基于RST算法的造纸厂污泥脱水控制系统的研究
2018-11-26胡亚南李明辉霍蛟飞丰会萍王其林
胡亚南,李明辉,霍蛟飞,丰会萍,王其林
(1.西京学院,西安 710021;2.陕西科技大学,西安 710021;3.陕西西微测控工程有限公司,咸阳 720000)
0 引言
《“十三五”生态环境保护规划》以提高环境质量为核心,加强环境治理,加快补齐生态环境短板,为当前的任务核心。水污染是环境污染的主要污染源之一,制浆造纸过程中产生大量的造纸废水,若废水不加处理的排放会对自然环境造成严重危害。造纸过程废水的处理主要包括废水预处理、好氧厌氧处理、深度处理及污泥脱水处理[1]。目前,污泥脱水工艺设备以使用螺旋压榨脱水机设备最为广泛,然而受到污泥粘度变化、污泥浓度不稳、污泥纤维含量不同、变直径和变螺距的设备结构特征等因素使污泥脱水过程存在较强的非线性和时变性,另外,由于污泥由污泥进口到污泥出料口的脱水过程需要一定的时间,使控制过程存在一定的滞后性,所以传统控制控制策略对污泥干化过程的控制效果不佳,经常发生螺旋压榨脱水机堵死、脱水机轴向压力过载等事件发生,甚至造成设备损坏,降低了污泥脱水流程的工作效率和稳态性[2,3]。
RST(双自由度数字控制器,RS for regulation,T for tracking)分别由R、S、T三个数字控制器组合而成,其可等效为一个向前预测控制器和一个无延时控制器[4,5]。向前预测控制器可以消除系统干扰、负荷波动等干扰因素,针对污泥脱水工段的污泥浓度不稳、废水内物质粘度不同而造成系统非线性特性具有较好的控制效果;无延时控制器可以解决污泥脱水控制系统的滞后性问题,显著改善控制系统的响应速度和稳定性。本文针对造纸厂螺旋压榨污泥脱水机控制系统进行研究,依据污泥脱水控制需求设计RST控制器,运用Simulink软件对基于RST算法的污泥脱水机控制系统的抗干扰能力、鲁棒性进行仿真验证,以OPC通讯技术实现RST控制控制策略,提高造纸厂污水处理的自动化水平。
1 污泥脱水工艺及设备工作原理
