高速检测元器件外观设备的视觉系统设计
2018-11-19刘林琳石锦成金先伦
孙 波 唐 动 刘林琳 石锦成 金先伦
高速检测元器件外观设备的视觉系统设计
孙 波 唐 动 刘林琳 石锦成 金先伦
(贵州航天电器股份有限公司,贵阳 550009)
基于机器视觉技术,设计了一种高速全自动元器件外观分选设备的视觉系统,包括总体、硬件、软件等。该视觉系统主要由若干台高速工业相机依次排布在透明转盘上方,检测每只待检测动态来料外观,每台相机分别检测运动中元器件的各项不同外观数据。设备的成功研制得益于“飞拍”这一关键技术,使得部分元器件的检测效率和检测质量方面有了大幅度的提升。
视觉系统;图像处理;飞拍技术;效率质量提升

1 引言
元器件产品的生产,既要保证产量又要保证质量,对生产提出了更高的要求和挑战。传统人工检测方式为“过板”筛选,每一板一次完成上百只产品,外形以及表面缺陷交由质量检验员负责,在生产过程中,人的主观因素可能给产品质量管控工作带来了一定风险。因此,急需提出一种全自动的产品外观检测设备,高效率高质量完成检测工作。基于机器视觉技术,提出一种对元器件外观全自动检测机并设计了其视觉系统。
机器视觉技术的硬件组成主要是相机、计算机、光源、镜头、光源驱动等,利用相机拍照,计算机图像处理代替人工测量和判断。本文设计的软件系统使用了LabView软件,该软件是图形化编程语言,使用简单,易学,可广泛应用于图像处理、数据通讯、统计分析、数据采集等领域,利用该软件实现了友好的人机界面编程、图像处理、通讯交握程序。
2 视觉系统的整体设计
视觉系统的整体设计主要由系统框图以及系统所需要硬件组成。所有的硬件在软件的协调下才能够保证整个视觉系统的稳定运行。首先设计系统整体,全自动检测机视觉系统整体设计框图见图1。

图1 视觉系统整体设计框图
整个视觉系统工作原理:PLC可编程逻辑控制器检测转盘上的待检测产品需要哪台相机拍摄,产品到位后触发需要工作的相机,计算机从相应相机获取图像并处理,最后将判断结果通过IO板卡传输给PLC,单个相机检测工位工作过程在100ms内完成,四台高速相机与分拣电磁阀并行工作,基于此原理使得飞拍技术得以实现[1]。设备的三维设计图见图2。
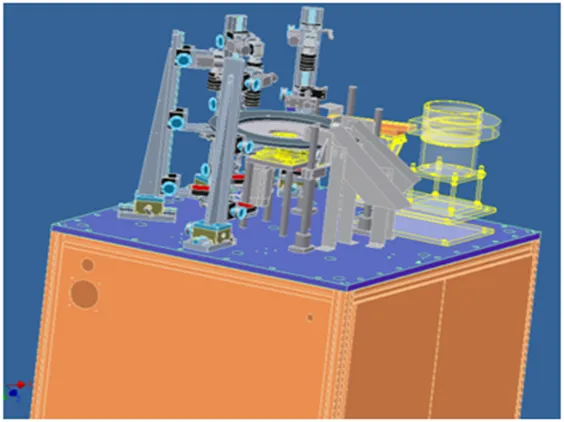
图2 设备三维设计图
3 视觉系统的硬件选型
飞拍即高速拍摄技术,是影响整个系列设备成败的关键技术。当产品随转盘运动后,如果不采用特殊的技术,产品在图像中会呈现不清晰甚至拖影情况,导致计算机无法正常处理图像。计算机的配置需求较高,对每个相机传递回来的图像处理速度一定要控制在数十毫秒内完成,最后用最快捷的通讯方式将测试结果传递给PLC。
为满足以上技术需求,要有针对性选型主要硬件。
本系统对计算机的配置提出了更高的要求,同时为了配合高速相机使用,选用了高速千兆四口网卡,满足四台相机大数据量高速通讯。
工业相机的选型是项目成败的关键,相机必须要求稳定、高帧率,才能满足飞拍技术的需要,根据需求选用德国工业相机中高帧率相机。工业镜头根据产品待测量尺寸选择,为保证图像解析度、图片质量以及高精度,使用了远心镜头,各个工位的光源根据具体应用情况,产品外观尺寸测量选用白色平行背光源,产品表面缺陷选用白色环形光源[2]。
4 视觉系统的软件设计
4.1 视觉系统的软件整体设计
所设计的软件系统开发平台是虚拟仪器专用编程语言LabView,广泛应用于试验、研究、设计、应用等方面。根据用户需要,进行人机界面软件设计、图像处理软件设计、IO板卡通讯软件设计等。
4.2 人机界面的软件设计
人机界面是人与计算机之间传递、交换信息的媒介和对话接口,是计算机系统的重要组成部门。在本文所设计的人机界面中,包括自动测试页和设置监控页面。自动测试页面人机内容包括了每个相机图像、关键的统计数据、指示灯等,让操作人员监测设备计算机工作情况以及各相机状态;设置监控页面中,主要功能是参数设置与设备状态监控,简单易懂,操作方便,让相关人员经过简单培训后能够快速上手。
4.3 图像处理的软件设计
图像处理是软件设计的关键,保证处理速度,更需要稳定可靠的图像处理,如果某个工站图像处理程序耗时长,没及时处理完当前图像,下一幅图像又出现,设备将无法正常运行,导致报错故障,所以必须最大程度缩短所有图像的处理时间。
四台相机的图像处理需求各不相同,具体图像处理算法也不同。但是基本有着类似的图像预处理环节,图像预处理环节流程图见图3。

