U肋角焊缝相控阵检测技术的可行性试验研究
2018-12-06陈汉国徐文胜
陈汉国 徐文胜

U肋角焊缝即U形纵肋与桥面板的连接焊缝,为80%熔深的部分熔透角焊缝,大桥桥面直接承受车轮荷载,将造成局部所承受应力循环次数多、应力幅值大,U肋与桥面板连接处角焊缝存在根部应力集中和未焊透等焊接缺陷,在使用过程中,易产生疲劳裂纹,因此对U肋角焊缝的检测显得尤为重要。U肋角焊缝,厚度8mm,熔深要求80%,采用常规的无损检测方法(譬如射线、传统手工A超)检测该焊缝内部缺陷,存在检测难度大、定位不准、定性困难等技术问题,因此缺乏对该焊缝内部进行无损检测的可靠方法,为此进行了U肋角焊缝熔深相控阵检测新技术的比对试验。
一、 U肋角焊缝焊接工艺参数及检测要求
1. U肋角焊缝焊接工艺参数如下:
U肋板厚8mm、面板厚度16mm、钝边1.5mm,熔深要求不低于80%。
2. U肋角焊缝相控阵检测要求如下:
对焊缝根部未焊透区域进行检测,确定所检焊缝熔深是否不低于80%,即允许未焊透最大高度为1.6mm。
二、相控阵检测技术
1.相控阵检测技术原理
相控阵超声成像系统使用阵列换能器,并通过调整各阵元发射/接收信号的相位延迟(phase delay),可以控制合成波阵面的曲率、指向、孔径等,达到波束聚焦、偏转、波束形成等多种相控效果,形成清晰的成像。
2.相控阵检测技术的意义和作用
根据相控阵检测技术的原理及特点,在桥梁U肋角焊缝熔深检测中,使用相控阵检测有较大的意义和作用:
(1)彩色成像,便于判读;
(2)电子数据存储,便于存档调阅;
(3)分辨率、灵敏度高;
(4)实现了超声检测的可记录性。
三、相控阵检测设备、试块和参数设置
1. 相控阵检测设备
以色列ISONIC 2010相控阵检测仪。
2. 相控阵检测试块
(1) 标准试块(校准试块)
标准试块是指用于超声相控阵检测系统性能的测试及增益补偿调试的试块。采用的标准试块为A型便携式相控阵试块和B型便携式相控阵试块。
(2)对比试块(参考试块)
参考试块用于检测校准、灵敏度设置、DAC曲线制作的试块。根据U肋角焊缝的板厚并参考Q/CR 9211-2015的要求,采用的对比试块为RB-2试块。
(3) 模拟试块
模拟试块用于检测工艺验证及超声相控阵横波端点衍射法测高技能验证。制作了2块模拟试块:U肋角焊缝熔深模拟试块、平板刻槽模拟试块。
U肋角焊缝熔深模拟试块采用与现场U肋角焊缝一致的材质、板厚与焊接型式,由于现场U肋角焊缝允许的未焊透最大高度为1.6mm,并考虑到相控阵检测设备的预计测量偏差值,因此在焊缝根部有1mm刻槽。
3.相控阵探头
相控阵探头频率为7.5MHz、一次激发晶片数为16晶片,探头前沿10mm。
4.相控阵检测参数的设置
波束角度设置为44°~80°,角度间隔步进0.5°,主入射角度55°,聚焦深度8mm。其中波束角度和角度间隔步进的设置尤为重要。
(1)波束角度设置:在进行相控阵扇形扫查时,声束可调角度越大,检测覆盖范围越大,同时越容易发现垂直于工作深度方向的缺陷,当然,越大激发角度的信号能量也越难保证,因此,需要保证信号质量的前提下,可激发达到80°的扩散角扇形扫查。
(2)角度间隔步进:主声束的角度间隔步进直接影响到扫查精细度,步进大了图像描述能力下降甚至产生漏检,步进小了对系统采样频率和处理速度提出更高要求。
四、 检测效果对比验证
1. 扇形扫描的理论测量偏差
扇形扫描理论测量偏差值范围是±0.0674~±0.396mm。
2. 扇形扫描的试块实际测量偏差
(1)U肋角焊缝熔深模拟试块实际测量偏差值见表1:
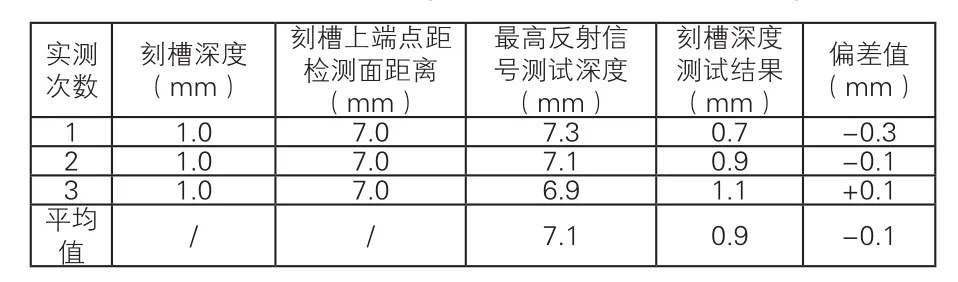
表1 U肋角焊缝熔深模拟试块实际测量偏差值
(2)平板刻槽模拟试块实际测量偏差值见表2:

表2 平板刻槽模拟试块实际测量偏差值
由以上实测值可知,试块实测偏差值范围是±0.1~±0.3mm。
3. 现场U肋角焊缝熔深实际测量偏差值见表3:
为了验证相控阵检测的实际效果,在现场抽检了1000米的U肋角焊缝,对其中发现的熔深不够的地方,进行了现场返修和复探,并在返修时对焊缝实际熔深用游标卡尺进行了测量,共计测量了4处,偏差值详见表3。
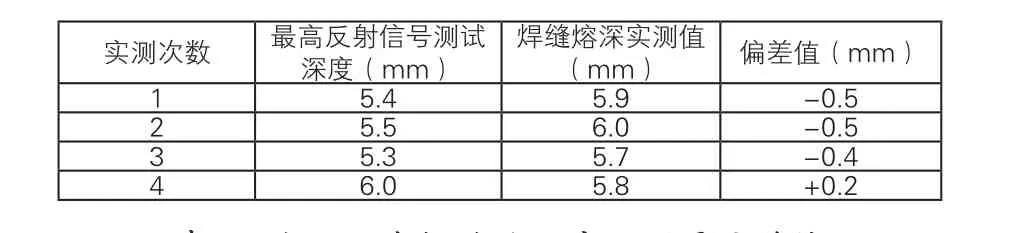
表3 现场U肋角焊缝熔深实际测量偏差值
由以上实测值可知,现场U肋角焊缝熔深实测偏差值范围是±0.2~±0.5mm。与试块实测偏差值相比,偏差值有所增加,这其中的主要原因是试块与现场焊缝相比,前者的检测表面状态较好、人造缺陷比较工整典型便于识别、实验室检测条件较好。
五、结语
通过理论计算和对试块、现场焊缝的相控阵实际检测,发现相控阵检测的试块实测偏差值在±0.1~±0.3mm的范围内,现场U肋角焊缝实测偏差值在±0.2~±0.5mm的范围内,通过这项检测新技术与常规检测方法相比,在很大程度上提高了检测精度,有较高的分辨率和缺陷检测率,定量准确,可以指导和运用于U肋角焊缝无损检测工作,能在提高和保证U肋角焊缝的焊接质量中起到积极作用。