污泥脱水过程是对絮凝处理后的污泥进行干化处理,其目的是浓缩污泥体积、增强污泥硬度,以便对污泥进行运输、填埋及焚烧等[6]。污泥脱水工艺流程如图1所示,由污泥泵和PAM加药泵按照3‰~8‰的比例抽取阳离子PAM溶液和污泥溶液进行均匀混合后在絮凝池完成污泥颗粒累积,絮凝后使污泥浓度达到20%以上,然后经过螺旋压榨脱水机在机械力作用下压榨脱水使污泥浓度达到40%~50%,然后进行装车运输进行最终处理。污泥脱水处理前还可增加污泥的改性处理环节,其目的是消除污泥黏性、增大污泥颗粒及污泥的脱水性能,可使脱水后污泥浓度达到55%以上[7]。另外,本项目污泥纤维含量大于4%也可直接使用螺旋压榨脱水机脱水,脱水后污泥浓度约为45%。
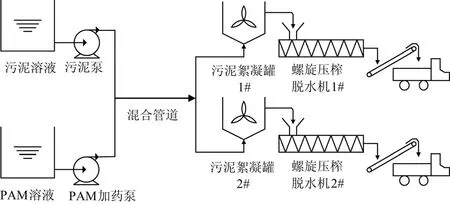
图1 造纸污泥脱水处理工艺图
由图2可知,螺旋压榨脱水机通过滤网内旋转的挤压式变距螺旋将污泥由低压区向高压区输送,且设备低压区到高压区的机内体积逐渐变小致使污泥所受压强逐渐增加,所以,污泥中的液体在压力作用下从滤网内流出,使污泥浓度逐步提高,最终被压榨后的污泥从污泥出口排除[7]。污泥溶液和PAM溶液混合后进入絮凝罐后以溢流方式进入螺旋压榨脱水机,则进入脱水机的污泥量由污泥泵频率直接决定,并反映在螺旋压榨机的轴向压力。若进入脱水机的污泥量过大,则导致脱水机堵死甚至设备损坏;若进入脱水机的污泥量过小,则污泥出口浓度过低,且影响污泥脱水效率,所以污泥脱水机的轴向压力控制精度是出料污泥浓度、脱水机稳定性及工作效率的关键控制指标。
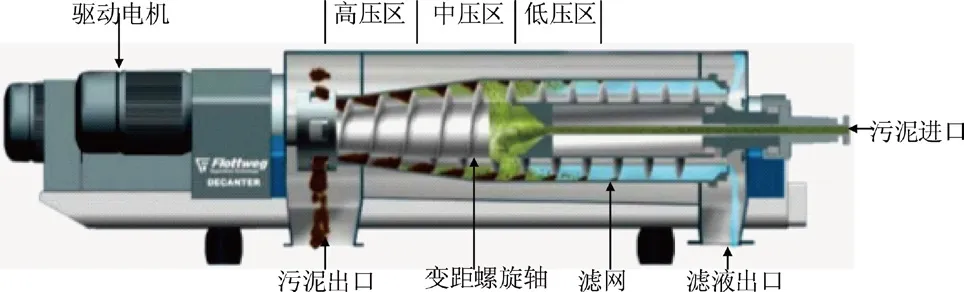
图2 螺旋压榨脱水机示意图
2 污泥脱水机RST控制器
2.1 RST控制器
RST数字控制器与传统PID控制器的主要区别在于RST为双自由度控制器,RS数字控制器执行调节特征,T数字控制器执行跟踪特征,实现控制系统的调节功能和跟踪功能相互分离,达到较高的控制需求。
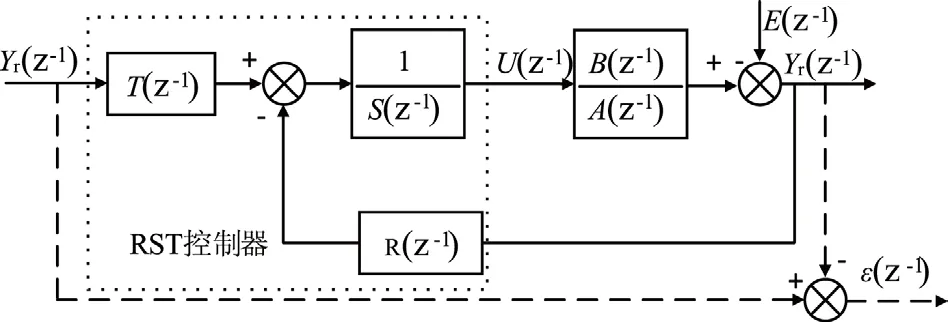
图3 RST控制器结构
如图3所示,由多项式R(z-1)、S(z-1)、T(z-1)构成RST控制器,其中B(z-1)/A(z-1)为被控对象离散传递函数,Yr(z-1)为设定值信号,Y(z-1)系统输出信号,U(z-1)为RST输出控制信号,E(z-1)为系统干扰信号,ε(z-1)为误差信号,采样周期为TS,则控制系统的闭环传递函数为:

其中:
