自控率实时监控系统的开发及应用
2018-11-15梁飞
梁 飞
(中国石化上海石油化工股份有限公司,上海 200540)
炼油化工企业一般将处于自控状态的回路数与总的控制回路数比值的百分数称为自控率,或者称为仪表实际自控率、自控投入率,如果剔除工艺原因,将得到仪表自控率。自控率作为一项重要的专业管理指标,在一定程度上标志着一个企业的自动化水平、设备管理水平和装置运行稳定性。基本过程控制系统(BPCS)的自控率水平,直接影响企业安全保护层的可靠性,对于安全生产来说至关重要。业界对于仪表自控率水平的重视程度也在逐年提高,中国石油化工集团有限公司于2017年将“仪表自控率”和“仪表实际控制率”列入关键绩效指标(KPI),并明确要求其数据需通过自控率平台获取,因此以往通过人工计算仪表自控率的方法已不可取。建设一套实时的仪表自控率监控系统,为管理部门提供真实、可靠、便捷的数据统计,用于指导管理和自控率提升已经迫在眉睫。
中国石化上海石油化工股份有限公司(以下简称上海石化)创建于20世纪70年代,主要包括炼油、化工、合成树脂、合成纤维等生产装置,以及煤电、储运、水处理等辅助装置,共计200余套,实行公司、二级单位、装置三级管理模式。其中涉及仪表自控回路的二级单位有10家,基本过程控制系统约300套,仪表控制回路总数近12 000个。控制系统生产厂家有以HONEYWELL、横河、SIEMENS、浙江中控等为主的近20家。多样化的生产装置、年代不一的新老设备、纷繁复杂的系统厂家、不同的二级单位管理模式以及庞大的回路总数,给人工统计自控率工作带来了很大的困难,且数据的及时性和真实性无法保证。因此上海石化于2014年开始进行自控率实时监控系统的开发及应用。
1 需求分析
1.1 基本功能
系统应实现自动取数、自控率计算、报表输出等基本功能,以用于替代人工计算;可查看实时数据和历史数据;计算数据应该可以按管理区域、时间、工艺仪表原因等条件进行分类汇总;应实现自控回路台账等基础资料的在线维护管理,包括相关数据报表的导入、导出功能,审批权限、审批流程的设置,原因分析、维护痕迹的留存;此外,系统开发时还应完成用户手册编写用于满足用户培训需求。
1.2 回路筛选
基于各装置生产工艺的特殊性以及历史遗留问题的客观存在,要更好地反映自控率的真实情况,必须对自控回路进行分析,完成不参与统计回路的剔除,可剔除回路主要包括以下几种情况。
(1)因设备(非仪表设备)长期或永久停用导致仪表控制回路取消或长期停用。例如:某反应器已经停用,但因未遇到合适的停车检修机会对系统回路进行维护等原因,系统中控制回路依然存在。
(2)因工艺变更、设计变更等导致原有回路长期停用、取消、功能变更。例如调节阀已拆除或改为手操阀,部分回路因工艺变更已停用或阀门长期全开使用。
(3)仅开停车时使用自控系统(控制阀处在全开或全关状态),正常生产时不使用的回路。从系统整体考虑,因开停车时间占装置总运行时间比例极低,系统数据统计以正常运行装置为主体,故此类回路不参与统计。
(4)装置经营性停车或计划检修,生产线整体停车。
(5)其他有明确理由不参与统计的,由相关管理人员进行评审确认。
