南极磷虾脱壳机工艺参数的试验研究
2018-11-19张军文郑晓伟欧阳杰
张军文, 郑晓伟, 欧阳杰, 沈 建
(农业部远洋渔船与装备重点实验室,中国水产科学研究院渔业机械仪器研究所,上海 200092)
南极磷虾体内蛋白质含量较高,约占整虾干重的50%,肌肉中蛋白质的含量占干重的70%以上[1-5]。南极磷虾有独特的消化系统,其死后易自溶而腐烂变质[6-10],因此,捕获后的南极磷虾必须快速被加工。其在船上的加工方式包括生鲜冷冻、剥肉、水煮加工或制成鱼粉[11],其中生鲜冷冻后当作饲料的约占总渔获量的90%[11],资源利用率不高,另外,其壳含氟量较高[12-13]。加速虾壳分离技术的研究及相关设备的研制对南极磷虾高附加值产品的研发和生产具有重要意义[14]。国外对于南极磷虾的研究始于二十世纪六七十年代[15],挪威、日本等国[16-18]先后研制出南极磷虾脱壳设备,大大提高了南极磷虾的产品品质。中国对南极磷虾的开发相对较晚,南极磷虾加工装备的研究也较少,虽然研制出一些虾类脱壳的生产设备[19-21],也有采用超高压剥壳技术的研究[22-23],但几乎都是针对南美白对虾等体型相对较大的虾体,不适用于个体较小的南极磷虾。国内仅见郑晓伟等[14,24-25]开展了南极磷虾离心、挤压脱壳工艺参数的研究及优化的研究报道。
本研究依托安装在“龙腾”号专业捕捞南极磷虾船上的复合叠层式的磷虾脱壳机[26],对其关键部件和滚轴长度、滚轴间隙、虾液进料量等工艺参数进行了试验研究,对脱壳之后的虾仁进行了感官评价和出成率的测定,从而确定南极磷虾脱壳机关键部件和工艺参数的最优组合,为磷虾脱壳机在南极海域船载实际生产和后期产业化配套提供依据。
1 材料与方法
1.1 试验材料
试验采用的南极磷虾是2017年4月份在南极海洋生物资源养护公约(CCAMLR)辖区48.1区,由中国水产集团旗下“龙腾”号拖网捕捞所得的新鲜南极磷虾。
1.2 试验设备与仪器
南极磷虾脱壳机主要结构由均质筒、输送机、脱壳机、虾肉出口、虾壳出口等组成(图1),其脱壳部分见图2所示。其核心设备是脱壳装置,当设备工作时,新鲜的南极磷虾在往复回转的滚轴下进行脱壳;虾肉在水系统的作用下,由虾肉成品输送系统送至除杂分拣系统;虾壳由下脚料系统处理。相关因素如挤压滚轴的有效长度、滚轴的间隙、船体的倾斜度等都会对最终的产品有重要的影响。脱壳装置大小为2 600 mm×2 200 mm×2 300 mm,滚轴直径50 mm,滚轴间隙(0.5~2 mm),滚轴转速1.5 r/s,电机功率4.5 kW,生产率约450 kg/h。

图1 南极磷虾脱壳机图

图2 南极磷虾脱壳装置简化图
TGT-50称(上海衡器厂)主要用来称量试验用的南极磷虾,最小刻度值20 g;DBC-1300-2型平板冻结机(中国大连中海渔业机械有限公司),冻结量1300 kg/次;500-502-10型游标卡尺(日本三丰精密),精度0.01mm;QD-40船用倾斜仪(山东烟台达信精密仪器有限公司),量程0°~40°,最小分度值是1°;Altivar 610变频器(施耐德公司)。
南极磷虾脱壳试验的工艺流程:拖网上船的新鲜南极磷虾先称重(M2),之后由输送带输送至混合匀料系统;在搅拌轴的搅拌下,磷虾与水混合均匀后由泵吸系统输送至脱壳机进行脱壳;脱壳之后的虾仁由虾仁成品输送系统收集、分拣除杂、滤水后称重,得到脱壳之后虾仁的重量(M1)。试验每批次50 kg南极磷虾,试验重复3次。
1.3 试验指标
1.3.1 虾仁感官标准
经脱壳机脱壳之后的虾仁摆放在试验台上,由船上10名操作脱壳设备的船员组成评定小组,根据脱壳之后的虾肉色泽、完整度和表面洁净度进行评定,以10分标准分计[27]。感官评定标准见表1。其权重分别为:色泽0.3,虾仁完整度0.4,虾仁表面洁净度0.3;评分越高,脱壳质量越好。以10位船员的平均分为各指标评分,其评分的计算公式为:评定得分D=ΣXiYi(i=1、2、3)(其中:X表示为评定指标,Y为其权重)。