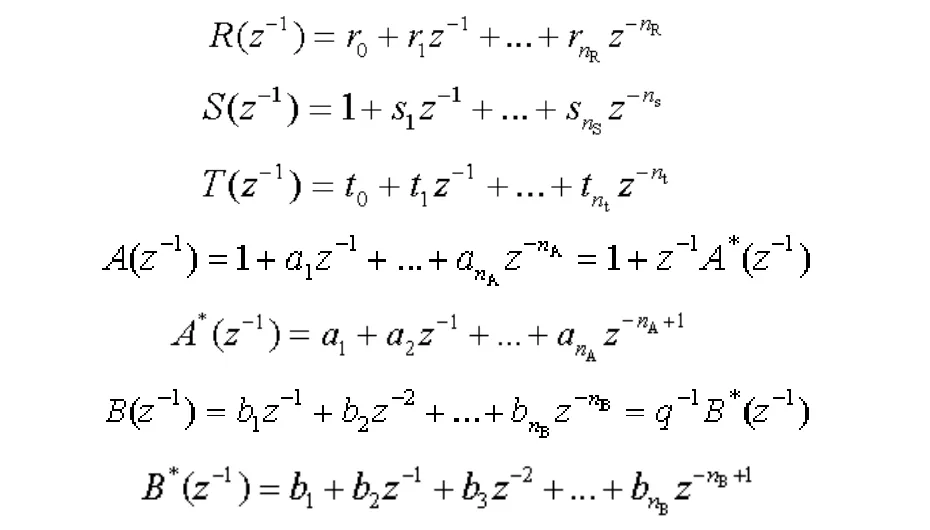
nR、ns、nT、nA、nB为多项式阶次。
2.2 参数设计
RST控制器参数设计是对R(z-1)、S(z-1)、T(z-1)多项式系数的确定,R(z-1)和S(z-1)表现调节特性,T(z-1)表现跟踪特性,即可同时实现控制器的抗干扰能力和跟踪能力[8]。参数设计的主要过程如下:
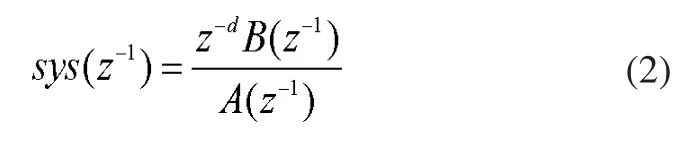
1)对象模型离散化。如式(2)为离散化处理后的控制对象模型,有多项式A(z-1)、B(z-1)及时延项z-d组成。
2)确定特征多项式P(z-1)。P(z-1)为控制系统闭环传递函数的分母项,决定系统的动态特性。对于二阶系统,通过指定上升时间、超调量、调节时间确定系统自然频率ω0和阻尼比ζ,然后对连续传递函数加零阶保持器获得离散传递函数,即可得到P(z-1),进而获得闭环极点p1和p2。如式(3)为系统连续模型,离散后获得式(4)系统离散模型,可求出p1=a1和p2=a2[9]。


3)R(z-1)、S(z-1)、T(z-1)系数求解
该步骤通过已求解得出A(z-1)、B(z-1)、P(z-1)多项式系数,然后在此基础上利用Bezoutd等式,求解调节特征多项式R(z-1)、S(z-1)的系数,由式(1)可得:

仅有当多项式A(z-1)和多项式B(z-1)互质时Bezoutd等式有唯一解,故必须满足:

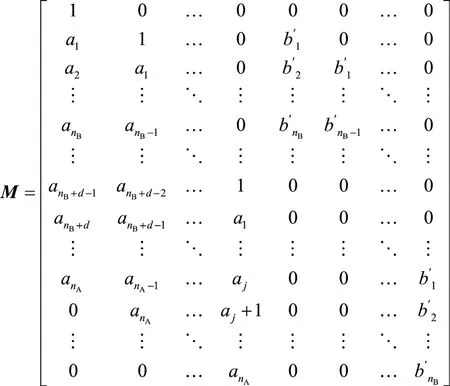
将式(5)转换为矩阵形式得式(9),对关系矩阵进行逆运算,可求R(z-1)、S(z-1)的系数。

式中:xT=[1,s1…snS,r0…rnR];pT=[1,p1…pnp,0…0]。
由图3可得,误差信号ε(z-1)与设定值信号Yr(z-1)的传递函数为:

由于消除给定频率误差,需在误差传递函数中引入传输零点,则误差传递函数中必包括多项式,即:

通过求解式(11)可获得T(z-1),式中L(z-1)为某未知多项式。
3 污泥脱水机RST控制系统设计
3.1 控制方案
