高效弧焊技术研究现状
2018-11-26,,,
, , ,
(1.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨150028;2.中船黄埔文冲船舶有限公司,广东 广州510715)
0 前言
近年来,具有较高比强度和比刚度的轻金属(主要是铝合金、钛合金及镁合金等)及其焊接结构的使用是减轻整体结构重量、提高能源利用率的有效途径之一[1]。随着工业技术不断发展和新材料的开发应用,以及对高品质、高效率的生产工艺的追求,传统焊接技术已经越来越难以满足需求,许多新型高效的焊接方法也相继开发出来[2]。
在传统GMAW(gas metal arc welding)焊接过程中,若要实现高效焊接,必须提高焊接速度,然而过大的增加焊接速度会导致焊接缺陷,影响焊接质量及焊缝成形,所以传统的GMAW焊接方法很难解决这个矛盾[3]。
随着日益严格的服役环境和对生产效率的高度要求,提高焊接质量并同时保证生产效率。现代制造工业对焊接方法提出了新的需求。国际上认为,熔敷率达到8.0 kg/h以上,则认为该焊接方法高效[4]。高效焊接方法的生产效率高于传统焊接方法,并且有利于提高焊接质量[5-7]。当前已经有很多高效气体保护焊技术被应用到实际工程中,如带极GMAW、高效GMAW/GTAW(gas tungsten arc welding)、多热源复合焊、磁控大电流MAG(metal active gas arc welding)等。针对高效弧焊技术的研究现状,对高效熔化极GMAW、高效非熔化极、复合焊接热源等的特点进行了综述。
1 高效熔化极GMAW
1.1 带极GMAW
带极GMAW技术在21世纪才开始研究,并在最近几年发展起来,其熔敷率达到11 kg/h。与传统GMAW相比,用带极代替了丝极,使电弧分布区域增大,电弧压力减小,减小了熔滴对熔池的冲击力,使熔池的下凹深度、隆起高度减小,熔池的表面变形较小;而且带极GMAW具有焊接速度快,熔敷率高,焊接设备操作维护简单等优势,应用前景广阔[8]。目前,国内关于带极GMAW的研究较少,高洪明等人[9-11]开展过相关的研究,表明带状电极GMAW的熔池体积大,熔深浅,熔敷率高,熔滴过渡方式为射滴过渡,适于大电流高速焊接。
带极GMAW所用的焊接材料为非标的带状焊丝,目前生产该类焊丝的企业较少,这是制约其发展的重要原因。相关研究人员及企业应加大带极产品研发力度;相关标准制定机构也应关注带极产品的标准制修订工作,共同推动带极GMAW的发展。
1.2 T.I.M.E.焊接方法
“T.I.M.E.(transferred ionized molten energy)”焊接方法是John Church在20世纪60年代发明的,该焊接方法的熔敷率最高可达27 kg/h,用四元混合气体进行保护,以较高的送丝速度和较长的焊丝伸出长度进行焊接。Canada Weld Process公司在20世纪80年代又进一步发展了这一思想并提出了新的理念:T.I.M.E[12-13]焊接时电弧呈喷射状,熔滴过渡方式为旋转射流过渡,发生在等离子弧柱区。保护气体为65%Ar+26.5%He+8%CO2+0.5%O2时有助于等离子弧柱区的产生。