表1 虾仁感官评定标准
1.3.2 虾仁的出成率
以南极磷虾虾仁出成率来反映脱壳机的工作效果。出成率为最终的虾仁产品质量与原料南极磷虾质量的比值[28],其出成率可以按照下式计算:
S=100%×M1/M2
(1)
式中:S—南极磷虾虾仁的出成率;M1—南极磷虾经由脱壳机脱壳,再经过滤水之后虾仁的质量,g;M2—南极磷虾原料的质量,g。
1.4 试验设计
本试验因为是试验样机,滚轴的材质和花纹等都已经制作完成,不作考虑因素;原料放置时间对于虾仁的出成率和感官评分影响极大,南极磷虾进料速度、滚轴长度和滚轴间隙对南极磷虾的出成率和感官评定得分影响较大。鉴于此,试验只考虑滚轴长度、滚轴间隙、虾与水的混合液进入脱壳机的速度(即进料速度)和原料虾放置的时间等。
滚轴长度试验:滚轴转速1.5 r/s,滚轴间隙1 mm,进料速度60 kg/h,原料虾放置时间小于2 h;选择滚轴有效工作长度分别为0.6 、0.8 、1.0 和1.2 m,每组试验重复进行3次,测定虾仁的出成率并进行感官评分。
滚轴间隙试验:滚轴长度为1.2 m,滚轴转速为1.5 r/s,进料速度为60 kg/h;原料虾放置时间小于2 h;滚轴间隙分为0.5、1.0、1.5和2 mm,每组试验重复进行3次,测定虾仁的出成率并进行感官评分。
进料速度试验:滚轴长度为1.2 m,滚轴转速为1.5 r/s,原料虾放置时间小于2 h ,进料速度分别为100、125、150和175 kg/h,每组试验重复进行3次,测定虾仁的出成率并进行感官评分。
原料放置时间试验:滚轴长度1.2 m,滚轴转速1.5 r/s,滚轴间隙1 mm,进料速度60 kg/h;原料虾放置时间分为15、30、45和60 min,每组试验重复进行3次,测定虾仁的出成率并进行感官评分。由于在南极海域船舱内做的试验,南极磷虾放置时间如大于60 min,磷虾体表发软,颜色变黑,脱壳机脱壳效果欠佳,故不考虑放置时间超过60 min的试验组。
正交试验:选择滚轴的长度、滚轴的间隙、原料的进料速度和磷虾放置时间作为试验因素,采用L9(34)正交设计,测量各个试验的指标值,进行极差分析,以确定最优组合。根据船载对南极磷虾脱壳机的单因素试验研究结果,以对去壳效果影响较大的滚轴长度(因素A)、滚轴间隙(因素B)、进料速度(因素C)和磷虾放置时间(因素D)为试验因素,以脱壳后的虾仁出成率和感官评定得分作为评价脱壳机效果优劣指标,采用L9(34)正交试验,并且不考虑各个因素之间的交互作用,得出南极磷虾脱壳机的最优参数组合。试验因素水平见表2。
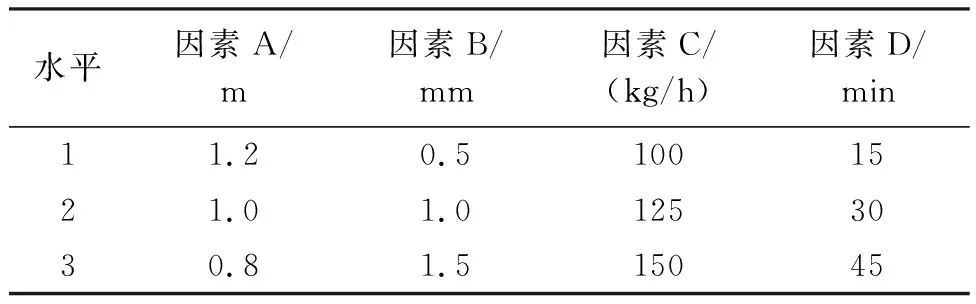
表2 因素水平编码表
2 结果与分析
2.1 滚轴长度对试验指标的影响
滚轴长度与试验指标(出成率、感官评分)的关系如图2所示。滚轴长度1.2 m时,南极磷虾虾肉出成率和感官评定得分达到最大值,分别是22.4%和8.8分。长度大于0.8 m,增速较缓;小于0.8 m,减小趋势明显。究其原因:南极磷虾在滚轴挤压脱壳过程中,滚轴长度越短,南极磷虾在滚轴上停留的时间越短,且很容易被喷出的水流冲下来,导致脱壳效果和感官评定得分都较低;且当滚轴长度为0.8 m时,脱壳后的虾仁感官评分、出成率与滚轴全长(1.2 m)几乎相差无几,分别是8.7分和22.3%。
2.2 滚轴间隙对试验指标的影响
试验得到滚轴间隙与试验指标平均值的关系如图3所示。结果显示,当滚轴间隙为1.0 mm时,南极磷虾虾肉出成率和感官评定得分达到最大值,分别是23.1%和8.9分。究其原因,滚轴间隙不同,其表面产生的摩擦力大小不同,因此脱壳效果也就不一样。滚轴间隙为0.5 mm时,摩擦力形成的切向力较大,易造成脱壳的虾肉破碎[29-30],影响出成率和感官评定得分;当滚轴间隙大于1 mm时,由于间隙过大,很多个体较小的南极磷虾由于摩擦力太小导致脱壳效果不佳,很多整虾被喷水装置喷出的水流冲走,因此,最后的虾仁中有很多没有脱壳的虾体,造成出成率下降和感官评定分数降低。