污泥螺旋压榨过程受到污泥浓度波动、废水内物质粘度不同、变螺距变直径的结构特征的影响及脱水过程需要一定时间,所以脱水机控制系统具有非线性和时滞性,易导致脱水机堵死和出料污泥浓度不稳的问题。本文针对污泥脱水过程进行研究,设计适合于污泥脱水的RST控制方案,如图4所示。
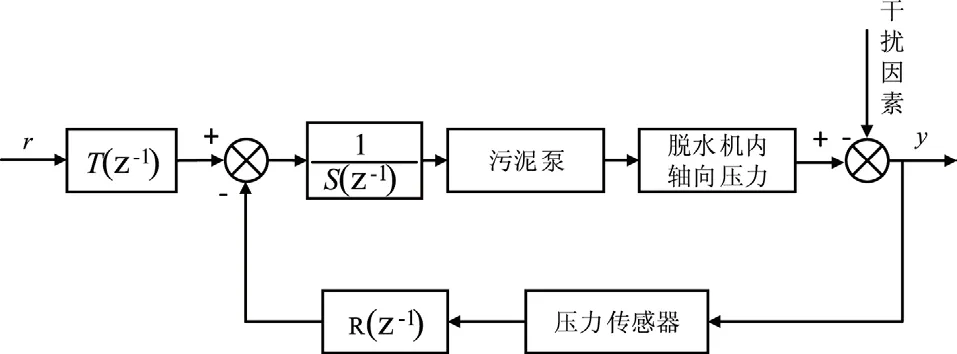
图4 污泥脱水机轴向压力控制系统
由图4 可得,通过改变污泥泵的转速调节进入污泥脱水机的污泥量,间接调节污泥脱水机的轴向压力,以防止污泥脱水机堵死和稳定污泥出料浓度。污泥泵为变频控制可实现转速的高精度调节,从而实现污泥脱水机的轴向压力精确控制。
3.2 参数设计
污泥脱水机RST控制策略参数设计首先要获得污泥脱水机控制系统的离散数学模型,然后根据RST控制器参数设计步骤确定R(z-1)、S(z-1)、T(z-1)多项式系数,由于污泥脱水机控制系统数学模型较为复杂,本文采用模型辨识的方法求取系统数学模型,模型辨识方案如图5所示。
图5中,u(t)表示污泥泵频率控制输入,间接表示进入螺旋压榨脱水机的污泥量;y(t)表示螺旋压榨脱水机的轴向压力。进入螺旋压榨脱水机的污泥量直接影响污泥脱水情况,并通过脱水机轴向压力反应,因此采集激励信号和轴向压力信号即可辨识出污泥脱水机数学模型。辨识获得数学模型为:
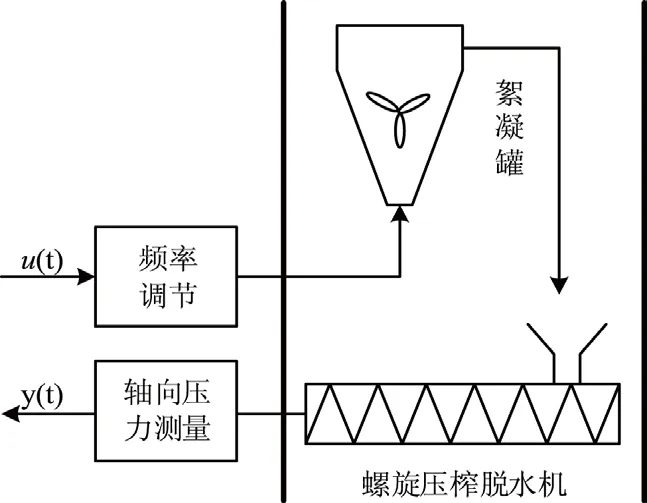
图5 污泥脱水机控制系统数学模型辨识方案

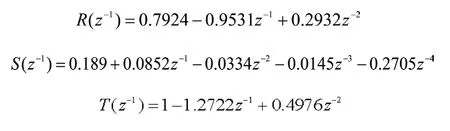
设置采样时间TS=1s,加零阶保持器对式(12)离散化处理得:



RST参数:
3.3 RST污泥压榨脱水机控制系统仿真
本文利用MATLAB软件对RST控制系统和传统PID污泥脱水控制系统进行仿真研究[10],RST控制器参数:R=[0.7924 -0.9531 0.2932]、S=[0.189 0.0852 -0.0334-0.0145 -0.2705]、T=[1 -1.3742 0.4868];PID控制器参数:P=1.178、I=0.34、D=0。仿真模型运行时间为200s,在t=100s处加入幅值为0.2的干扰性,分别验证控制器性、抗干扰能力及鲁棒性。
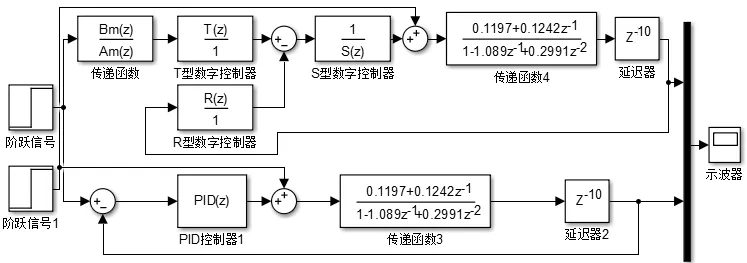
图6 RST和PID污泥脱水控制系统仿真模型