由于气体组合、焊接设备、气体配比器成本较高,在一定程度上限制了T.I.M.E.焊接方法的推广使用。
1.3 双丝高效GMAW
双丝高效GMAW焊接可分为两种形式:一种是用一个导电嘴以同电位的方式向焊接熔池同时送进两根焊丝,可采用单电源或双电源。焊枪中两根焊丝间距较小,电弧相距较近,电弧之间容易相互干扰,造成飞溅,当同时达到脉冲峰值时,由于电弧之间强大的吸引力,会使两个电弧共用一个熔池,为减少电弧偏离倾向,焊丝的伸出长度会受到限制,为解决这一缺陷,又设计使两根焊丝分别通过两个相对独立的导电嘴,分别采用独立的电源控制,两个焊丝的间距较大,减少了电弧之间的相互作用力,焊丝伸出长度较长,提高了熔敷效率。如果两根焊丝中一根为实心焊丝,另一根为药芯焊丝时,实心焊丝将处于主导地位,得到较深的熔深,而药芯焊丝处于跟踪位置,确保熔池与母材熔合好,更易获得质量较高的焊缝组织。这种方法具有较高的焊接效率和较强的工艺适应性,熔敷率可达16 kg/h以上,在大型焊接结构和批量焊接生产中得到广泛应用[14]。双丝高效GMAW设备如图1所示。

图1 双丝高效GMAW的两种形式
哈尔滨工业大学与深圳市瑞凌实业股份有限公司开发出一种双丝三电弧的新型焊接工艺,在每根焊丝与焊接工件间建立传统焊接电弧之外,两根焊丝之间还产生另外一个电弧,称为“第三电弧”(TRI-ARC)。建立在焊丝与焊接工件之间的焊接电弧用于熔化焊接工件形成焊接熔池,同时也是焊接工件热输入的主要来源,两根焊丝之间的“第三电弧”主要用于熔化焊丝,对焊接工件的热输入很低。该方法解决了高强钢厚板一次焊接成形的技术难题,解决了焊丝熔敷率与焊接热输入在传统焊接工艺中的矛盾关系,可广泛应用于造船、车辆、海工和航天等领域,亦适用于铝合金及特殊合金钢等材质的焊接。动态双丝三电弧焊接原理如图2所示。

图2 动态双丝三电弧焊接原理示意图
1.4 高速脉冲GMAW
采用电流波形控制技术的高速脉冲GMAW是一种特殊的短弧(低电压)脉冲焊接工艺,特别适用于厚度为1.5~6.0 mm的低合金钢板的高速焊。板厚为2 mm的钢板搭接接头焊接速度可达2 m/min。由于焊接电弧十分稳定,焊接飞溅较小,焊缝成形较好,已经在很多行业得到应用。
高速脉冲GMAW主要特点是在短路周期内可精确地控制电流波形,使短路过程在低电流下完成。这种焊接方法可以在较低的电压和较高的焊接速度下进行焊接。通过控制送丝速度、弧长和电流波形,可使高速脉冲GMAW焊接适应多种焊接工艺要求。高速脉冲GMAW电弧电压比传统GMAW低约4 V,这样可以明显地减少熔合不良,并可大幅度提高焊接速度。
德国Rehm公司研制的MegaPuls Focus焊机具有脉冲和聚弧功能,其UI控制是电压先导模式,对磁场干扰不敏感。因此可实现脉冲焊接,并且焊接过程中电弧高度集中、熔深显著加大。如果采用聚弧+脉冲焊接方法,焊接速度可提高约30%。
缆式焊丝CO2气体保护焊具有束状电弧, 由多弧旋转耦合而成, 热流密度更为集中; 当缆式焊丝CO2气体保护焊单位长度焊缝的热输入为单焊丝CO2气体保护焊的2.9倍时, 其熔深与熔宽分别为单丝CO2气体保护焊的4倍和1.7倍; 在相同焊接条件下, 缆式焊丝CO2气体保护焊热效率与埋弧焊相近, 残余应力场分布与埋弧焊相似, 但熔深大于埋弧焊, 熔宽、热循环峰值温度、热影响区宽度均小于埋弧焊[15]。
