加热炉二级优化控制系统研究与开发
2018-11-29蒋国强张宝华陈建洲苏福永
蒋国强,张宝华,陈建洲,苏福永
(1.宝钢特钢韶关有限公司特轧厂,广东韶关 512123;2.北京科技大学能源与环境工程学院热科学与能源工程系,北京100083)
引言
连续加热炉是热轧生产中的重要加热设备,也是冶金生产中的耗能大户[1,2]。近年来,随着能源形势日益紧迫、轧钢生产工艺的精准化要求不断提高,对加热炉的优化控制水平也提出了更高的要求。作为典型的冶金热过程系统,加热炉模型与控制的研究有着重要的理论和现实意义[3-5]。
本文以宝钢特钢韶关有限公司大棒1#加热炉为研究对象,通过建立炉内钢坯加热过程数学模型,开发加热炉二级优化控制系统,实现大棒1#加热炉的优化控制。
1 钢坯加热过程数学模型
钢坯加热过程数学模型直接提供了钢坯在加热炉内的温度分布,所以它是加热炉实施优化控制的重要基础,钢坯加热过程数学模型基本假设如下:
(1)只考虑钢坯在厚度、宽度方向的传热;
(2)钢坯在加热炉内匀速运动;
(3)忽略钢坯与轨梁之间的接触热阻;
(4)忽略表面氧化铁皮对传热过程的影响。
依据热传导的基本方程和具体的控制对象,钢坯升温过程控制方程如下:

边界条件:

初始条件:
t(i,j)|T=0=t0
式中:λ—钢坯导热系数,W/(m.℃);
ρ—钢坯密度,kg/m3;
医院科研经费支出的内部控制,首先应完善各管理系统,以制度建设为基础,综合运用预算控制、加强资产管理、完善信息共享等内部控制方法,加强科研项目经费的全过程管理。
t—钢坯温度,℃;
Cp—钢坯比热,J/(kg.℃ );
t0—钢坯初始温度,℃;
qu、ql、qs—钢坯上表面、下表面、侧面的热流密度,W/(m2)。
2 二级控制系统开发
大棒1#加热炉二级优化控制系统软件主要有四个模块,分别为物料及温度跟踪、工艺查询及修改、历史数据查询和钢坯详细温度记录等,控制系统物料及温度跟踪界面如图1所示。

图1 物料及温度跟踪界面
大棒1#加热炉二级优化控制系统各模块主要功能如下:
(1)物料及温度跟踪模块:记录炉内每块钢坯的详细数据和加热炉实际炉温分布、加热炉L2级温度设定以及加热过程监控报警等;
(2)工艺查询及修改模块:查询和修改炉内每种钢坯的加热工艺参数;
(3)历史数据查询模块:查询已出炉钢坯的出钢参数和在炉钢坯的加热过程状态;
(4)钢坯详细温度记录模块:查询已出炉某一历史钢坯的运行过程参数。
2.1 物料及温度跟踪模块
界面左面为当前瞬间炉内钢坯运行所至位置示意图,若炉内装满钢坯,如图1所示。矩形框(表示钢坯)中的文字表示当前钢坯的参数:钢坯号-轧制号-当前钢坯温度-钢种。不同轧制号的相邻钢坯颜色不同。
图2表示炉内信息。主要包括:当前炉内钢坯总量、即将出炉的钢坯信息(包括钢坯温度、钢坯温差、在炉时间、预热段停留时间、高温段停留时间及加热1段停留时间)以及钢坯加热时间判断。

图2 炉内信息
加热时间判断功能中,绿色代表加热时间满足要求;红色代表不满足要求,需人工手动调整在炉时间。
图3表格为炉内所有钢坯详细数据,包括钢坯号、轧制号、钢种、当前温度、当前温差、钢坯尺寸、预热段时间、加热1段时间、高温时间及总加热时间等。