此外,因仪表故障长期无法修复,设计缺陷等原因导致仪表回路无法投用自控,工艺增产或减产导致仪表在非正常使用范围内而无法投自控,工艺原料品质变化、上下游波动等导致无法投用自控的不得作为不参与统计的理由。
1.3 条件设置
通过对自控回路进行分析,发现部分回路可通过在系统中设置条件来进行精确计算,主要包括以下几种情况。
(1)工艺切换投用的设备、流水线等对应的控制回路。如聚丙烯(PP)、聚乙烯(PE)装置的切换牌号生产,化纤装置的流水线切换生产等,可选择一个合适的条件,对相应的控制回路进行选择(是否参与统计)。
(2)主备设备、两用一备等设备上的控制回路。以机泵为例,可在系统中进行二取一或三取二设计,即主备设备只要其中一台设备为投自控状态,则确认为两个回路都为自控状态。
(3)特殊工艺中可用条件判断是否需投用自控的回路,即某个或部分条件达成,可判断一系列回路需投自控或切除自控的(如间歇性生产设备等)。如乙烯装置的裂解炉烧焦是装置运行中的一个必要过程,可以用裂解炉运行标志位、烧焦空气流量来共同表征裂解炉是否处于烧焦状态,进而用来判断该裂解炉上的自控回路是否需要计入统计。
(4)其他一些在工艺操作法或相关规程里明确规定,在进行相关工艺操作时需切除自控的回路,可根据实际情况设置条件或进行人工干预,系统应预留相应功能,但应增加相应制度管理。
2 系统功能的实现
2.1 用户功能的实现
出于网络安全及控制系统通讯负荷的考虑,自控率监控系统设计时避免直接从BPCS取数。该系统通过企业现有的实时数据库进行数据采集工作,不对BPCS造成影响。结合调研与需求分析,系统设计时需实现以下用户功能。
2.1.1 数据库基本功能
实时数据库位号组态的完善,确保实时数据库自控回路与BPCS保持一致并正常取数;
基础控制回路信息的完善,包括回路位号、描述、控制状态等信号;
条件控制回路信息的建立,完成控制回路所需条件位号的组态;
控制回路自控率采样统计,综合考虑系统负荷和采样的代表性,确定每个有效位号每天48个采样点,即每半小时采样1次。每月的总采样点数就是当月每一天累加起来的数量。
2.1.2 关系数据库完善
构建不统计回路申请、审批关系数据库;
构建主备位号、二取一位号、多取多位号、依据条件判断位号等关系数据库;
构建回路事件记录数据库,保存回路审批历史数据。
2.1.3 功能模块设计
设置基础控制回路信息(台账)的导出、查询功能,导入功能不对普通用户开放,由后台统一导入;
设置条件控制回路信息的导入、导出、查询功能;
设置控制回路不参与统计申请、审批在线维护功能,并设置批量导入、导出功能;
设置控制回路实时状态查询功能,实时状态中需显示是否参与统计状态;
设置按公司、二级单位、装置,按年、月、周、运转班次、实时统计自控率报表功能,数据计算自动完成;
设置公司、管理部室考核指标可配置模板,考核指标显示在报表中;
设置首页导航模块,通过区域图(地图)实时显示各装置实时自控率;
设置未投自控原因分类分析模块,可区分仪表原因和工艺原因,经线下分析后导入;
设置系统权限、角色功能模块;
历史数据查询功能。
2.2 自控率算法实现
2.2.1 自控率算法要求
《中国石化炼化企业设备KPI指标》中包含仪表自控率和仪表实际自控率两个指标,两个指标的算法为:
