二轴滚弯技术研究综述
2014-04-27宋哲
宋 哲
(南京航空航天大学机电学院,江苏 南京210016)
将薄板料或薄壁型材(挤压件或板弯件)加工成单曲率的零件,常规采用三轴滚弯和四轴滚弯,这种滚弯的滚轴表面是刚性的。二轴滚弯其一滚轴表面是刚性的,另一滚轴表面是柔性的,或二轴表面都是柔性的。所谓表面柔性是指在刚性的芯轴上包覆有一层弹性介质,一般采用聚氨酯橡胶。
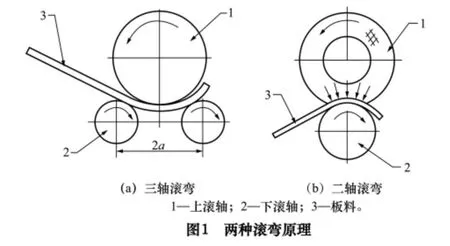
1 两种滚弯原理
三轴滚弯如图1a 所示。图中板料3 受上滚轴1 和下滚轴2 的支撑呈简支梁弯曲,当三轴转动时,带动板料3 送进,支撑点沿着板料不断地变换,即是简支梁弯曲不断地向反方向移动,离开滚轴的板料呈弯曲状[1]。
二轴滚弯如图1b 所示。上滚轴1 为包覆有聚氨酯橡胶的滚轴,表面是柔性的。下滚轴2 表面是刚性的。滚弯时,刚性滚轴将板料3 压入柔性滚轴,聚氨酯橡胶表面受到不均匀的压缩。在二滚轴中心连线处压力最大,可将此处板料视为固定端,在受橡胶分布力作用下悬臂梁弯曲。当柔性上滚轴1 转动时,带动板料3 送进,悬臂梁弯曲不断地往反方向移动,离开滚轴的板料呈弯曲状。

在两种滚弯过程中,端头板料都没有受到弯曲,因此在端头有一直线段l。三轴滚弯中直线段l 与两下滚轴的中心距2a 有关,呈l正比于a。由于两端直线段的存在,在滚弯筒形件时将出现“屋顶形”,如图2 所示[2]。为此,筒形件焊接前,焊缝处要增加校形工序,或是在滚弯之前进行端头形状的预成形。在二轴滚弯中也存在端头直线段l,它是悬臂梁的臂长,但l 的值与刚性滚轴压入柔性滚轴的深度有关。当刚性轴压入量达到许可值时,l值可缩小到板料厚度的3~6 倍,这时图2 中的“屋顶形”就不明显。对于薄板料的筒形件滚弯后可直接进入焊接工序,故这种加工方法可省去滚前端头预成形或滚后的校形。
由于二轴滚弯中端头直线段l 值可控制,这对带孔的平板料滚弯非常有利。因为滚弯后孔周缘的曲率与整个零件的曲率基本一致,如改用三轴滚弯就不能保证两者一致。因此用三轴滚弯加工有孔形的滚弯件,需要在板料滚弯后才能制孔,成形后制孔与平板制孔显然前者麻烦。