1)控制器性能对比
如图7所示,RST控制器的超调量、调节时间、响应速度分别为5%、60s、30s;PID控制器的超调量、调节时间、响应速度分别为22%、70s、20s。对比分析可得,RST控制虽响应速度稍慢,但具有超调量小、调节时间短的优势。在系统运行t=100s时添加20%的干扰信号,处于稳定状态的响应曲线于110s处出现曲线波动,RST的波动量约为1%,PID的波动量约为4%,表明RST的抗干扰能力强于PID。综上所得,RST控制器具有较好的稳定性和抗干扰能力,控制器性能较好。
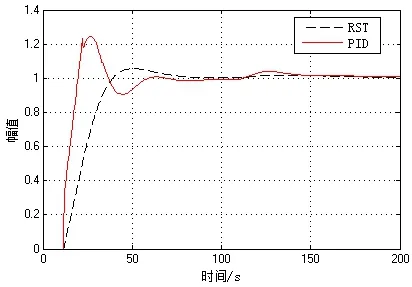
图7 RST和PID控制器性能对比曲线
2)鲁棒性对比
因污泥脱水过程多种因素的干扰,精确数学模型建立困难,为验证RST控制器的模型失配鲁棒性能力,将对象模型时间常数和静态增益分别扩大20%,进行仿真对比。如图8所示,RST控制器的超调量、调节时间、响应速度分别为7%、65s、30s;PID控制器的超调量、调节时间、响应速度分别为40%、85s、20s,并在初始阶段出现震荡。对比模型失配前后,RST的超调量增加2%,PID的超调量增加18%,由此可见,RST抗对象模型失配能力较强,更适应应用于非线性和时滞性污泥脱水机控制系统。
4 控制策略的实现与应用
4.1 RST控制策略的实现

图8 控制系统模型失配器鲁棒性对比曲线
RST污泥脱水机算法的实现的途径有两种方法:1)编程人员在上位机或下位机代码开发;2)利用OPC通讯,实现MATLAB程序与控制软件通讯[11]。采用OPC通讯技术,以WinCC OPC为服务器,MATLAB OPC为客户端,通过OPC实现MATLAB子程序与WinCC数据交换,相比直接在STEP7软件FB块开发代码无需复杂程序编写和差错,只需进行接口设置更易实现RST控制策略(如图9所示)。基于OPC技术的RST污泥脱水机控制策略实现步骤如下:
1)对WinCC OPC Server组态,在Simatic OPC Scout中建立项目,并对相关参数设置。