仪表自控率=[实际投用控制回路数/(总控制回路数-因工艺原因停用的控制回路数)]×100%
仪表实际自控率=(实际投用回路数/总控制回路数)×100%
基于管理考核的需要,该企业同时进行工艺自控率的计算。算法如下:
工艺自控率=[实际投用控制回路数/(总控制回路数-因仪表原因停用的控制回路数)]×100%
在实际应用过程中,因自控回路未投自控的原因多种多样,往往不能简单地归类为工艺原因或仪表原因。因此在实际计算时一般考虑仪表原因和非仪表原因(与管理架构保持一致,电仪中心与生产性二级单位相对独立,电气因素太少可忽略)。
2.2.2 自控率算法系统的实现
系统通过实时的离散数据采集,结合不同的时间间隔、区域划分,最终计算出对应的自控率。以某装置一周的数据为例,其各类自控率计算如下:
仪表自控率=[(自控采样点数-不参与统计回路自控采样点数)/(总采样点数-不参与统计点数-参与统计回路因非仪表原因停用的采样点数)]×100%
其中:总采样点数=某装置回路总数×48×7
仪表实际自控率=[(自控采样点数-不参与统计回路自控采样点数)/(总采样点数-不参与统计点数)]×100%
工艺自控率=[(自控采样点数-不参与统计回路自控采样点数)/(总采样点数-不参与统计点数-参与统计回路因仪表原因停用的采样点数)]×100%
不参与统计比率=(不参与统计点数/总采样点数)×100%
2.3 功能界面
2.3.1 系统主视图
主视图即导航模块,通过区域图实时显示各装置实时自控率,通过点击二级单位可弹窗显示各装置实时自控率情况。
2.3.2 自控率报表
系统设计多类自控率报表,可通过区域和时间间隔的选择,自动生成不同的报表,以公司月度报表为例,其内容包括:各二级单位考核指标、总回路数、总采样点数、不参与统计点数、不参与统计比率、自控率、仪表自控率等。这些数据均以月度数据为基础进行计算得到。
2.3.3 应用图表
为便于更加直观地查看和分析数据,系统还开发了多种应用图表,具体包括:公司日/周/月趋势图、二级单位周/月自控率对比图、月度考核情况图等。
3 企业的配套措施
自控率实时监控系统本身不能提高自控率,它只是为自控率管理提供一个真实、便捷的数据平台,需要配合运用必要的管理手段,才能切实提高一个企业的自控水平。
(1)企业中部分操作人员由于历史原因形成手动操作习惯,对回路投切自控的重要性认识不足,认为手动操作更“准确”、更“可靠”,因而从内心里排斥投用自动控制。企业可通过培训、宣讲等形式提高员工意识,使其充分认识提高自控率的重要意义。
(2)企业需定期开展自控率评估工作。工艺、技术、仪表、设备等多专业共同参与,对不投自控的回路进行分类,并开展原因分析,形成行动项,进行闭环管理。系统投用以来,上海石化每月导出不投自控回路清单,由工艺、技术、仪表、设备等专业共同开展不投自控回路分析,查清原因,通过工艺调整,仪表检修,比例、积分、微分(PID)调整等措施,有效地提高了自控率。
(3)企业需制定措施确保系统内自控回路的准确性,将自控率监控系统管理与变更管理(MOC)相结合是一个行之有效的方法。当变更发生时,明确与自控回路相关的变更须在系统中进行相应的维护,确保系统数据的真实准确。