在三轴滚弯时,滚轴有可能和板料发生相对滑动。如果滚轴表面粗糙,或有压痕和毛刺,势必有在滑动中将板料表面拉伤的可能,这样对表面质量要求高的零件则需要附加保护措施。在二轴滚弯中两滚轴是压紧的,在滚轴转动时,滚轴间有咬合力,可将板料拉入滚轴,因此板料和滚轴不可能发生相对滑动。另外,滚轴柔性表面对板料表面有保护作用,不存在表面被划伤或拉伤的可能。因此,对于滚弯表面质量有一定要求的产品,可以毫无疑问地说,采用二轴滚弯加工是最佳的选择。
二轴滚弯机的咬合力和能提供的滚弯力矩比三轴滚弯机的大。对于一些难加工材料,如钛合金,耐热合金,不锈钢等板料都能滚弯加工。
在设计滚弯机时,确定滚弯直径应按能够滚弯零件最小尺寸而定。三轴滚弯机,最小滚弯零件直径约等于二倍滚轴直径;二轴滚弯机,最小滚弯零件直径约等于1.2 倍刚性滚轴直径。如果两类滚弯机滚轴直径相同时,二轴滚弯机能加工的零件尺寸更小些。
2 二轴滚弯中的两种滚弯状态
在二轴滚弯中,板料与刚性滚轴的接触状态可分为两种情况。
状态1 在滚弯时,刚性滚轴将板料压入柔性滚轴,板料发生弯曲变形,但是板料与刚性滚轴的接触,从横截面看是点接触,从纵截面上看是线接触,这种滚弯状态称为自由滚弯,如图3a 所示。随着刚性滚轴压入聚氨酯橡胶的深度增加,板料弯曲的曲率亦在增加。
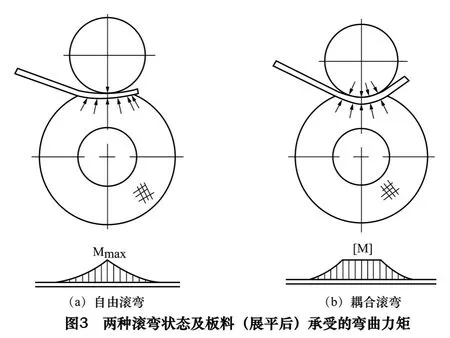
状态2 当刚性滚轴的压入深度增加到一定值时,板料与刚性滚轴的接触,从横截面上看是弧线接触,从纵截面上看是面接触,按模压的观点看是贴模,可称贴模滚弯。考虑到这种滚弯的弯矩有耦合效应,故称耦合滚弯,如图3b。如果上下两滚轴都有聚氨酯橡胶包覆,则它们只有一种滚弯状态——耦合滚弯,随着滚轴的转动,耦合是变化的,为可变的耦合滚弯。在自由滚弯时,板料受到聚氨酯橡胶的分布力作用,刚性滚轴提供集中力予以平衡,形成悬臂梁弯曲,这些分布力对固定端形成弯曲力矩,这是板料弯曲变形的最大弯矩作用处。它与板料弯曲半径形成如下关系:
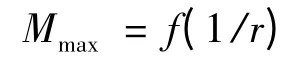
当刚性滚轴的压入深度增加,作用的最大弯矩亦在增加,板料弯曲半径r 随着减小。当减小的弯曲半径等于刚性轴半径R 时,作用的弯曲力矩为[M],此时r=R,关系如下:

不存在r <R 的情况[3]。
当滚弯达到r=R 时,即为自由滚弯向耦合滚弯过渡处。进入耦合滚弯时再增大压入深度,聚氨酯橡胶对板料作用的分布力载荷在继续增大,好像它对板料作用的弯曲力矩亦在增大,实则不然,因为这时板料和刚性滚轴是面接触,刚性滚轴提供的反作用力是以分布力形态给出的,它们构成了反弯矩,考虑到正、反弯矩的共同作用,力学上称为耦合,则作用到板料上的弯矩是一定值,即许可弯矩[M]。此时处于滚弯状态的板料其弯曲半径r =R,滚弯后板料发生回弹,则回弹后的弯曲半径r' >r =R。众所周知,滚弯板料不能得到等于或小于滚弯直径的筒形件。