图3 试验指标和滚轴间隙
2.3 进料速度对试验指标的影响
试验得到进料速度与指标平均值的关系如图4所示。试验结果显示,当进料速度为125 kg/h时,南极磷虾虾肉出成率和感官评定得分达到最大值,分别是24.2%和9.1分。随着进料速度增加,试验指标先升后降。在预试验中,其进料速度为175 kg/h时,由于超出设备的设计能力,造成南极磷虾堆叠而无法与剥虾滚轴有效接触,导致出成率急剧下降,也严重影响感官评定得分。

图4 试验指标和进料速度
2.4 放置时间对试验指标的影响
由于受南极磷虾从捕捞上船至开始试验的时间所限,0~15 min的新鲜磷虾来不及试验,故试验从15 min之后开始。试验得到放置时间与指标平均值的关系如图5所示。试验结果显示,当放置时间为15 min时,南极磷虾虾肉出成率和感官评定得分达到最大值,分别是23.8%和9.0分。随着磷虾放置时间的增加,出成率和感官评定得分都随之下降,当磷虾放置时间到达1 h时,2个指标下降趋势非常明显。究其原因,当南极磷虾放置时间越久,其体内的酶活性变大,虾体不断地变软甚至变性发黑,造成出成率降低,感官评定分数偏低,且放置越久越大,2个指标都随之会降低。当南极磷虾放置时间大于2 h时,很多南极磷虾都因蛋白质变性,虾壳软化挤压效果显著下降。

图5 试验指标和放置时间
2.5 正交试验
2.5.1 试验结果分析
根据正交试验结果(表3),无论是出成率还是感官评定得分,5号的结果最优,1号的最次。

表3 L9(34)正交试验表和试验结果
注:K1~K3、k1~k3以及极差R数据是感官评定得分/出成率
由极差大小可知,试验中各因素对南极磷虾出成率的影响顺序为D>C>A>B,最优组合是A2B2C3D1,即滚轴长度1.0 m、滚轴间隙1.0 mm、进料速度150 kg/h、磷虾放置时间15 min。试验过程中各因素对脱壳虾仁感官评定影响的主次顺序为:A>C>B>D,最优组合是A2B2C3D1,即滚轴长度1.0 m、滚轴间隙1.0 mm、进料速度150 kg/h、磷虾放置时间15 min。鉴于2个试验指标数据,选择A2B2C3D1为最优组合。
2.5.2 验证试验结果
根据以上正交试验结果,滚轴长度1.0 m、滚轴间隙1.0 mm、进料速度150 kg/h、磷虾放置时间15 min为最优组合。在南极CCAMLR管辖区48.1区船载上进行了试验,虾仁的出成率22%~23%,虾仁个体较完整,颜色光洁略带粉红色,脱壳后虾仁的感官评定平均值为9.25,脱壳效果理想。在实际航行过程中,南极磷虾脱壳机虾仁的出成率最大数值可以达到23.8%。
3 结论
脱壳设备的滚轴长度、滚轴间隙、进料速度和放置时间对试验指标影响较显著;滚轴长度1.0 m、滚轴间隙1.0 mm、速度125 kg/h、放置时间15 min,试验效果皆最佳。以南极磷虾出成率和感官评定得分为指标时,最优组合皆是A2B2C3D1,在实际试验中,选择A2B2C3D1为最佳组合时,南极磷虾脱壳效率最佳(22.4%)。在实际工厂化生产过程中,越新鲜的磷虾,脱壳之后得到的虾仁感官品质越好;而放置时间超过2 h的磷虾,由于自溶和氟元素的迁移,不建议用于脱壳生产虾仁。
□