2)调用Simulink中OPC Toolbox,同时添加OPC Configuration、OPC Read、OPC Write模块,将PIC304_SP(污泥脱水机轴向压力设计值)和PIC304_PV(污泥脱水机轴向压力采样值)分别连接2个OPC Read模块,将PIC304_LMN(污泥泵频率)连接OPC Write模块,设置模式Synchronous,采样时间0.2秒。
3)建立MATLAB中RST控制器,并激活WinCC OPC Server,设置仿真时间为inf,点击运行。
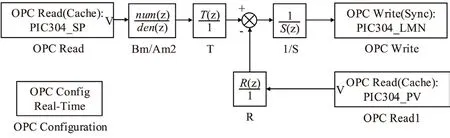
图9 RST控制算法实现
4.2 现场应用与测试
本文所述基于RST算法的污泥脱水机控制系统与XWCK合作,已成功应用于安徽省某瓦楞纸造纸厂。如图10所示,利用WinCC软件开发污泥脱水HMI系统,该界面包含设备运行信息、报警信息、参数设置、历史曲线、流量累积等功能,极大的提高了造纸厂污泥脱水过程的自动化程度。
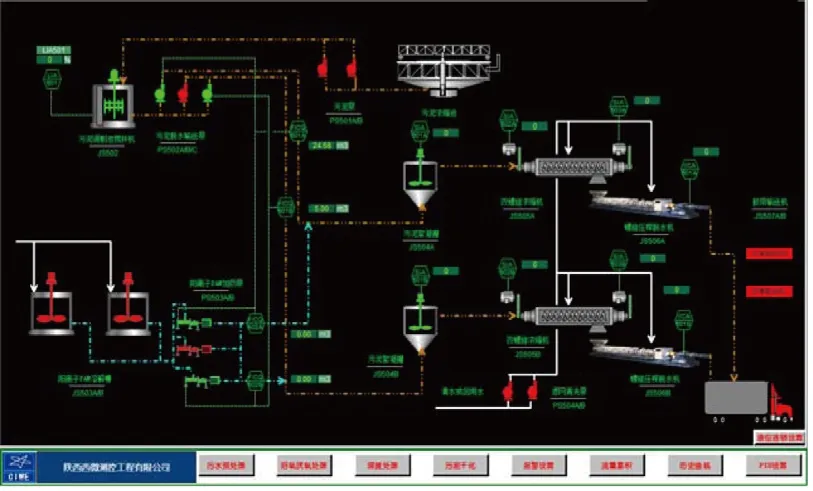
图10 污泥脱水流程HMI画面
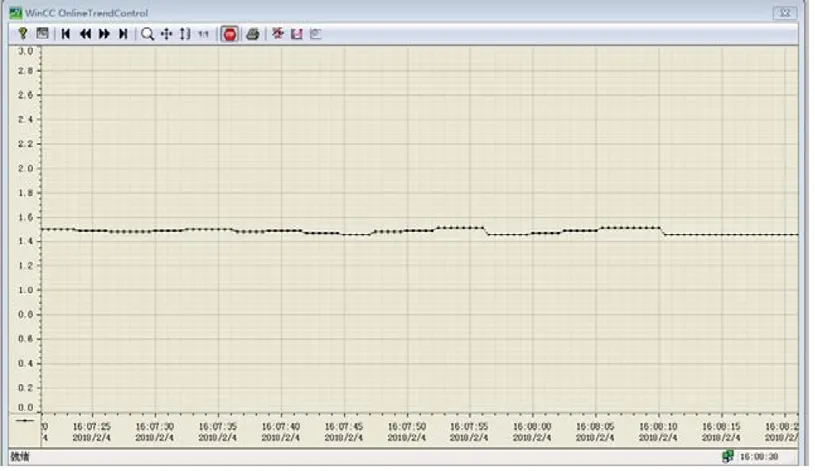
图11 螺旋压榨脱水机轴向压力曲线
污泥螺旋压榨脱水机控制在使用RST控制器前,螺旋压榨脱水机轴向压力控制在±0.3Mpa左右(设定值为1.5Mpa)偏差,当污泥浓度波动时经常出现污泥脱水机堵死事件,严重影响污泥脱水工序的稳定运行。如图11所示,螺旋压榨脱水机轴向压力控制在±0.08Mpa,控制精度在5.4%以内,极大避免因污泥浓度波动、污泥黏性改变等因素造成的螺旋压榨脱水机的堵死,减少设备维修频率和提高系统运行的稳定性。
5 结论
针对造纸污泥干化过程中具有非线性和时滞性,致使螺旋压榨脱水机经常堵死的问题,提出一种基于RST的污泥脱水机控制系统。文中对污泥脱水工艺进行研究,分析螺旋压榨机堵死的原因,设计含RS调节控制器和T追踪控制器的RST控制对污泥脱水系统,并与PID控制进行Simulink仿真对比研究,且利用OPC通讯技术实现RST污泥脱水控制策略,避免因污泥浓度不稳、污泥黏性变化等因素引起的螺旋压榨机堵死事件,提高了污泥脱水系统的稳定性和自动化程度。现场运行结果:螺旋压榨脱水机轴向压力控制在±0.08Mpa,控制精度在5.4%以内,该系统能够精确控制脱水机轴向压力,设备运行稳定,具有一定的应用价值。