进入耦合滚弯后加大压入深度,不会对弯曲半径有影响,但会增大耦合区,即增大贴模范围,悬臂梁的长度l 在缩短,亦即板料端头直线段缩短。当端头直线段达到板料厚度3~6 倍的极限值时,再增大压入深度就有可能影响到聚氨酯橡胶的使用寿命。最大压入深度不许超过橡胶包覆层厚度的20% 。
综上所述,在自由滚弯阶段,调整刚性滚轴的压入深度,滚弯能获得不同尺寸的筒形件。进入耦合滚弯阶段,调整刚性滚轴的压入深度,滚弯可获得同一尺寸的、所能得到的最小直径的筒形件,但端头的直线段在不断减小。显然要研究二轴滚弯机的滚弯性能,必先从自由滚弯入手。
3 滚弯工艺措施
(1)滚弯曲线
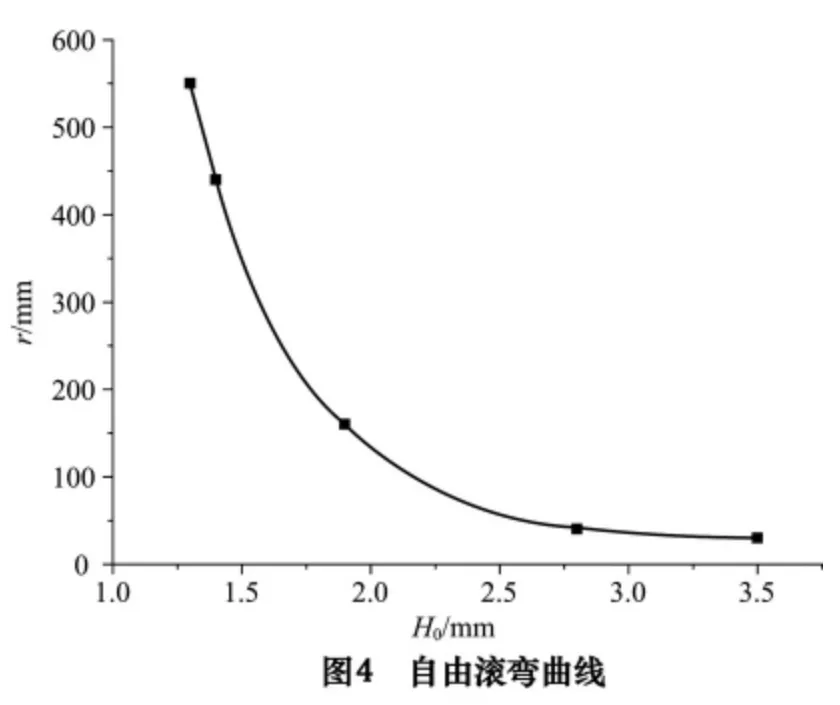
当滚轴的参数确定,滚弯板料的材料、厚度和热处理状态亦确定时,则可作出自由滚弯曲线。就是不断地调整刚性滚轴压入柔性滚轴的深度H0,随后进行板料滚弯,测定回弹后的弯曲半径r,绘制r-H0曲线[1,4]。
图4 所示的r -H0曲线为双曲线状,试验材料是不锈钢板料。在较小的弯曲半径区r =50~150 mm时,所对应的压入深度H0为3.1~2.0 mm,而在较大的弯曲半径区r=450~550 mm 时,所对应的压入深度H0为1.5~1.4 mm,虽然在两个对比区上的r 变化量皆为100 mm,而两个区段的压入深度的变化值相差11 倍之多。因此在大的滚弯半径区对压入深度的敏感度要高,这就是说滚弯机床的压入深度控制精度要高于0.1 mm,而且滚轴调整时的平行度也要高于0.1 mm,否则会滚弯出大小头的筒形件。若在批量生产时,零件尺寸的一致性很差。滚弯半径小的区段,操纵控制较容易,滚弯产品精度也高。
双曲线状的滚弯曲线将滚弯分为两个区段:滚弯敏感区和可控区,前者是大的弯曲半径区,后者是小弯曲半径区,也是进入耦合滚弯的前区。为了改善滚弯敏感区的滚弯性能,可以采取下列工艺措施。
(2)加柔性垫滚弯
柔性垫板可用高弹性材料制作,先滚弯成一定弧度的板件。加垫滚弯是与平板料一起放进滚轴内滚弯,滚弯后,板料受到变形,具有一定的弧度,而柔性垫在滚弯前后形状、尺寸均无改变,在滚弯中柔性垫板也发生了变形,但只允许是弹性变形,这样柔性垫板就可以多次应用。