(4)企业需采取必要的奖惩措施,促进自控率管理工作的开展。通过多年的积累,上海石化形成了一套较为完善的自控率奖惩模式,通过绩效考核和劳动竞赛两种模式约束和激励各专业开展自控率提升管理。
(5)以往自控率被普遍误认为是仪表专业的责任,导致部分工作开展不易,自控率提升缓慢。企业应明确自控率管理中的职责划分,由主管领导牵头,自上而下加强自控管理,并给予适当的资源倾斜,确保检修、更新或技术改造资金的投入,有效提高企业的自控水平。
(6)企业可引进先进的技术和理念,进行控制系统优化,提高自控率。应防止为追求自控率提升而采取的不合适做法。例如仅仅为了投切自控而对阀门进行机械限位的做法是不可取的,甚至是非常危险的,应明令禁止。
(7)企业应确保足够的系统维护力量,保证系统的长期正常运行,并形成长效机制,避免出现系统开发后无人使用或无使用意义的情况发生。
4 应用案例及成效
4.1 应用案例
上海石化某化工装置自控率一直不高,系统上线初期自控率不足70%。系统上线及奖惩措施执行后,相关部门高度重视,组织团队进行专题分析,确定如下几个主要问题。
(1)部分仪表精度达不到要求,这主要是由于工艺处理量的提高和长期使用磨损造成。2017年大修时,有针对性地将5台孔板流量计更改为涡街流量计,使流量控制精度得到提高。同时完成6台调节阀更新,消除调节阀存在非线性及偏离正常调节范围的问题。装置开车后,对应回路顺利投切自控,装置自控率提升近5%。
(2)部分控制方案不合理,存在控制偶合现象,无法同时切自控。例如图1(该装置的流程图)中T-3304塔回流量调节FIC-3380与V-3305槽液位控制LICA-3380所对应的调节阀均在V-3305出料管线上。回流量的大小间接影响T-3304塔顶气相量,从而影响塔顶至V-3305的进料,同时直接对V-3305的液位产生影响,进而会影响采出阀LV-3380动作,造成V-3305出料管线内流量变化。两回路同时投用自控后,回流与产出会产生控制耦合,导致控制不稳定甚至出现大波动。因此需要进行深入研究,完善控制方案,进行解耦控制。
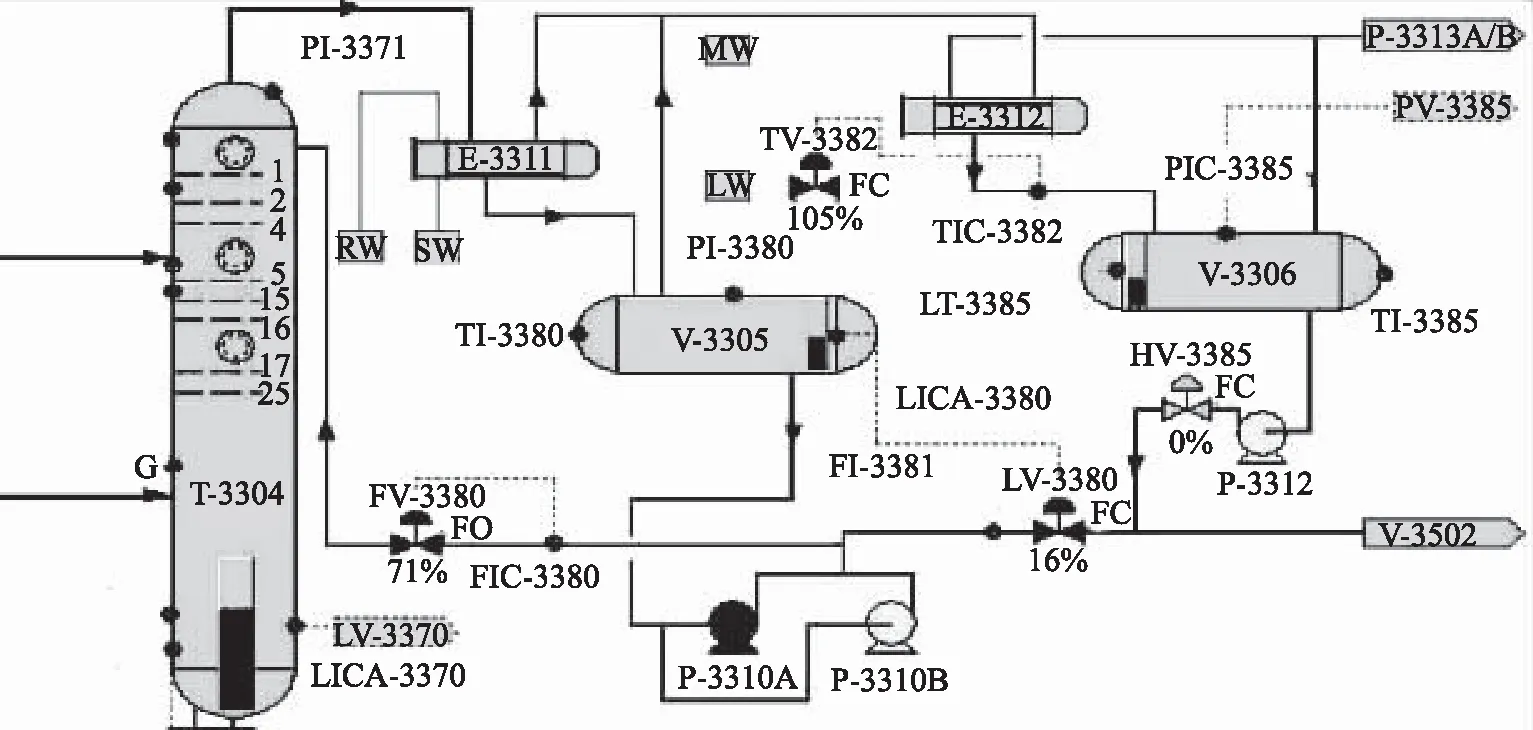
图1 某化工装置流程
4.2 应用成效
上海石化自控率实时监控系统建成后,实现了公司、二级单位、生产装置自控率的实时监控。通过对影响自控率的原因分析,使公司管理层可以有效地组织和控制生产,提高生产效率。系统运行以来,各装置自控率都有所提高,公司年平均仪表实际控制率从2015年的71.20%提高到2018年上半年的94.60%,其中2018年5月仪表自控率达到98.99%,自控率得到逐年稳步提升,对设备管理及生产管理水平提高起到了积极作用。
5 结语
提升自控率不是一味地追求数据的提升,而是要切实提高装置的控制率和平稳率,同时自控率实时监控系统本身不能提高自控率,需要配合必要的管理手段,确保数据的长期真实有效,形成长期使用和维护机制,才能真正发挥其作用。该系统于2014年底正式上线,为满足不断提升的管理需求,目前已经完成第3期优化升级,并于2018年6月上线试运行。系统的投用为生产管理提供了实时有效的数据分析,为提高装置自控水平和优化精细化管理提供了行之有效的手段。
