一种新型压装橡胶开口衬套的压装方法
2018-12-14屈永辉赵长城庞茹朱红刘坤张诚
屈永辉,赵长城,庞茹,朱红,刘坤,张诚
一种新型压装橡胶开口衬套的压装方法
屈永辉,赵长城,庞茹,朱红,刘坤,张诚
(陕西万方汽车零部件有限公司,陕西 西安 710200)
橡胶开口衬套具有减震和抗磨损的特性,在汽车行业的应用非常广泛。然而在压装橡胶开口衬套的过程中,容易出现开口衬套被压裂或压偏的现象,造成产品损坏影响产品质量。因此,为了保证开口衬套压装质量,对开口衬套压装方法的研究是非常必要的。
新型压装;橡胶衬套;压装方法
前言
随着我国汽车行业的飞速发展,汽车已经成为人们出行办事最为普遍的代步工具,无论是乘用车还是商用车都给我们的生活带来了翻天覆地的变化。然而汽车在使用过程中,既要保证汽车的舒适度又要保证汽车后期便于维护。因此在汽车设计初期,考虑到汽车受到的震荡和颠簸,在汽车关键的部位设计减震耐磨的橡胶开口衬套,提高汽车减震性能的同时防止汽车关键件的磨损。然而,开口衬套制作成型过程中往往会出现外形失圆的现象,造成开口衬套在压装过程中过盈量大,压装不易经常出现衬套压装变形等质量问题。为了能够解决这类问题,需要设计一套安全可靠的压装工装,保证开口衬套的压装质量。
1 研究对象
图1为某重型汽车的液压锁止总成,由液压锁和橡胶开口衬套组成。本文针对该件设计了一套衬套压装工装,该工装操作方便且具备压装和拆卸两种功能的的特点。①是液压锁本体,②是开口衬套
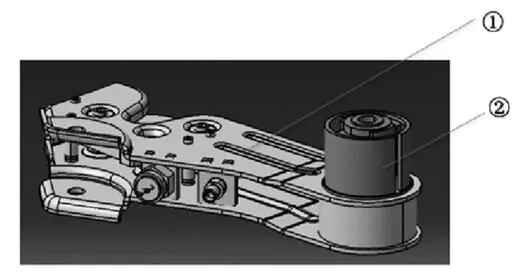
图1 总成零件
2 方案设计
2.1 工作原理
本文设计的压装工装,是通过将旋转运动转化成直线运动从而实现衬套的压装。该工装结构简单,操作方便。即可实现工件的压装,也可实现工件的拆卸。
图2为工装轴侧图,工装主要分为三部分。第一部分工装定位部分;第二部分气缸加紧装置;第三部分螺旋压装机构。
工作定位部分是由工作桌、底座、四个定位柱、开口销定位装置和丝杠组成。气缸加紧装置是由两个气缸、两个气缸支架、两个加紧头组成。螺旋压装机构是由旋转螺帽、压装上模、丝杠和梯形螺母组成。
工作过程:将液压锁止本体的大圆孔端穿过丝杠然后放置底座上,另一端通过定位柱固定;然后将橡胶衬套创丝杠放置在液压锁止本体上,通过两端气缸加紧橡胶衬套;再将压装上模穿过丝杠压在橡胶衬套上,并通过上模台阶孔定位橡胶衬套;最后将旋转螺帽卡在丝杠上,并通过气动扳手拧动丝杆旋转完成压装工作。
注:工作过程中丝杠除旋转外只做上下运动。
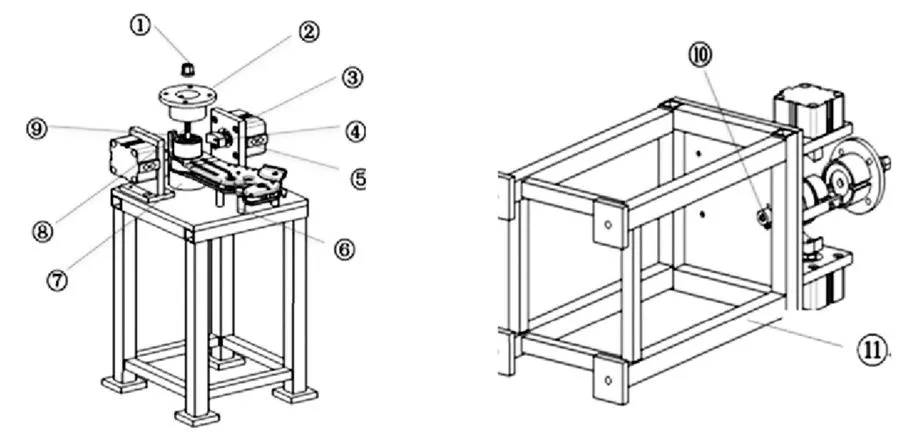
①旋转螺帽;②压装上模;③气缸支架;④夹紧头;⑤气缸;⑥定位柱;⑦底座;⑧丝杠;⑨开口销定位装置;⑩梯形螺母;⑪工作桌
2.2 气缸缸径的选择
通过对衬套压装过程中的压力检测如下表:
表1 检测数据表

根据衬套径向力检测值2132N计算气缸缸径过程如下:
已知车间气压0.5MPa,负载2132N,则根据公式:
F/S=P (1)
式中F为负载力;S为气缸横截面积;P为气压。
S=π(d/2)2(2)
式中d为气缸直径。
联合(1)、(2)式得:d=73.7mm
直径取整:d=80mm。
为了拥有足够安装空间,气缸的行程选择:100mm。
2.3 梯形螺纹的选择
因橡胶衬套的中间孔直径为16mm,为了能方便放置且起到定位作用,穿过衬套的丝杠直径选取15mm。压装过程中要求10s完成压装。则丝杠螺距计算如下:
采用口服乌灵胶囊(国药准字Z19990048,由浙江佐力药业股份有限公司生产)进行治疗。3粒/次,3次/d,患者需连续服药7 d。
已知压装行程50mm,则根据公式:
L/P导程=T (3)
则P导程=5mm。