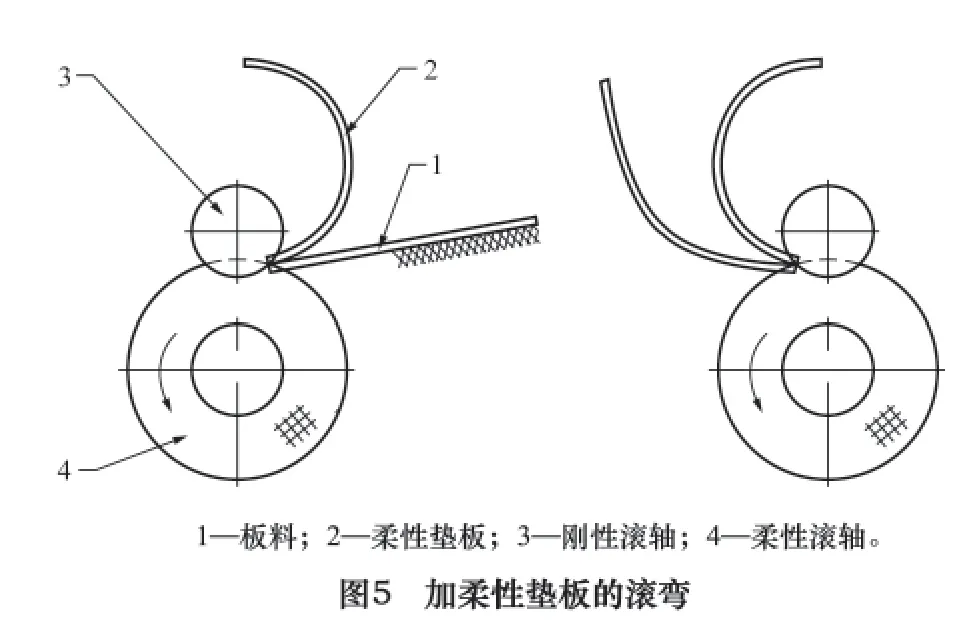
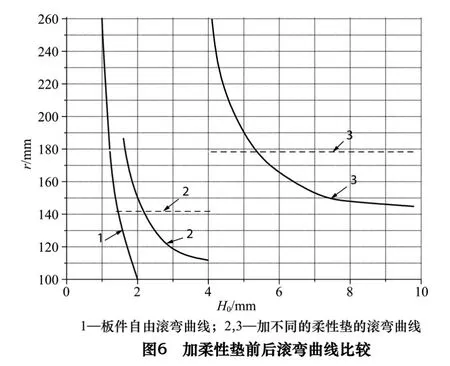
图6 显示了柔性垫参与滚弯前后,对自由滚弯曲线的变化。曲线1 为原有滚弯曲线,它处于滚弯敏感区。曲线2 为加有柔性垫的滚弯曲线,出现了滚弯可控区和耦合滚弯。曲线3 为加了另外一种柔性垫的滚弯曲线,也出现了滚弯可控区和耦合滚弯。曲线2 与曲线3 的滚弯可控区在不同的弯曲半径范围,但是它们好像接力赛,将可控区的范围连起来了。图中虚线2 与3 的直线状分别表示两种柔性垫参与滚弯后弯曲半径没有变化。图6 的滚弯曲线表示,两个不同的柔性垫参与滚弯,可以局部地将敏感的自由滚弯改造成可控的自由滚弯和耦合滚弯。
(3)套刚性管的滚弯
按照加柔性垫滚弯的启示,在刚性滚轴上套一个外径较大空心薄壁管参与滚弯,薄壁管在滚弯时不能发生变形。如薄壁管的外径选用系列化的尺寸,目标是将敏感的自由滚弯区改造成若干连续的滚弯可控区和若干耦合滚弯,滚弯零件的精度将比敏感的自由滚弯区的高。
(4)提供多种直径的刚性滚轴
美国和法国制造的二轴滚弯机目前只配备一个直径的刚性滚轴,俄国制造的二轴滚弯机,参数型号已提供系列化直径的刚性滚轴,供用户使用[5]。
4 波纹板的滚弯
本文曾述过,二轴滚弯为柔性滚弯,则它们的滚弯是可变的耦合滚弯,本节将介绍此类滚弯。图7 为波纹板滚弯,a 图所示滚轴芯轴中心与滚轴旋转中心发生偏置,偏置量为e,包覆了聚氨酯橡胶的滚轴,其径向厚度是周期变化的。这样的两滚轴如b 图配置,滚弯一周就能得一个波纹的滚弯形状。如果用卷料滚弯,就可得到长度不受限制的波纹板[6]。
聚氨酯橡胶的压缩性能与它的相对压缩有些密切关系,现在聚氨酯橡胶的包覆厚度是变化的,在同一个压入深度下,它各点的径向相对压缩量都不同,它所提供压缩抗力(分布力)也不同。按b 图配置,在接触处上滚轴的聚氨酯橡胶层厚最小,下滚轴层厚最大,这样的组合,上滚轴比下滚轴更刚性些,下滚轴比上滚轴更柔性一些,则可看作上滚轴一刚性辊,下滚轴一柔性辊。滚弯机旋转180°后,上、下滚轴的刚与柔位置交换,在90°与270°时上、下滚轴不分刚与柔。波纹板在0°~180°范围是向下弯曲,在180°~360°范围是向上弯曲,旋转一周得一个正弦波形,板料在滚弯中始终与上下滚轴是面接触,接触面是不断变化的,故有可变的耦合滚弯。