图3 图像预处理环节

图4 2号工站相机图像处理流程图
可以测量、缺陷分析经过预处理的图像,根据每个工站检测的内容不同,后续图像处理的过程也不相同,以2号工站相机为例,该工站需要测量产品的长、宽以及两个切面夹角,经过预处理后2号工站相机的图像处理流程图见图4。
本节以2号工站相机图像处理为例,预处理后图像处理,由于每只产品的位置不固定,所以必须要重新建立动态坐标系完成产品的再定位,然后依次测量相关内容,最后将测试的数据以及测试的结果输出,并标注在人机界面2号相机位置处的显示控件上。其他工站相机根据各自的情况,各自预处理图像的再处理[3]。
4.4 通讯模块的软件设计
通讯模块的软件设计,主要针对PC端与PLC端的通讯设计,整个流程简述为PLC通过IO方式外部触发各个工业相机拍照,相机被触发后拍照,PC获取了拍照完成信号后,通过软件获取相机图片并处理和分析数据,然后通过IO板卡的IO点将处理结果传送至PLC并得到结果,综合四台相机判断结果,在分拣区域分拣良品与不良品[4]。单台相机的通讯工作流程图见图5。

图5 单台相机的通讯工作流程图
5 试验
完成视觉系统设计后,在多台全自动检测机中测试,每台设备的各个工位处理时间低于50ms,保守估计每秒钟可完成至少5~10颗料的检测工作。相对于人工操作而言,人工产出约10000只/h产品,而设备检测理论上可以将产能翻一番,并且可以24h工作,另外人工检测是一个筛选板同时筛选上百只料,而设备相当于四个人同时在一颗一颗产品检测,不仅效率有大幅提升,检测的细致程度也有所提高。
6 结束语
机器视觉技术在提升产品生产效率和提高产品质量方面为军民用元器件生产做出大量贡献。本文设计的一种全自动检测元器件外观设备的视觉系统,经过理论设计、实际装配、调试,实现了产品高速检测功能,以及对每个产品的外观关键参数全面检测。不久将来,将会广泛应用于元器件生产企业的高速检测等领域。
1 陈树学,刘萱.LabVIEW宝典[M]. 北京:电子工业出版社,2011
2 杨乐平,李海涛,赵勇.LabView程序设计与应用[M]. 北京:电子工业出版社,2001
3 王磊,陶梅.精通LabVIEW8.0[M]. 北京:电子工业出版社,2010
4 张宏群,仓彬彬.基于LabVIEW的气象监测系统[J].虚拟仪器与应用,2010(24):152~154
Vision System Design of A Device for High-speed Detecting Appearances of Components
Sun Bo Tang Dong Liu Linlin Shi Jincheng Jin Xianlun
(Guizhou Space Appliance Co., Ltd., Guiyang 550009)
Based on the machine vision, a vision system for high-speed and full automatic sorting components device is designed from overall, hardware, and software designs. The vision system consists of four high-speed indutrial cameras arranged in order above the transparent turntable and they can detect the appearances of every dynamic product. Every camera detects different external dimension of dynamic products. Successful device development is based on the technology of the high-speed photograph, which greatly improves the detection efficiency and quality of some components.
vision system;image processing;high-speed photograph technology;efficiency and quality improvement
智能制造综合标准化与新模式应用项目(工信部联装[2016]213号-01)。
孙波(1987),工程师,机电一体化专业;研究方向:机器视觉与机器人控制技术。
2018-09-18