2 高效非熔化极GTAW
GTAW焊接过程中电弧稳定,能够得到质量较高的焊缝,可以焊接绝大多数的金属,但是熔深浅,焊接速度慢,熔敷率较低,仅适于大厚度金属结构的打底焊及轻金属结构的连接、修复等。为提高其生产效率,相关学者在传统TIG焊基础上相继开发出了A-TIG、热丝TIG等生产效率较高的焊接方法。
2.1 A-TIG(activating flux TIG)焊接
A-TIG焊通过焊前在母材表面涂敷一层活性剂,使焊缝熔深增加,并减少了气孔倾向。乌克兰巴顿焊接研究所提出在使用活性剂消除钛合金焊接产生的气孔缺陷时,出现电弧收缩、熔深增加等现象,随后将卤化物作为活性剂引入到钛合金的焊接中[16]。
20世纪70年代,工业上基本采用以氧化物和氟化物为主要成分的活性剂,主要用于不锈钢的焊接,可以得到熔深为8 mm的焊缝。20世纪90年代,活性剂在碳钢和低合金钢的焊接上取得了进展,并最终发展成为A-TIG焊。1993年,美国开发出应用于不锈钢和碳钢的活性剂,并实现了商品化,现如今已经开发出用于镍基合金的活性剂。日本三菱对不锈钢核电站管道采用了A-TIG焊接法进行了全位置焊接。日本东芝公司修复电厂对钴基合金热力部件上所产生的裂纹同样采用A-TIG焊接法进行修复。法国开辟了活性焊剂应用于各种金属材料的新途径,成功使用A-TIG焊接法焊接了不锈钢矩形空心管。
近年来,国内越来越多的学者针对A-TIG焊接进行了深入的研究。 黄勇等人[16]针对气体熔池耦合活性TIG焊电弧的传热过程利用数值分析验证了熔深增加的机理与表面张力梯度有关。王吉宁[17]采用A-TIG焊接技术对AZ91铸造镁合金进行了补焊工艺研究,发现活性剂与熔池进行了复杂的冶金作用,并利用薄片示踪法验证了熔池侧壁流动行为对补焊气孔缺陷的影响,最终完成了对镁合金铸件的修补。李正斌[18]研究了焊接工艺参数对6061铝合金A-TIG焊组织和性能的影响,发现在一定范围内焊缝晶粒尺寸随着焊接电流增大而增大,接头抗拉强度和硬度随着焊接电流增加而减小。洪浩洋[19]系统地进行了A-TIG和传统TIG焊接钛合金的比对试验,发现活性剂的添加对于提高焊接效率、减少焊接缺陷有明显的改善。杨春利等人[20]在进行不锈钢A-TIG焊接过程中,使用SiO2作为活性剂时,发现熔深增加的机理是熔池表面张力增加、阳极斑点区域以及等离子体收缩共同作用的结果。杜贤昌等人[21]的研究结果表明,采用AZ31B镁合金作为试样,考虑焊缝熔深、熔宽以及焊缝成形质量,选择单质Zn作为活性剂效果最佳。张瑞华等人[22]研究表明由CaF2,SiO2,TiO2,Cr2O3等组成的活性剂可使低碳钢焊缝的熔深提高4倍且焊缝外观良好。
目前,活性剂焊接技术已打破自身的局限性,将逐步在MIG/MAG、等离子焊、激光焊等领域尝试使用。
2.2 热丝TIG焊
热丝TIG焊是在传统TIG焊的基础上发展起来的一种优质、高效、节能的新型焊接方法,焊丝送到熔池前,由另外一个电源(热丝电源)将焊丝加热到接近熔化的温度。因此,热丝TIG焊不仅具备传统TIG焊的优点,还可以加速焊丝的熔化速度,提高熔敷率,同时也降低母材的稀释率,提高焊接质量,更容易实现厚壁零部件的焊接[23],其工作原理如图3所示。