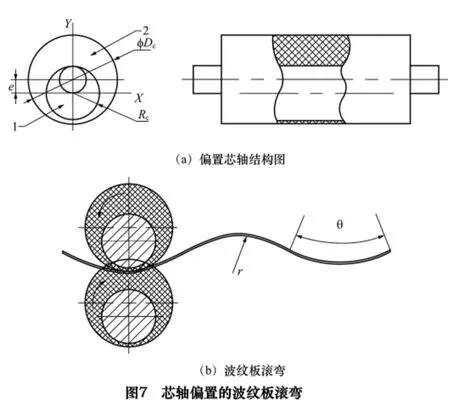
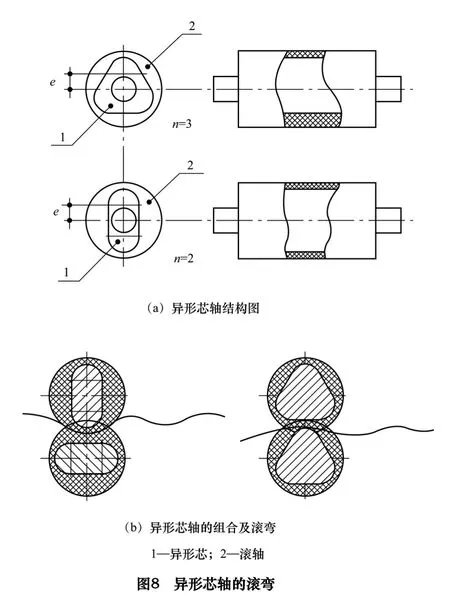
图8 所示为异形芯轴构成的滚轴,芯轴形状有三角形和长圆形。长圆形芯轴的二滚轴旋转一周可滚出两个波形,三角形芯轴的滚轴组合旋转一周可滚弯出3 个波形[6]。
5 结语
板料滚弯由三轴滚弯向二轴滚弯发展,虽然少了一根轴,但由刚性滚轴变成了柔性滚轴,有一刚一柔或二柔的组合。由于聚氨酯橡胶参与滚弯变形,使得变形复杂化了,由原来的简支梁滚弯变形变为悬臂梁滚弯变形,为了描述变形的内在关系,提出了自由滚弯和耦合滚弯的新概念。自由滚弯有双曲线状的滚弯曲线,耦合滚弯没有双曲线状的滚弯曲线,它只能滚弯出最小直径的零件,但端头直线段长度可控制。从双曲线状滚弯曲线中可以找到滚弯敏感区和滚弯可控区,前者滚弯机床不容易控制,产品质量不稳定,后者容易控制,产品精度高。为了能对敏感区进行干预,有加柔性垫滚弯,套薄壁套筒的滚弯,或由机床供应商生产系列化的刚性滚轴,以满足生产需要。由于聚氨酯橡胶参与滚弯变形,使得单一的三轴滚弯演变成多元的滚弯,特别是一轴滚弯的出现,滚弯变形可以和多种变形组合。随着各种新颖滚弯机床的出现,这种加工方法在现代压力加工领域开出了一朵芬芳艳丽的奇葩。
[1]闫静,左敦稳,王珉. 塑性精确理论在双轴柔性滚弯技术中的应用[J].中国机械工程,2005(12):1124 -1127.
[2]于琦,佟宇.型材滚弯成型及缺陷补偿方法综述[J]. 液压气动与密封,2011(3):38 -41.
[3]杨建国,方洪渊,胡军峰,等.校平、滚弯连续工艺下大尺寸板材残余应力[J].哈尔滨工业大学学报,2008(4):593 -596.
[4]余国庆,鲁世红.基于有限元分析的二轴柔性滚弯过程影响因素的研究[J].机械科学与技术,2005(10):1187 -1190.
[5]鲁世红,于长生,恽君璧.柔性滚弯技术在国外的应用进展[J].新技术新工艺,2006(3):31 -34.
[6]Zakirov I M,Martyanow A G,Ruzicka K,et. al. Rotary Shaping with the use of Elastic Mediums[M]. Slovakia,1997.