图3 炉内钢坯数据图
2.2 工艺查询及修改模块
图4 为工艺查询及修改模块界面,点击“全部查询”按钮可查询软件中记录的针对不同钢种的加热工艺参数;点击“分钢种查询”按钮可查询某种钢种的加热工艺参数;点击“按照钢种大类查询”可查询某大类钢种的加热工艺参数。如需增加新钢种,先点击“全部查询”按钮,在模块界面下方表格中更改钢种栏目,在“删除及修正”界面处输入密码,点击“添加或修正加热工艺”按钮完成。如需修改已有工艺,先查找到所需修改工艺的钢种,在模块界面下方表格中更改相应栏目,输入密码,点击“添加或修正加热工艺”按钮完成。如需删除某工艺,先查找到所需删除工艺的钢种并选中,输入密码,点击“删除该加热工艺”按钮完成。如需修改密码,在“工艺密码管理”界面处输入1遍原始密码和2遍新密码,点击“修改密码”按钮完成。
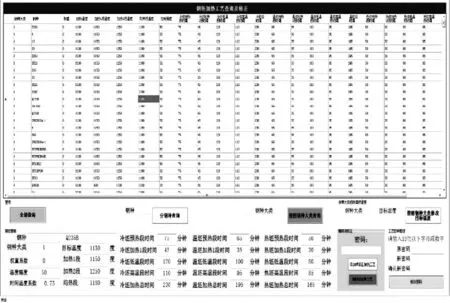
图4 工艺查询及修改模块界面
2.3 历史数据查询模块
图5 中表格可显式所有已出炉的历史钢坯出钢总体运行参数以及所有在炉钢坯的总体运行过程参数。
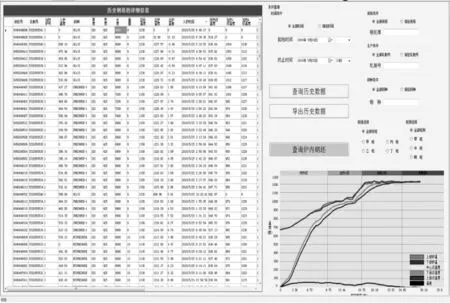
图5 历史数据查询模块界面
如需查询已出炉历史钢坯,可通过时间段、钢坯厚度、钢坯轧制号、钢种、班次等种条件查询某一类钢坯的运行参数。具体操作步骤:在相应查询条件中选择查询方式(如:“指定时间”、“指定规格”、“指定轧制号”、“指定钢种”等),在相应栏目中填写查询条件,点击“查询历史数据”按钮完成。如需查看全部钢坯数据,在相应查询条件中选择查询方式(如:“全部时间”、“全部规格”、“全部轧制号”、“全部钢种”、“全部班组”或“全部班别”),点击“查询历史数据”按钮完成。如需导出相应数据,先查找所需钢坯,点击“导出历史数据”按钮,会生成Excel文件。
2.4 钢坯详细参数记录模块
图6中表格为已出炉某一历史钢坯的具体运行过程参数。具体操作步骤:通过在“条件查询”界面中选择“生产日期”,填写“钢坯号”和“轧制号”,点击“自动查询文件读取”按钮完成。或点击“手动读取文件”按钮,直接选择所需的文件,文件名为轧制号-钢坯号。找到所需钢坯后,点击“导出历史数据”按钮,会生成Excel文件。
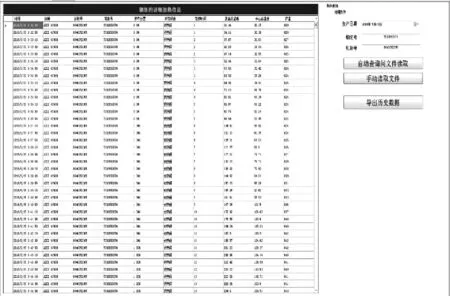
图6 单根钢坯详细参数记录模块界面
3 结论
本文以宝钢特钢韶关有限公司大棒1#加热炉为研究对象,建立了钢坯在炉内加热过程中温度计算数学模型,开发了大棒1#加热炉二级优化控制系统。该二级优化控制系统包括物料及温度跟踪、工艺查询及修改、历史数据查询和钢坯详细温度记录四个模块,实现了炉内每块钢坯的详细数据记录、加热炉实际炉温分布显示、加热炉L2级温度设定、加热过程监控报警、查询和修改炉内每种钢坯的加热工艺参数、出炉钢坯的出钢参数查询及已出炉钢坯详细温度查询等功能。本文的研究成果将为其他大棒1#加热炉二级优化控制系统的开发及应用提供参考与借鉴。