根据工况要求,可得出气动扳手转一圈,丝杠向下移动5mm,则气动扳手1秒钟转动一圈,则在压装过程中气动扳手有效圈数为10圈。
根据螺纹传动机械效率公式得:
F推=2*π*T*η/ P导程=529N (4)
式中T为扭矩,η为机械传递效率此处取30%,π取3.14。联合(3)、(4)得T=1.4Nm
验证所选丝杠扭矩:
根据螺纹拧紧力矩公式:
T=Fa*tan(α+β)*D (5)
式中α为摩擦角(tanα=μ,μ为静摩擦因数此处取0.15);β为螺纹升角(tanβ=5/(D*π);D为螺纹中径(此处等于12.5)。
式中Fa此处表示螺栓的静载荷,丝杠采用45钢,
则Fa=0.6*σsA (6)
式中σs为材料屈服极限,此处取640MPa;A为螺纹危险剖面面积。
A=π(d1/2)2(d1为螺纹小径,此处取9.5) (7)
联合(6)、(7) 得Fa≈27205N
将Fa带入(5)中得T=96Nm。
通过计算得出选用TR15*5的丝杠满足压装要求。
2.4 气路连接
在压装过程中,为了保证工件平稳,要求两侧气缸必须同步进退。为此在气路连接过程中通过调节两侧油缸进气量,使气缸能够趋于同步。气路连接示意图如图2所示:
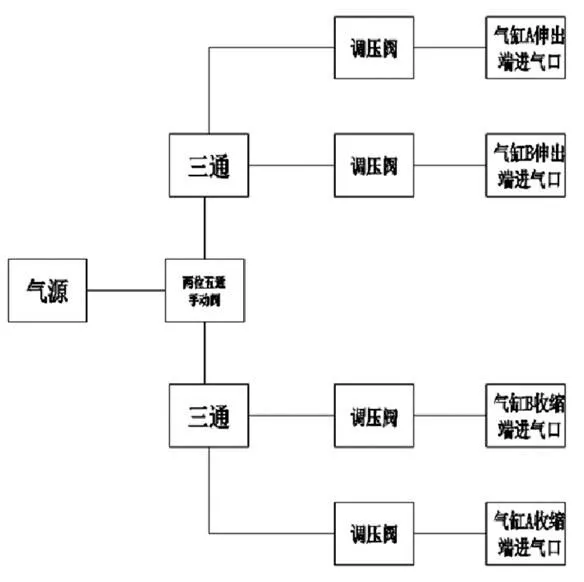
图3 气路连接示意图
根据上述气路连接示意图连接气路并通过调压阀调试,使两侧气缸同步进行。
3 结论
工装制作完成后,通过调节气路中的调压阀使两侧气缸同步加紧工件,当工件加紧后,在通过气动扳手将衬套预压入锁止中,再通过二位五通换向阀使两侧气缸回缩,最后通过气动扳手拧动旋转螺帽带动上模向下运动实现锁止压装。经验证此方法可满足目前生产需求,而且在后期零件维修拆卸方面也可发挥重要作用。
[1] 冯文慧.一种压装衬套的简便方法[J].现代商贸工业,2014,26(7): 188-189.
A New Pressing Method For Pressing Rubber split Bushing
Qu Yonghui, Zhao Changcheng, Pang Ru, Zhu Hong, Liu Kun, Zhang Cheng
( Shaanxi Wanfang Auto Parts Co., Ltd., Shaanxi Xi’an 710200 )
Rubber split bushing has the characteristics of shock absorption and wear resistance, it is widely used in automobile industry. However, in the process of pressing rubber split bushing, it is easy to appear the phenomenon that the split bushing is fractured or deflected, which results in the product damage and affecting the product quality. Therefore, in order to guarantee the quality of split bushing, it is necessary to study the pressing method of split bushing.
new type pressing; rubber bushing; pressing method
U462
B
1671-7988(2018)21-225-03
U462
B
1671-7988(2018)21-225-03
屈永辉,就职于陕西万方汽车零部件有限公司。
10.16638/j.cnki.1671-7988.2018.21.076
