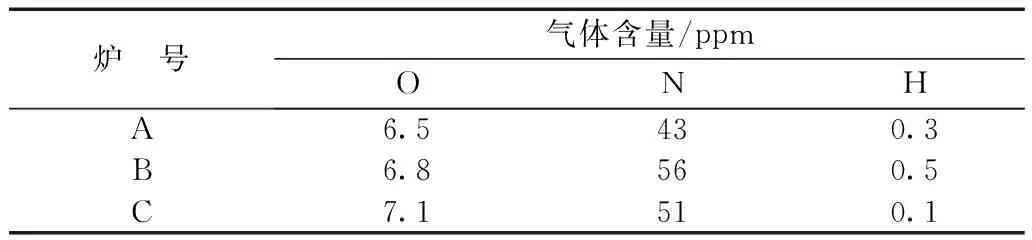
表6 B2G钢气体控制情况Table 6 Gas control of B2G steel
2.5 夹杂物控制情况
在生产过程中,通过优化精炼炉、转炉炉后生产工艺,本次生产的B2G钢夹杂物控制水平较好,满足技术协议要求,如表7所示。

表7 夹杂物控制情况Table 7 Rating of inspection of nonmetallic in nclusions
备注:其他未标明的夹杂物种类级别均为0
2.6 成品硬度及冲击功检测情况
本次开发生产B2G磨球钢轧材经客户加工锻球后,进行抽芯做冲击功和硬度检测,结果如表8所示。
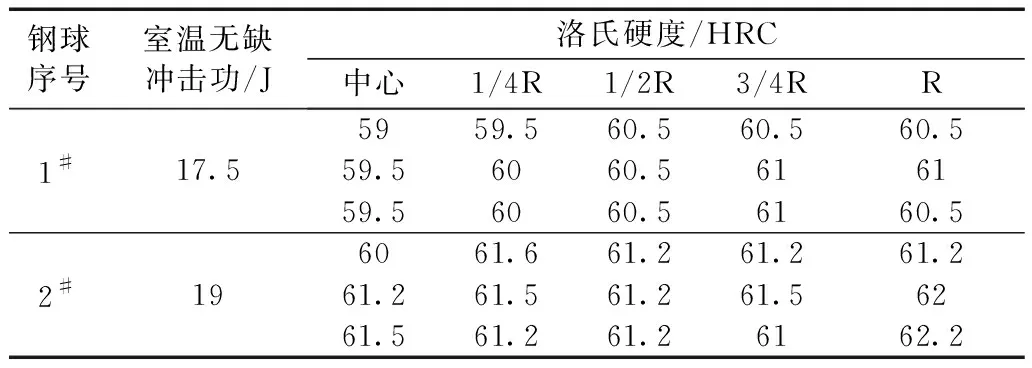
表8 成品性能检测情况Table 8 Performance testing of finished products
从检测结果分析来看,成品钢球的冲击功性能及洛氏硬度均满足客户要求。
3 结论
(1)采用转炉→LF→RH→连铸→收集→缓冷→加热→水除磷→开坯→连轧的生产工艺路线冶炼高碳磨球钢,可以保证其化学成分满足用户的要求。
(2)通过对连铸二冷冷却、电搅参数工艺的优化控制,成功解决了铸坯碳偏析问题,碳偏析极差均在0.05%以内。
(3)三个炉次的成品钢表面质量较好,未出现明显的裂纹问题,同时钢的低倍组织较好,未见明显的白亮带、中心缩孔等其他质量缺陷。钢中的非金属夹杂物相对比较细小,未出现A类粗系非金属夹杂物和C类非金属夹杂物。
(4)通过优化控轧控冷工艺,确保了成品锻球的硬度等其他性能。