图3 热丝TIG焊工作原理
赵福海等人[24-25]研究了电阻加热焊丝以及熔池传热对温度场影响的解析模型,分析了焊丝的加热过程、原理及控制焊接质量的方法;焊丝熔化温度与其直径和送丝速度成反比,并研究出了三者之间的匹配关系。
范成磊等人[26]提出高频感应加热TIG方法,其原理如图4所示。采用高频感应加热设备,借助高频交变的磁场,在焊丝上形成高密度的涡流,从而达到加热焊丝的目的。与传统热丝TIG焊接相比,其特点是:①熔化速度快,效率高;②通过对高频输出电流的控制可以精确地控制焊丝加热温度;③没有电流磁场的干扰,消除了磁偏吹现象,可以保证焊缝质量;④适用于各种金属材质的焊接。 缺点是长时间接触高频对人身体健康不利,且高频感应加热设备比较昂贵。
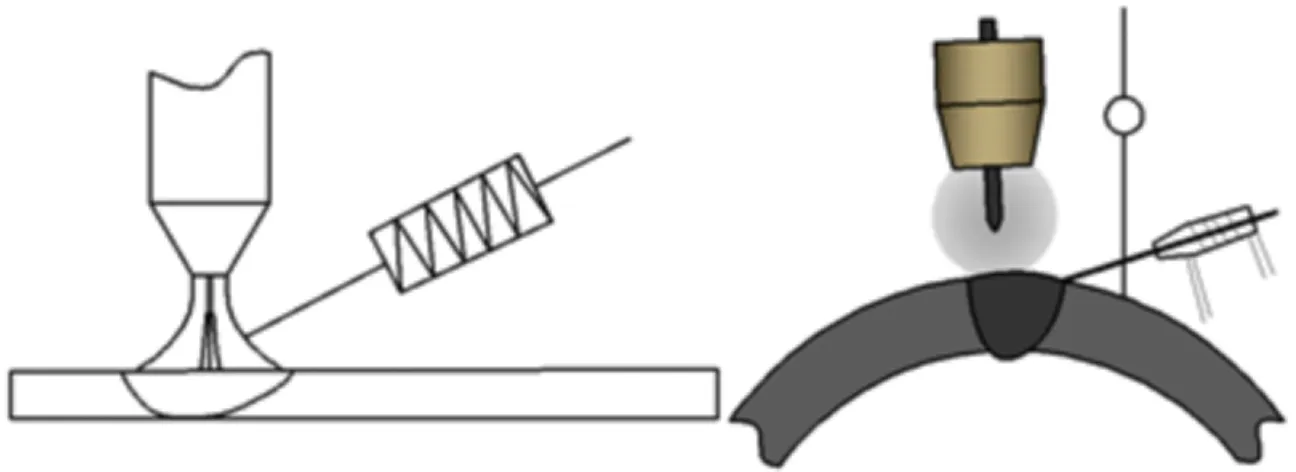
图4 高频感应热丝TIG焊原理图
吕世雄等人[27]提出电弧加热热丝TIG焊方法,此方法的优点是热丝效率很高,设备简单、成本低,不存在磁偏吹和高频;适用于大部分金属的焊接,特别是有色金属。TOP-TIG焊接技术是由法国SAF公司率先开发的,SAF公司开发此技术的主要目标是:提高机器人焊接速度,研制出适合焊接机器人的紧凑焊枪,使焊接机器人应用范围不受约束。与传统热丝TIG焊的设计理念不同,TOP-TIG焊方法是直接利用电弧柱辐射热和等离子区的高温熔化填充焊丝。与传统的冷丝TIG焊相比,可大幅度提高熔敷率。与传统的MIG/MAG 焊相比,不仅提高了焊接速度,并且焊缝质量更优,焊接过程也不产生飞溅,经济性能良好。TOP-TIG焊接方法还简化了附属设备,无需添加单独的热丝电源,只需对焊枪进行重新设计,使焊丝在送进熔池之前通过电弧区。所以TOP-TIG焊工艺的核心就是与送丝系统一体化的焊枪。这种焊枪的构造使得TOP-TIG焊接过程中出现了类似MAG焊的短路过渡和颗粒过渡。
日本巴布日立工业公司与Shinozaki教授共同进行研发超高速热丝TIG焊,实现了焊接速度为7 m/min的平板堆焊,角焊缝的焊接速度可达5 m/min。宝利苏迪焊接技术(上海)有限公司研发了双钨极热丝TIGer堆焊技术,即在一把焊枪中安装两个钨极,通过两台电源联动控制双钨极产生复合焊接电弧,具有电弧覆盖面大的特性,实现堆焊应用所需要的低稀释率、高熔敷率及高效率的要求。
2.3 DP-TIG焊
挪威Welmax公司开发了DP-TIG(deep penetration TIG)技术,该技术是一种深熔氩弧焊接方法,通过对钨极的高效冷却、压缩电弧,获得能量密度大、挺度高的电弧。该设备采用双热丝、水冷焊枪,行走轨道可以根据管道直径更换,该方法焊缝成形较好,焊接效率较高。德国Kjellberg公司的InFocus技术与DP-TIG类似,都是通过压缩电弧的方式,增加电弧挺度与能量密度,实现深熔高效焊接。宋永伦[28]提出了一种多电极并联的钨极氩弧焊(C-TIG),采用三个相互平行、隔离且等距的电极组合,分别与弧焊电源连接,形成多电极聚集电弧放电模式,强化并行电极“通道”间热电子发射和气体的“热电离”,以提高弧柱区域能量密度。使用C-TIG方法对5 mm厚的高强铝合金板进行焊接,焊接速度达到0.8 m/min时也可一次焊透成形,并获得细小均匀的焊缝及热影响区组织。
3 复合热源焊接技术
复合热源是指将两种或两种以上的热源叠加起来,以求得更强的能量密度,其中最典型的是激光电弧复合焊。激光电弧复合焊接技术集激光热源集中、焊缝热影响区小、焊后工件变形小、焊接效率高与电弧稳定等优势于一体而被广泛应用于薄板对接、表面合金化、铝镁合金焊接等。国内外对激光电弧复合焊接技术进行了大量研究,已取得了大量成果,并得到了广泛应用。复合方式主要有:激光与TIG电弧复合、激光与MIG/MAG电弧复合、激光与等离子束复合等。雷振等人[29]采用激光电弧复合热源焊接高强钢发现,高速焊接下电弧依然稳定,焊接效率高,易于实现单面焊双面成形,易于实现高强匹配,具有焊接变形小,冷裂纹敏感性低等优点,可实现无预热焊接,并能够有效抑制接头软化及脆化。在TIG电弧波动特征方面,杨海锋[30]分别研究了采用单光束和双光束的铝合金高功率激光-TIG复合焊的焊接过程差别。激光-TIG复合焊示意图如图5所示。研究结果表明双光束-TIG的电压分布比单光束-TIG电压分布集中,波动范围较小且在相同的焊接参数条件下,双光束激光-TIG复合焊的焊缝表面成形较单光束激光-TIG复合焊更为均匀连续。陈明华等人[31]探讨了激光—电弧复合焊作用机理,表明激光与电弧等离子体的耦合作用有利于提升能量密度,增加熔深。顾小燕等人[32]研究了激光-双电弧复合焊,研究表明双丝间距的变化会影响电弧的稳定性、熔滴过渡以及焊缝成形,在所用的试验参数下,两根焊丝间距为5 mm 时电弧最稳定,熔滴过渡是稳定的一脉一滴,而且焊缝成形良好。董晓强等人[33]通过试验证明了等离子-MIG焊熔滴下落主要方式是滴状与射流过渡,且MIG焊枪电流对熔滴过渡有着明显影响。与MIG焊相比,等离子-MIG复合焊明显降低了熔滴过渡向射流过渡形式转变的电流的临界值。

图5 激光-TIG复合焊示意图
机器人焊接具有高效、优质、持续性和一致性良好的明显优势,研究新型复合焊接热源以适应机器人焊接尤为迫切。在高速焊接过程中,电弧热流作用区会发生变化,热源模型也随之改变,从而带来应力场与温度场的差异,甚至会影响焊缝与热影响区微观组织的变化。所以必须研究适应机器人的复合焊接热源,如激光电弧复合、不同电弧复合、同种电弧复合、其它热源和电弧复合等形式多样的复合热源,特别是通过现代控制理论与数字信息处理技术的有机结合,已能够通过“源”的能量输出形式的变化赋予“弧”新的热特性和力特性,由此适应焊接机器人优质、高效新工艺的实际需求。
4 结束语
在传统的电弧焊接方面,通过多种电弧耦合,电弧与机械能量、磁场结合,基于数字化技术对电弧、熔滴过渡等精细控制,改变了传统电弧的能量密度、电弧形态、电弧放电结构,从而出现了多种高效焊接方法。将电弧与激光复合,则进一步提高了焊接的效率与质量,扩展了应用范围。随着对电弧放电结构、电弧热源-系统本质行为研究的逐步深入,随着数字化技术、信息化技术在焊接中的应用发展,相信将来会有更多更优质高效的焊接技术出现。此外,电弧与超声复合焊技术以及电弧和附加磁场力的复合技术都将是高效焊接技术的新的研究方向。
